
Comparison of Tensile and Creep Properties of SAC305 and SACX0807 at Room Temperature with DIC Application

1
Department of Applied Mechanics, Faculty of Mechanical Engineering, VŠB—Technical University of Ostrava, 17. listopadu 2172/15, 708 00 Ostrava, Czech Republic
2
Institute of Physics of Materials, Czech Academy of Sciences, Zizkova 22, 616 00 Brno, Czech Republic
*
Author to whom correspondence should be addressed.
Appl. Sci. 2024, 14(2), 604; https://doi.org/10.3390/app14020604
Submission received: 26 December 2023
/
Revised: 5 January 2024
/
Accepted: 8 January 2024
/
Published: 10 January 2024
(This article belongs to the Special Issue Optical Methods in Applied Mechanics)
Abstract
:The contribution presents the verification of the methodology of accelerated creep tests from the point of view of obtaining more information about the stress–strain behaviour of the investigated materials using the Digital Image Correlation method. Creep tests are performed on SAC305 and SACX0807 lead-free solders and are supplemented by numerical modelling using the finite element method, considering the viscoplastic model based on the theory of Perzyna, Chaboche, and Norton. The stress–strain behaviour of both solders appears to be very similar at applied strain rates of 0.0002–0.0026%/s and applied creep stresses of 15–28 MPa. Initially, the viscoplastic model is calibrated using an analytical approach. Then, the finite element model updating approach is used to optimise the material parameters based on the simultaneous simulations of creep and tensile tests. As a result, the total objective function value is reduced almost five times due to optimisation. The proposed type of accelerated test with an hourglass specimen proves to be suitable for calibrating the considered class of viscoplastic models. The main benefit is that a single specimen is required to obtain creep curves on various stress levels.
Keywords:
creep; SAC305; SACX0807; DIC; viscoplasticity; FEM; Norton model; Perzyna model; Chaboche model1. Introduction
The evolution of lead-free solder alloys, particularly in the context of electronic manufacturing, represents a significant shift in material science and engineering. While the use of soldering for mechanical and electrical connections has a long history, recent advancements have been driven by the need for environmentally friendly and high-performance alternatives to traditional tin–lead (Sn-Pb) solders. Soldering electronic components together using ‘soft soldering’, which involves much lower temperatures, is a much more recent development.
Early soft soldering employed pure tin. Alloys were created over time to solve challenges such as thermal cycling, shock tolerance, electron migration, and whisker formation in tin-based alloys [1]. Although lead could play this role in most soldering applications, the elimination of lead from devices and the implementation of new standards for more fine-pitched parts necessitated the development of new solder alloys. To be considered a viable alternative to Sn-Pb solders, lead-free candidates must offer qualities and functionality comparable to or greater than those of eutectic or close eutectic Sn-Pb solders. The presence of Pb in solders improves the overall efficiency of the Sn-Pb solder.
In addition to carrying electricity, solder joints provide mechanical support for electrical devices. As a result, the mechanical qualities of solder alloys are critical in the production of long-lasting products. Tensile characteristics and creep are particularly important for evaluating the mechanical properties of solders and have consequently been widely researched [2]. SAC is an abbreviation for the alloy SnAgCu (tin, silver, and copper). SAC alloys are the most widely utilised alloys in the electronics industry. SAC305, a lead-free grade alloy, is made up of 96.5% tin, 3% silver, and 0.5% copper. Its 3% silver component ensures optimum wetting qualities as well as balanced thermal fatigue, solder link power, and mechanical stress resistance [3]. Solder pastes are made up of a metal alloy powder (about 90% by weight) and a cream-like organic chemical component (approximately 10% by weight). ‘Flux’, the cream of organic components, is usually a trade secret or patent-protected [4]. This study aims to delve deeper into the mechanical behaviour of Pb-free solder alloys, specifically their response to different strain rates and constant stresses. A model considering both elastic and plastic deformation along with creep behaviour is being developed to accurately represent the stress–strain characteristics of these alloys [5,6].
The mechanical characteristics of lead-free solders, particularly SAC305, are highly dependent on parameters such as temperature and strain rate. This reliance is caused by the high homologous temperature of these solder alloys, which makes comparing results across research difficult. Such disparities are caused by a lack of consistent testing circumstances, which includes differences in specimen preparation processes and strain rates. Despite these difficulties, a broad spectrum of mechanical characteristics has been determined. The elastic modulus of SAC alloys, including SAC305, normally ranges from 30 to 54 GPa, with the majority of values falling between 40 and 50 GPa. In terms of tensile parameters, the Sn-3.9Ag-0.5Cu variation has an elastic modulus of 50.3 GPa, an ultimate tensile strength (UTS) of 54 MPa, and a yield strength (YS) of 36.2 MPa. Variations in these values are observed between research, which can be attributed to the various testing procedures used. As a result, these stated data must be evaluated with caution, taking into account the high heterogeneity due to the various production technologies and conditions [7].
SACX0807 (Alpha SACX Plus 0807) is a low-silver lead-free alloy intended to give soldering and reliability characteristics equal to those of higher-silver SAC305. Tensile properties and microstructure are compared with SAC305 in [8]. The corrosion behaviour of SAC305 and SACX0807 under application conditions was correlated with the microstructure of the alloy and the electrochemical behaviour in [9,10]. The creep behaviour of SACX0807 has not yet been reported. This is an important gap in the field that should be covered by this work (at room temperature).
With a focus on SAC alloys such as SAC305 or SACX0807, it is necessary to investigate the Strain Rate Sensitivity (SRS) of the material. The peculiar microstructure of this alloy, which includes Sn, Ag3Sn, and Cu6Sn5, has a substantial impact on its mechanical behaviour at varied strain rates. In particular, SAC305 exhibits a decrease in SRS as the temperature and strain rate increase, which is an important element in determining the mechanical stability of solder connections in electronic devices [11]. This discovery is especially important in operational settings involving dynamic mechanical loads. Understanding these correlations is critical for forecasting solder performance and guaranteeing electronic assembly durability [12].
The fatigue life of SAC305 under different wave loading situations, as investigated in publications [13,14,15], gives important insights into the solder’s behaviour. By including both plastic and creep strain components, they considerably improve our knowledge of SAC305 fatigue behaviour. Another critical consideration is the effect of ageing on the fatigue life of SAC305 [16]. The lower mechanical fatigue life due to age, notably in SAC305, shows the importance of a thorough examination of stress relaxation and low cycle fatigue features. A recent study [5] emphasises the importance of the constitutive viscoplastic model for SAC305 and provides an in-depth look at the ratcheting behaviour of SAC305 under cyclic loading, highlighting its lower time-dependent deformation compared to Sn-37Pb. This difference is due to the distinct microstructural and mechanical characteristics of SAC305, which emphasises the exceptional capacity of the material to carry cyclic loads. This is critical for the dependability of mechanically stressed electronic systems.
Some authors of the paper developed a special experimental technique based on the Digital Image Correlation (DIC) method, which enables the acceleration of the testing regarding the necessity of material model calibration, as well as the obtaining of deformation characteristics under different modes of loading [17,18,19,20,21]. It is based on measuring the history of strain on the curved part of the standard specimen for mechanical testing. Therefore, it brings extra data to the measurement by the extensometer, leading to a more efficient way of testing stress–strain behaviour. Using the newly developed DIC technique, it is possible to efficiently obtain the cyclic stress–strain curve [18] or several ratcheting curves at lower loading levels [17]. This time, to the knowledge of the authors, the developed DIC technique is first applied to the creep of solder alloys. The first applications to the experimental analysis of creep of additively prepared composites and metals are reported in [19,20,21].
For numerical simulations of the SAC305 material, the Anand material model is often used, see [22]. The Anand material model was designed for hot working metals [23] and can capture the effect of temperature and strain rate. Anand model is described by using nine parameters. Tensile tests and creep tests are frequently solved separately [24]. In the literature, different parameter values can be found for similar or even the same materials, see [25]. The parameter value is usually determined by the least squares method as a non-linear regression from compression [23], tensile or creep tests [24]. Article [25] presents the parameter values for a material labelled (Sn95.5Ag3.8Cu0.7) from three different papers. The parameter values differ very significantly, for example, parameter . The problem is also solved in [26]. In addition, the model is not feasible for predicting the behaviour of complex loading conditions, such as multiaxial loading or cyclic loading, see [27,28]. The Anand model does not include backstress; therefore, the model is not able to describe kinematic hardening during cyclic loading.
This type of behaviour can also be described by a combination of material models. There is a material model for isotropic or kinematic hardening, a model for capturing viscoplastic behaviour (time-dependent, viscosity), and a model for solutions of creep. The Chaboche model with an optional number of parameters can be used to describe kinematic hardening [29]. The Perzyna material model with two parameters can be used to describe time-dependent behaviour [30]. The behaviour during secondary creep can be described using the Norton relation [31]. Commercial software (for example, Ansys 2022 R2, MSC.Marc 2023.1) can combine these material models and can therefore be used to simulate the complex behaviour of the material.
The implicit stress integration algorithm is critical in the context of building constitutive models for solders, particularly in the construction of algorithms for temperature-constant deformation. In this special case, the combination of Chaboche–Perzyna–Norton models can be efficiently implemented into an FE code by using the algorithm of Kobayashi et al. [32], which is based on successive substitution with an application of a damped Newton–Raphson method. Temperature influence is usually introduced using exponential and polynomial functions for some parameters. These functions are critical in precisely predicting the behaviour of solder materials at various temperatures [33]. Furthermore, for accurate capturing of the relaxation behaviour, an algorithm suited for a viscoplastic model with the inclusion of a static recovery term must be implemented [34]. The return mapping method is used in this approach, which incorporates common tactics of the elastic predictor and the plastic corrector within the integration algorithm.
The primary purpose of this study is to compare the solder alloys of SAC305 and SACX0807 from tensile properties and creep behaviour points of view. Creep and tensile tests were performed at room temperature, whereas axial strain was measured by using the DIC method, which allowed the capture of strain contours. The benefit of DIC was fully used in creep tests, which were conducted on an hourglass-type specimen. Capturing strains on particular cross-sections of the specimen brings more creep curves from a single creep test. This is beneficial for calibrating viscoplastic models, as presented in the numerical study of SAC305 based on the results of the classic mechanical tests [35,36].
The method of determining the values of material parameters for material models is usually described in the source articles for the given material model. However, these procedures usually do not involve combinations of material models. Another method is to use the Finite Element Model Updating (FEMU) approach. Here, an experiment (or set of experiments) is simulated using the finite element method with a selected material model. The result of the simulation is compared with the result of the experiment, and by gradually changing the values of the material parameters, the difference between them is minimised. Nowadays, there is commercial software (for example, OptiSLang 2022 R2) that allows this method to be used, including a few minimisation algorithms (gradient, evolutionary, simplex, etc.).
However, the main novelty of the article is the presentation of a new accelerated technique using the DIC method for the evaluation of the creep properties of metallic materials. The strains captured via the optical method on the curved surface of an hourglass specimen in time are evaluated in the form of creep curves for selected cross-sections corresponding to different nominal stresses. The new approach can help experimenters estimate the Norton exponent and plan classic creep tests. Therefore, the accelerated approach can serve as a tool for comparing the creep properties of various materials (in this article, the comparison of SAC305 and SACX0807).
2. Materials and Methods
The chemical composition of the SAC305 and SACX0807 solders according to the manufacturer is shown in Table 1. The specimens were machined from ingots with 21 mm diameter and 290 mm total length. All specimens were tested after two years of ageing of natural material. The geometry of the specimens and the specific testing conditions are described in the following sections.
2.1. Conventional Mechanical Testing
2.1.1. Tensile Tests
The basic mechanical properties of solders were determined using a universal testing machine with tensile pneumatic jaws at the Department of Applied Mechanics of the Faculty of Mechanical Engineering of VSB—Technical University of Ostrava. Tin solders are generally sensitive to strain rate even at room temperature due to their low melting point (216–218 °C). Therefore, the tensile tests were performed at three position rates of 1 mm/min, 5 mm/min and 10 mm/min. The geometry of the specimen for the tensile tests is shown in Figure 1. Tests realized at 1 and 10 mm/min position rates were performed on an electromechanical testing machine Testometric 500-50CT (50 kN) with a semi-automatic extensometer. Unfortunately, the testing machine does not offer automatic zero force control before starting the tests. The force was manually zeroed by changing position. The third position rate (5 mm/min) was applied on the LabControl 20 kN testing machine, which controls the force until the test is started.
2.1.2. Creep Tests
The same cylindrical specimens (Figure 1) were used for standard creep tests performed in the constant force regime at the Institute of Physics of Materials of the Czech Academy of Sciences (IPM CAS, v.v.i.). In the first test, the force corresponding to 15 MPa of axial stress was applied for 1000 hours (up to stabilisation of the material response). The load was increased to generate an axial stress of about 20 MPa, which was maintained until rupture. The time to rupture is specified for all creep tests in Table 2.
2.2. Accelerated Creep Testing
The acceleration of creep testing consists of measuring the deformation on the curved surface of the specimen using the DIC method. The acceleration of creep testing leads to the determination of multiple creep curves from a single experiment, not to the reduction in test time.
2.2.1. DIC Equipment Description
For deformation measurements, the DIC optical system with Alpha software from X-Sight, s.r.o. version 2.1.52 was used. The system contains two MCR100 cameras with a resolution of 2.3 Mpx and a maximum possible frame rate of 40 fps (at full resolution). The cameras are equipped with lenses with a focal length of 12 mm and a minimum possible object distance of 0.1 m.
2.2.2. Creep Tests on Hourglass Specimen
For creep tests, the shape of the specimen was designed according to Figure 2a. The designed specimen with a continuously varying cross-section of the test section is suitable for optical DIC measurements. Creep tests of SAC305 and SACX0807 were also performed on a LabControl 20 kN single-axis machine equipped with a temperature chamber.
The DIC can be used to measure deformation on a curved surface where the cross-section of the specimen continuously varies with the value of the corresponding nominal stress. A graphical representation of the accelerated creep test procedure is shown in Figure 3.
Creep tests on the hourglass specimen were performed at room temperature 22 °C and with a constant tensile force of 1430 N for both SAC305 and SACX0807.
3. Experimental Results
The main results evaluated from mechanical tests performed on both solder alloys are presented in the following sections.
3.1. Tensile Tests Results
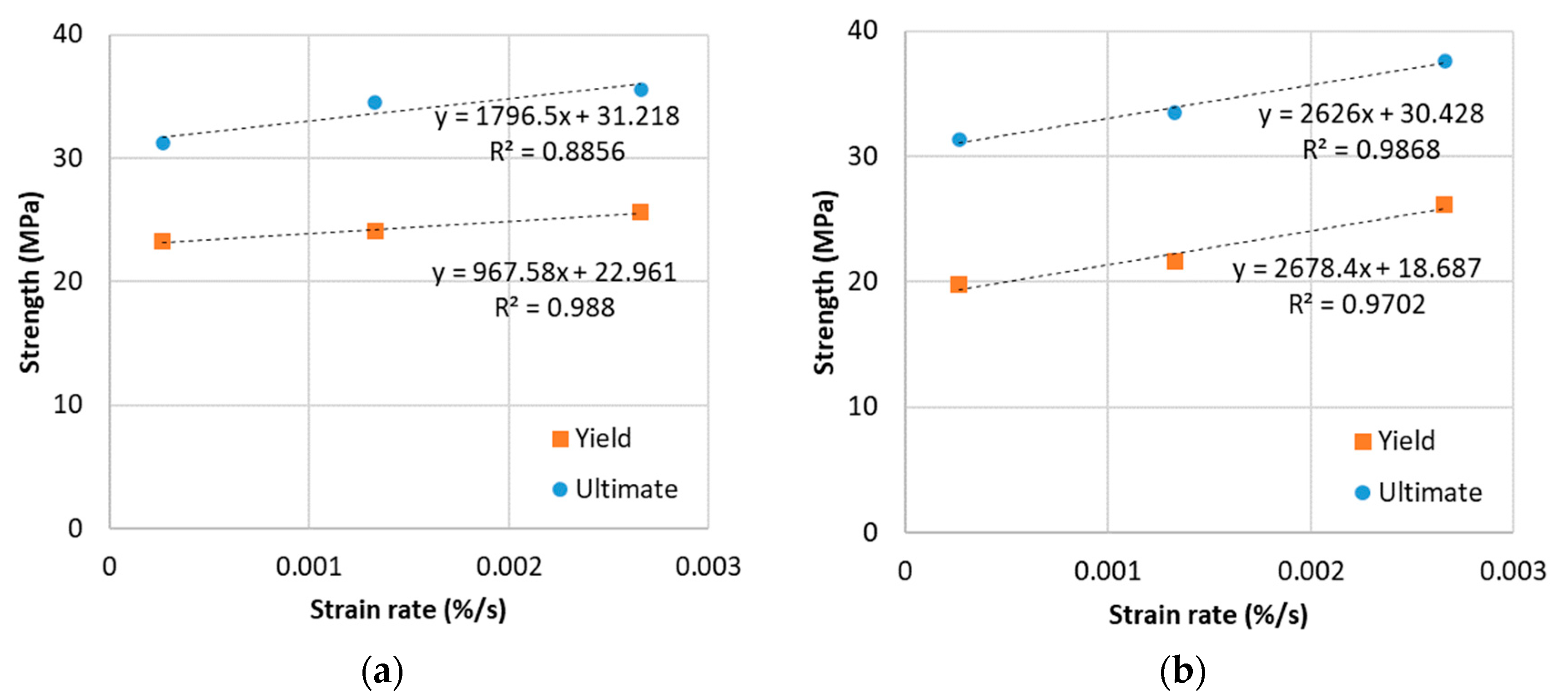
The yield and ultimate strengths evaluated from the tensile tests are available for SAC305 and SACX0807 in Table 3 and Table 4, respectively. The dependency of both quantities on the strain rate is shown in Figure 4. The strain rate was determined as the slope of the tangent created in the time history of axial strain at the ultimate strengths. As visible from the comparison of regression line parameters of both solder alloys (Figure 4a,b), the SACX0807 shows slightly higher sensitivity to the strain rate.
3.2. Creep Tests Results
3.2.1. Creep Tests on Cylindrical Specimens
3.2.2. Creep Tests on Hourglass Specimen
Calculating the deformation values is undertaken in the DIC software (Alpha software from X-Sight, s.r.o. version 2.1.52). The entire strain tensor is available to each calculation point of the DIC network. Figure 2b schematically shows the positions of the cross-sections in which the creep strain evaluation was performed (for solder SAC305, hourglass sample).
The creep curves for the SAC305 and SACX0807 alloys obtained by using DIC measurements on the hourglass specimens are shown in Figure 6a,b. The first number of the legend refers to the distance of the evaluated point from the location of the smallest cross-section, while the second number indicates the corresponding nominal stress value. The HMH index means the equivalent value calculated according to von Mises theory.
3.2.3. Creep Comparison for Different Specimen Shape
From the point of view of modelling and describing the creep behaviour, the area of secondary creep is particularly important. Secondary creep is characterised by a linear dependence of the strain on time and is described by a minimum strain rate. After finding the values of the minimum creep strain rates from Figure 5 and Figure 6, the results can be obtained in the form of Figure 7a,b in a logarithmic scale for SAC305 and SACX0807 solder, respectively.
As the stress value of the hourglass specimen decreases, there is a deviation from the results obtained on the cylindrical specimens toward higher strain rates for both solder alloys. This deviation can be explained by a multiaxial stress state, which can be presented by using the results of a numerical simulation.
4. Numerical Simulations
Based on the results of the tensile tests, it can be stated that for a numerical simulation of the correct mechanical behaviour in monotonic loading, it is necessary to select a viscoplastic material model in combination with a suitable hardening model. The Perzyna material model was chosen to capture the viscoplastic behaviour, and the Chaboche model was chosen to capture the hardening behaviour of the material. In creep tests, attention is only paid to the simulation of secondary creep. This behaviour is captured by using the Norton model. Therefore, the non-unified Perzyna–Chaboche–Norton material model was chosen for the numerical simulation of the performed tests.
An estimation of the initial values of the parameters is presented in detail for the SAC305 material. For the SACX0807 material, only the differences compared to the SAC305 material are listed in the last chapter of this section.
4.1. Constitutive Model
The Perzyna viscoplastic material model, when combined with the kinematic hardening rule, gives the rate of accumulated plastic strain (). All experiments were carried out in the tensile mode, thus the constitutive model is described for the uniaxial loading case (pure tension). The value of the accumulated plastic strain rate is calculated as follows [30]:
where is a kinematic stress (“backstress”), is the viscosity of the material, is the hardening exponent, is the initial yield strength of the material and is the value of the axial stress. It is clear from Equation (1) that the model is not dependent on temperature and if it is used, then it must be calibrated for each temperature separately.
The backstress is given by a superposition of parts (Chaboche kinematic hardening model [37]) and the analytical solution of monotonic tensile loading is expressed as follows:
where is the plastic strain and , are material parameters. If the cyclic creep of the material does not occur, the last superposition parameter is chosen; therefore, the linear term appears in Equation (2). In this study, three backstress parts are considered ().
In combination with a nonlinear kinematic hardening rule, the Perzyna model can only capture the primary creep. Therefore, it is necessary to add a suitable creep model to describe the secondary creep. The Norton model [31] appears to be suitable, and for the case of a constant test temperature, the rate of creep strain can be expressed as a power function of stress, as follows:
where and are the material parameters of the Norton model. We must identify Young’s modulus, yield strength, two parameters for Perzyna model, for Chaboche model and two parameters for the Norton model.
4.2. FE Models
The finite element model was created using Ansys Workbench 2022 R2 software. Tensile and creep tests are simulated as an axisymmetric task. In the simulation of the tensile and creep tests, quadratic FEM elements PLANE183 were used. The boundary conditions for the simulation of the tensile test on the cylindrical sample are shown in Figure 8a. A displacement in the y-axis direction is applied on the right side of the model; the values are presented in the form of a time displacement graph (see Figure 9). The creep test simulation model is shown in Figure 8b. In the given figure, the test points and their coordinates on the y-axis are highlighted. Test points are places where strain values were compared in the experiment and its simulation.
The creep test was performed under constant force on the right side of the sample model (Figure 8b). The force is increased at a speed of 1500 N/s in the FEM simulation, and the loading is applied in two steps by a table describing the time history of the force. Therefore, the maximal force of 1430 N is reached at 0.95 s, and then the force is kept constant. The creep test was simulated until the final time of 960 s, when the area of tertiary creep occurred.
4.3. Initial Values of Material Parameters for Three Material Models (SAC305)
The initial parameter values were determined separately for the Perzyna, Chaboche and Norton models. The relationships usually used for the given material models were used.
The initial values of the parameters for the Norton model were determined according to Figure 10, where the rates of the secondary part of the creep are given as a function of the nominal stress. The parameter values for the Norton model and can be determined directly by comparing Equation (3) with the power approximation function of the equation shown in Figure 10 for the hourglass specimen (it is necessary to consider the stress units used in the Ansys 2022 R2 software). Then, the initial values of the parameters for the Norton model are = 9.62728 and = 7.97016 × 10−19 s−1.
The parameters of the Perzyna model can be estimated from at least two tensile tests performed at different strain rates. The procedure is shown for two tensile diagrams at position rates of 5 mm/min and 10 mm/min performed at a temperature of 22 °C. Equation (1) is adjusted to the following form:
where is a viscoplastic stress, which is calculated from Equation (1) as follows:
where the plastic strain rate corresponds directly to the accumulated plastic strain rate . The value of viscoplastic stress is not known for the case of the tensile test with the lowest strain rate and must be estimated. We assume a value of = 3.4 MPa. The relation (5) is converted into the following form:
Equation (6) can be interpreted as the equation of a straight line , where , , and (logarithmic coordinates). For the selected value of plastic strain (the highest value common to all tensile tests is used most often), the unknown component of viscoplastic stress and the value of plastic strain rate are added. The courses of the plastic strain rate for the 2nd and 3rd tensile tests are shown in Figure 11a and Figure 11b, respectively.
The plastic strain rate is related to the plastic strain value , and the determined values for both tests are shown in Table 5. Viscoplastic stress values are also listed in the table mentioned. The yield stress value is assumed to be the same for both experiments. The last two columns in Table 5 represent the points from which the parameters of the straight line and can be determined, and therefore the parameters and of the Perzyna model. The situation is shown in Figure 12. The resulting initial values of the parameters of the Perzyna model are = 9.69242 × 10−1 and = 5.30916 × 10−3 .
4.4. Differencess for SACX0807 Material
5. Optimisation of Material Parameters
The material parameters estimated using analytical solutions cannot offer an optimal solution in the usage of DIC data (the influence of multiaxial stress presence on the curved part of the specimen was neglected). Therefore, an optimisation task is necessary, which is described in this chapter. The goal of the optimisation task is to find material parameters from more experiments simultaneously.
5.1. Objective Functions
An objective function describes the difference between the experimental data and the simulation data. Tensile tests and creep tests are described by using different datasets, so we use two different partial objective functions. When solving all experiments (tensile tests and creep tests), we use the so-called total objective function.
The tensile tests are typically described by the stress–strain curve, where strain values are the same for the experiment and simulation. Therefore, the objective function is based on the difference in stress, as follows:
where is a value of the objective function for a tensile test, are values of stress from the experiment, are values of stress from the simulation, is the current point, and is the number of points. Due to the method of measurement, the normal stress in the direction of specimen’s axis was used in all cases (-direction), which is here denoted in short as .
Creep test results are in the form of an axial strain–time curve, and the loading force is the same for the experiments and simulations. In the creep test, an hourglass specimen is used, which is evaluated at several points, see Figure 2b. Therefore, it is more appropriate to use it to describe the strain value at the selected points. Each point represents the complete data set for the creep simulation. The objective function is based on the difference of strains, as follows:
where is a value of objective function for a creep test, are values of strain from the experiment, are values of strain form the simulation, is the current point, and is the number of points. Due to the measurement method, the equivalent strain values () were used in all cases, here denoted in short as .
In Equation (8), the difference between the experimental and simulation strain values is related to the experimental data, and the resulting values are dimensionless. Therefore, the values of the partial objective functions can be added for all experiments. We assume that both types of experiments have the same effect on the result. The different number of tensile and creep tests is corrected using weights, as follows:
where is a value of the total objective function, is the number of tensile tests, is the number of creep tests, and is the creep weight.
5.2. Method of Minimalisation
OptiSLang 2022 R2 software was used for the implementation of the identification process. This software allows one to easily add simulations (change the number of experiments used for identification), evaluate results, etc. Ansys software was used for individual simulations of the experiments, and the simulation models are described in previous chapters.
The OptiSLang 2022 R2 programme was also used to minimise the values of the total objective function. The software contains a number of gradient and non-gradient optimisation methods. Two methods were used for parameter identification, the choice of which was determined by the number of parameters. For a low number of parameters (three or fewer), the so-called simplex method was used (see OptiSLang manual). For a higher number of parameters, the gradient method was used (NLPQL see OptiSLang manual).
5.3. Indentification Process
The identification is based on the so-called FEMU approach, which was briefly described in the introduction chapter. In this paper, we use a combination of three material models (Chaboche model, Perzyna model and Norton model) and two types of tests (tensile test, creep test) with several experiments. Usually, all parameters are optimised, see [38,39], or parameters are selected with regard to the sensitivity to a given set of specimens, see [40,41]). The following applies to the set of experiments and material models used:
- The parameters for the Chaboche model can be estimated from one tensile test.
- One tensile test is not enough to estimate the parameters of the Perzyna model.
- The parameters of the Perzyna model can be estimated from two tensile tests at different strain rates.
- The parameters of the Norton model can be estimated from one creep test carried out on the shape of an hourglass specimen.
- Two tensile tests at different strain rates and one creep test are the minimum for tuning all parameters for the given material models.
These considerations led to a remediation of the procedure based on the gradual addition of experiments to the identification process and the gradual tuning of all material models. The identification process took place in several steps, with the gradual addition of experiments and tuning of selected parameters:
- Optimisation for the Chaboche model (always ) and elastic parameter (Young modulus, yield stress): In total, seven parameters were tuned. Other parameters were fixed on their initial values. To estimate the parameters, the first tensile experiment of 1 mm/min was used.
- Optimisation for the Perzyna model: two parameters were tuned. All other parameters are fixed at their initial values or values from the previous step. Two tensile experiments with different position rates (1 and 5 mm/min) were used for tuning.
- Optimisation for the Chaboche model and the Perzyna model: seven parameters were tuned. All other parameters are fixed at their initial values or values from the previous step. Two tensile experiments with different strain rates (1 and 5 mm/min) were used for tuning.
- Optimisation for the Norton model: two parameters were tuned. All other parameters were fixed at their values from previous steps. One creep test for the smallest cross-section (stress 28.03 MPa) was used for tuning.
- Optimisation for the Norton model and the Perzyna model: in total, four parameters were tuned. All other parameters were fixed at their values from previous steps. The two creep tests for the two cross-sections (stress 28.03 and 27.22 MPa) were used for the tuning.
- Optimisation for all material models: in total, nine parameters were tuned. All other parameters (E, , ) were fixed at their values from the previous steps.
- Adding the last tensile test at speed 10 mm/min. Optimisation for the Chaboche model (always ) and elastic parameter (Young modulus, yield stress): in total, seven parameters were tuned. All other parameters were fixed at their values from the previous steps.
- Adding the last creep test at stress 25.05 MPa. Two parameters were tuned for the Norton model. All other parameters were fixed at their values from the previous steps.
- Optimisation for the Norton model and the Perzyna model: in total, four parameters were tuned. All other parameters were fixed at their values from the previous steps.
- Optimisation for all material models: in total, nine parameters were tuned. All other parameters (E, , ) were fixed at their values from the previous steps.
During the identification process, the weight values for individual experiments were changed so that both types of tests (tensile tests and creep tests) had the same importance.
5.4. Settings of Identification
OptiSLang 2022 R2 software was used for the identification. The software allows one to use a lot of settings, which are keys for the identification process.
The first setting is an interval of parameter values. Each parameter has a set interval in which it can move during the optimalisation procedure. This interval is always given by a variation of from the seed value of the given parameter.
The second setting is a criterium for the termination of the optimisation cycle. We use two criteria in the paper, as follows:
- Each optimalisation was run with the preset maximum number of steps. We use max. 200 steps.
- During optimisation, a convergence criterion was also used. Thus, if the value of the overall objective function did not improve significantly (decrease) during 10 cycles, the optimisation was stopped.
The typical convergence curve during the minimalisation process is shown in Figure 15. Usually, the most significant decrease was recorded during the first minimisation cycles in about 1/3, and usually there was a very gradual decrease. This course is typical of optimisation processes, so it will not be described in more detail here.
6. Results of the Calibration Process
The results are presented in two parts, separately for the material SAC305 and SACX0807. In the figures, the black line shows the results of the experiments and the grey line shows the results of the numerical simulations. The curves for the tensile tests are very close to each other, so they are presented in separate graphs for individual loading speeds. This did not occur with creep tests, so they are presented in a single graph for one material.
6.1. Results of Calibration for the SAC305 Material
The material parameters for the SAC305 material are shown in Table 6. The table shows the initial and final values of the parameters. The procedure to determine the initial parameter values was described in Section 4.3, and the procedure to identify the final parameter values was described in Section 5.3. At the end of the table, the values of the total objective function for the initial and final values of the parameters are given.
It can be seen from Table 6 that during the solution there is a significant change in the parameter values. When comparing, for example, the value of with the value in Table 3 or the value of published in [22], the initial value matches more than the final value. The smallest changes occurred in the parameters of the Norton model. The total objective function value also shows a significant improvement in the final parameters compared to the initial ones.
The prediction of tensile tests of the SAC305 alloy using FEA can be seen in Figure 16a–c. The prediction of SAC305 creep tests is shown in Figure 16d.
The largest differences in the tensile test predictions are in the first part of the curve, around 20–25 MPa, where the simulation shows a much sharper transition than the experiment. The best agreement was achieved between the FEM simulation and the experiment data for the tensile test of 5 mm/min and for the creep at the lowest stress of 25.05 MPa.
6.2. Results of Calibration for the SACX0807 Material
The material parameters for SACX0807 are shown in Table 7. The table contains the same information as for material SAC305 in the previous chapter.
From Table 7, it is possible to reach the same conclusions as in the previous chapter for SAC305. Thus, the proposed procedure gives significantly better results than when only analytical estimation is used.
The prediction of tensile tests of the SACX0807 alloy using FEA can be seen in Figure 17a–c. The prediction of the SACX0807 creep tests is shown in Figure 17d.
The best agreement between the FEM simulation and the experiment data was achieved again for the tensile test of 5 mm/min. In the creep tests, the curves almost coincide from the time of 200 s.
7. Discussion
In this work, an acceleration test with an hourglass specimen and DIC measurement is presented to calibrate the material model. The material model consists of three parts: Chaboche model, Perzyna model, and the Norton model. Each of the three parts captures a different component of the material behaviour, and the parameters of these models can be determined separately based on analytical relationships and selected experiments. This methodology is presented in Section 4.3, and the parameters found are used as an initial for further calibration. In practice, such a material model is then used for FEM simulations in various commercial software. In the case of FE models, the so-called FEMU approach is then used for identification, which was used in this article to “tune” the parameter values and is briefly described in Section 5. The solution results, see Section 6, show that the second calibration using the FEMU approach significantly improves the quality of the solution, which is expressed by the value of the objective function (or graphs). Several problem areas were also identified during the solution. These were not analysed in more detail in the article, as the goal was to test the basic procedure.
Hourglass samples seem to generate slightly different results compared to classic samples; the problem is shown in Section 3.2.3. Different stress states (multi-axial stress states in the hourglass sample) or slightly different manufacturing technologies can be a problem here. However, similar problems can also arise in practice.
The FEMU approach does not capture the standard physical meaning of the parameters (for example, Young’s modulus , the value of the yield strength ) but rather the overall effect of the parameter on the given curve and approaches the material model as a black box. When using the FEMU approach, the value corresponding to the physical meaning of the parameter may deviate from this interpretation. The problem is shown in Section 6. We can remove such parameters from FEMU identification or significantly strengthen the influence of the parameter on the resulting objective function value. However, both steps can lead to a decrease in the quality of the resulting estimate.
Another problem is determining the weights of individual experiments when calculating the value of the total objective function. Tensile tests and creep tests were used for identification. In creep tests, a large part of the error value is related to only two parameters in the Norton model. The parameter values of the Perzyna model will affect the beginning of the curve in creep tests (primary creep) and also the tensile curve at different speeds. For the Chaboche model, there will be a predominant influence in tensile tests. In this paper, creep and tensile tests were given equal weight. Through a visual comparison of the results, see Figure 16 and Figure 17, we came to the opinion that the creep tests show a better agreement with the experiment. There is a question as to whether the number of parameters tied to it should not be taken into account when designing weights for individual experiments.
With repetitive FEM calculations, the question arises how to reduce the required computation time? The total computational time required to tune the material model used has not been accurately measured but is estimated to take seven days. When the number of elements is reduced, significant time savings can be achieved, but the accuracy may be affected. This effect has been investigated and can be expressed using Figure 18.
From Figure 18a, it can be concluded that the size of the element does not have a significant effect on the precision of the tensile test results. All three curves overlap. From Figure 18b, it can be seen that the effect of the size of the element on the accuracy of the prediction of the creep test is very small. Thus, in both cases, an element size of about 3 mm was used to minimise computational time. In Figure 18b, the influence of time step size is investigated for 3 mm element size (1 s versus 5 s), with the conclusion that it is negligible too.
The behaviour of the tested materials is significantly affected by temperatures. The Perzyna material model was designed for one temperature and was therefore also used in this paper. Modification of Perzyna model is possible in several ways. For example, in [42], a modification was tested that additionally adds a parameter as a function of temperature for the Anand model.
It is not possible to directly compare the obtained material model parameters with other sources as they are not yet widely available in the literature (SACX0807). In addition, the parameters depend on the temperature and the way the mechanical tests are performed. The literature [27,43], which is more similar to the problem presented here, can be recommended.
The inclusion of additional experiments for parameter calibration or validation of their resulting design was also considered. For the selected material model, for example, this involved the problem of ratcheting. For three material models and two types of experiments, the identification procedure consisted of 10 optimisation steps (see Section 5.3). That is why we decided to test the basic procedure and not test temperatures or more complex states (ratcheting).
8. Conclusions
As shown in this article, the tensile properties of the SAC305 and SACX0807 solders at room temperature are comparable (with strain rates studied). A similar conclusion can also be stated for the uniaxial creep behaviour. In the accelerated creep test, the strain contours were measured using the digital image correlation (DIC) method. Due to the hourglass-type specimen, the DIC captures creep strains on particular cross-sections of the specimen (having different acting nominal stress), bringing more creep curves from a single creep test. Subsequently, these creep curves are used to calibrate a viscoplastic model. Thus, the acceleration of the creep test is in obtaining more strain data from a single test. The procedure is described in detail and can help researchers with its application to other engineering materials.
The viscoplastic model used in this study for both solder alloys consists of three parts: the Chaboche model, the Perzyna model and the Norton model. The parameters obtained via optimisation in OptiSLang significantly improved the accuracy of the predictions compared to the traditional analytical approach (almost five times less objective function value). The advantage is mainly in the possibility of multiaxial stress state consideration and the usage of more experiments in the optimisation procedure simultaneously.
The influence of temperature on the mechanical properties of both solder alloys is under investigation. The capabilities of the material model to describe the temperature effect will be presented in a future study. The accelerated technique with DIC can be applied to the case of elevated temperature analogously. Especially for SAC alloys, where the investigated temperatures are below 130 °C, standard sprays can be used to create a pattern.
Author Contributions
Conceptualisation, R.H., P.D. and Z.P.; writing—original draft preparation, Z.P., R.H., J.R. and B.G.; methodology, R.H., P.D. and Z.P.; data curation, Z.P., R.H., B.G. and P.D.; investigation, Z.P., R.H., B.G. and P.D.; formal analysis, J.R. and R.H.; software, Z.P.; writing—review and editing, Z.P., R.H., J.R. and P.D.; visualisation, Z.P.; supervision, R.H. and P.D.; project administration, R.H.; resources, R.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Education, Youth and Sports of Czech Republic, grant number SP2023/027 and by The Technology Agency of the Czech Republic in the frame of the project TN01000024 National Competence Center-Cybernetics and Artificial Intelligence.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Acknowledgments
The authors are thankful for the support of Vitesco Technologies Czech Republic s.r.o. company.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Posch, M. Lead-Free Solder Alloys: Their Properties and Best Types for Daily Use. Hackaday. 2021. Available online: https://hackaday.com/2020/01/28/lead-free-solder-alloys-their-properties-and-best-types-for-daily-use/ (accessed on 9 January 2024).
- Ma, H.; Suhling, J.C. A review of mechanical properties of lead-free solders for electronic packaging. J. Mater. Sci. 2009, 44, 1141–1158. [Google Scholar] [CrossRef]
- ALPHA® VACULOY® SAC 300,305,350,380,387,400,405. High Silver Alloy for Wave and Selective Soldering, Technical Bulletin, Issue: 05 August 2022. Available online: https://www.macdermidalpha.com/assembly-solutions/products/soldering-alloys/alpha-vaculoy-sac305-387-405-solid-solder (accessed on 9 January 2024).
- Sweatman, K. SMT, Print Circuit Boards, PCB Assembly. Electron. Manuf. News 2020, 20, 15. Available online: https://smt-pcb-electronics-manufacturing-news.globalsmt.net/books/lzlf/#p=15 (accessed on 9 January 2024).
- Sasaki, K.; Ohguchi, K. Uniaxial ratchetting behavior of solder alloys and its simulation by an elasto-plastic-creep constitutive model. J. Electron. Mater. 2011, 40, 2403–2414. [Google Scholar] [CrossRef]
- Sundelin, J.; Nurmi, S.; Lepistö, T.; Ristolainen, E. Mechanical and microstructural properties of SnAgCu solder joints. Mater. Sci. Eng. A 2006, 420, 55–62. [Google Scholar] [CrossRef]
- Antoš, D.; Halama, R.; Bartecký, M. Measurement of mechanical properties of lead free solder. In Proceedings of the Experimental Stress Analysis 2018—56th International Scientific Conference, EAN 2018, Harrachov, Czech Republic, 5–7 June 2018. [Google Scholar]
- ALPHA® SACX® PLUS 0807/SACX PLUS 0800. Lead Free Solder Alloy, Technical Bulletin, Issue: 13 March 2020. Available online: https://www.macdermidalpha.com/assembly-solutions/products/soldering-alloys/alpha-sacx-plus-0807 (accessed on 9 January 2024).
- Gyenes, A.; Benke, M.; Teglas, N.; Nagy, E.; Gacsi, Z. Investigation of multicomponent lead-free solders. Arch. Metall. Mater. 2017, 62, 1071–1074. [Google Scholar] [CrossRef]
- Li, F.; Verdingovas, V.; Dirscherl, K.; Harsányi, G.; Medgyes, B.; Ambat, R. Influence of Ni, Bi, and Sb additives on the microstructure and the corrosion behavior of Sn–Ag–Cu solder alloys. J. Mater. Sci. Mater. Electron. 2020, 31, 15308–15321. [Google Scholar] [CrossRef]
- Gharaibeh, A.; Felhősi, I.; Keresztes, Z.; Harsányi, G.; Illés, B.; Medgyes, B. Electrochemical Corrosion of SAC Alloys: A Review. Metals 2020, 10, 1276. [Google Scholar] [CrossRef]
- Liu, S.; McDonald, S.; Sweatman, K.; Nogita, K. The effects of precipitation strengthening and solid solution strengthening on strain rate sensitivity of lead-free solders: Review. Microelectron. Reliab. 2018, 84, 170–180. [Google Scholar] [CrossRef]
- Paradee, G.; Bailey, E.; Christou, A. Stress relaxation behavior and low cycle fatigue behavior of bulk SAC 305. J. Mater. Sci. Mater. Electron. 2014, 25, 4122–4128. [Google Scholar] [CrossRef]
- Ohguchi, K.; Sasaki, K. Constitutive modeling for SAC lead-free solder based on cyclic loading tests using stepped ramp waves. Procedia Eng. 2011, 10, 1139–1144. [Google Scholar] [CrossRef]
- Ohguchi, K.; Sasaki, K.; Ykuze, Y.; Fukuchi, K. Fatigue life estimation of SAC solder based on inelastic strain analysis using stepped ramp wave loading. Mech. Eng. J. 2019, 6, 19-00137. [Google Scholar] [CrossRef]
- Mustafa, M.; Roberts, J.C.; Suhling, J.C.; Lall, P. The effects of aging on the fatigue life of lead free solders. In Proceedings of the IEEE 64th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 27–30 May 2014. [Google Scholar]
- Halama, R.; Gál, P.; Paška, Z.; Sedlák, J. A new accelerated technique for validation of cyclic plasticity models. In Proceedings of the MMS 2017—22nd Conference on Machine Modeling and Simulation 2017, Sklené Teplice, Slovakia, 5–8 September 2017. [Google Scholar]
- Halama, R.; Paška, Z.; Natarajan, A.V.; Hajnyš, J. A technique for estimation of cyclic stress-strain curves using an optical strain measurement and its application to additively manufactured AlSi10Mg. Struct. Integr. Procedia 2023, in press. [Google Scholar]
- Halama, R.; Nicholas, J.; Govindaraj, B.; Pagáč, M. Viscoplastic Behaviour of Nylon Reinforced by Short Carbon Fibres under Room Temperature. In Proceedings of the 60th Experimental Stress Analysis Conference, Prague, Czech Republic, 7–9 June 2022. [Google Scholar]
- Govindaraj, B. Digital Image Correlation and Its Application for Accelerated Testing of Specimens Manufactured by 3D Printing; Department of Applied Mechanics, Faculty of Mechanical Engineering, VSB—Technical University of Ostrava: Ostrava, Czech Republic, 2020; 68p. [Google Scholar]
- Halama, R.; Kourousis, K.; Pagáč, M.; Paška, Z. Cyclic plasticity of additively manufactured metals. In Cyclic Plasticity of Metals, 1st ed.; Motlagh, H.J., Roostaei, A.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 399–433. [Google Scholar]
- Lall, P.; Zhang, D.; Shantaram, S.; Rajagopalan, S.; Chen, X. Material behavior of SAC305 under high strain rate at high temperature. In Proceedings of the Fourteenth Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 27–30 May 2014; pp. 1261–1269. [Google Scholar]
- Brown, S.F.; Kim, K.H.; Anand, L. An internal variable constitutive model for hot working of metals. Int. J. Plast. 1989, 5, 95–130. [Google Scholar] [CrossRef]
- Motalab, M.; Cai, Z.; Suhling, J.C.; Lall, P. Determination of Anand constants for SAC solders using stress-strain or creep data. In Proceedings of the 13th InterSociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems, San Diego, CA, USA, 30 May–1 June 2012; pp. 910–922. [Google Scholar]
- Herkommer, D.; Punch, J.; Reid, M. Constitutive modeling of joint-scale SAC305 solder shear samples. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 3, 275–281. [Google Scholar] [CrossRef]
- Grama, S.N.; Thiruselvam, N.I.; Subramanian, S.J. Non-Uniqueness in Anand Model Parameters Estimated for SnCu Solder Using Digital Image Correlation and Virtual Fields Method. SSRN Electron. J. 2022, 171. [Google Scholar] [CrossRef]
- Chen, G.; Zhao, X.; Wu, H. A critical review of constitutive models for solders in electronic packaging. Adv. Mech. Eng. 2017, 9, 1–21. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, Z.S.; Mei, Y.H.; Li, X.; Yu, D.-J.; Wang, L.; Chen, X. Applying viscoplastic constitutive models to predict ratcheting behavior of sintered nanosilver lap-shear joint. Mech. Mater. 2014, 72, 61–71. [Google Scholar] [CrossRef]
- Chaboche, J.L. Time-independent constitutive theories for cyclic plasticity. Int. J. Plast. 1986, 2, 149–188. [Google Scholar] [CrossRef]
- Perzyna, P. Fundamental problems in viscoplasticity. Adv. Appl. Mech. 1966, 9, 243–377. [Google Scholar]
- Norton, F.H. The Creep of Steel at High Temperatures; McGraw-Hill Book Company: New York, NY, USA, 1929. [Google Scholar]
- Kobayashi, M.; Mukai, M.; Takahashi, H.; Ohno, N.; Kawakami, T.; Ishikawa, T. Implicit integration and consistent tangent modulus of a time-dependent non-unified constitutive model. Int. J. Numer. Methods Eng. 2003, 58, 1523–1543. [Google Scholar] [CrossRef]
- Akamatsu, M.; Nakane, K.; Ohno, N. Implicit Integration by Linearization for High-Temperature Inelastic Constitutive Models. J. Solid Mech. Mater. Eng. 2008, 2, 967–980. [Google Scholar] [CrossRef]
- Yang, M.; Feng, M. Finite element implementation of non-unified visco-plasticity model considering static recovery. Mech. Time-Depend. Mater. 2019, 24, 59–72. [Google Scholar] [CrossRef]
- Kuczynska, M.; Schafet, N.; Becker, U.; Metasch, R.; Roellig, M.; Kabakchiev, A.; Weih, S. Validation of different SAC305 material models calibrated on isothermal tests using in-situ TMF measurement of thermally induced shear load. In Proceedings of the 18th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems, Dresden, Germany, 3–5 April 2017; pp. 1–18. [Google Scholar] [CrossRef]
- Chen, G.; Wang, Y.Y.; Li, P.; Cui, Y.; Shi, S.W.; Yang, J.; Xu, W.L.; Lin, Q. Constitutive and damage model for the whole-life uniaxial ratcheting behavior of SAC305. Mech. Mater. 2022, 171, 104333. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.-L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Markiewicz, É.; Langrand, B.; Notta-Cuvier, D. A review of characterisation and parameters identification of materials constitutive and damage models: From normalised direct approach to most advanced inverse problem resolution. Int. J. Impact Eng. 2017, 110, 371–381. [Google Scholar] [CrossRef]
- Andrade-Campos, A.; Thuillier, S.; Philippe, P.; Teixeira-Dias, F. On the determination of material parameters for internal variable thermoelastic–viscoplastic constitutive models. Int. J. Plast. 2007, 23, 1349–1379. [Google Scholar] [CrossRef]
- Rojíček, J.; Čermák, M.; Halama, R.; Paška, Z.; Vaško, M. Material model identification from set of experiments and validation by DIC. Math. Comput. Simul. 2021, 189, 339–367. [Google Scholar] [CrossRef]
- Fusek, M.; Paška, Z.; Rojíček, J.; Fojtík, F. Parameters Identification of the Anand Material Model for 3D Printed Structures. Materials 2021, 14, 587. [Google Scholar] [CrossRef]
- Chen, X.; Chen, G.; Sakane, M. Modified Anand constitutive model for lead-free solder Sn-3.5 Ag. In Proceedings of the Ninth Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (IEEE Cat. No. 04CH37543), Las Vegas, NV, USA, 1–4 June 2004; pp. 447–452. [Google Scholar]
- Yuan, C.; Su, Q.; Chiang, K.-N. Coefficient Extraction of SAC305 Solder Constitutive Equations Using Equation-Informed Neural Networks. Materials 2023, 16, 4922. [Google Scholar] [CrossRef]
Figure 1.
A scheme of the geometry of the tensile test specimen.

Figure 2.
(a) geometry of the hourglass test specimen, (b) methodology for marking the position of cross-sections on hourglass samples.
Figure 2.
(a) geometry of the hourglass test specimen, (b) methodology for marking the position of cross-sections on hourglass samples.

Figure 3.
(a) the specimen placed in the thermal furnace is imaged using 2 cameras, (b) the DIC method can be used to determine the creep curve at different nominal stress levels (c).
Figure 3.
(a) the specimen placed in the thermal furnace is imaged using 2 cameras, (b) the DIC method can be used to determine the creep curve at different nominal stress levels (c).

Figure 4.
Influence of strain rate on yield and ultimate strength: (a) SAC305; (b) SACX0807.

Figure 5.
Creep curves for SACX0807 and SAC305 cylindrical solder samples at 22 °C.

Figure 6.
Creep test of alloy (a) SAC305 and (b) SACX0807, hourglass specimen, temperature 22 °C, axial force 1430 N.
Figure 6.
Creep test of alloy (a) SAC305 and (b) SACX0807, hourglass specimen, temperature 22 °C, axial force 1430 N.

Figure 7.
Room temperature creep strain rates for SAC305 (a) and SACX0807 (b) solder, logarithmic scale (comparison of different samples for few selected points).
Figure 7.
Room temperature creep strain rates for SAC305 (a) and SACX0807 (b) solder, logarithmic scale (comparison of different samples for few selected points).

Figure 8.
Boundary conditions and loading method for cylindrical specimen in tensile test simulation (a) and hourglass specimen in creep test (b).
Figure 8.
Boundary conditions and loading method for cylindrical specimen in tensile test simulation (a) and hourglass specimen in creep test (b).

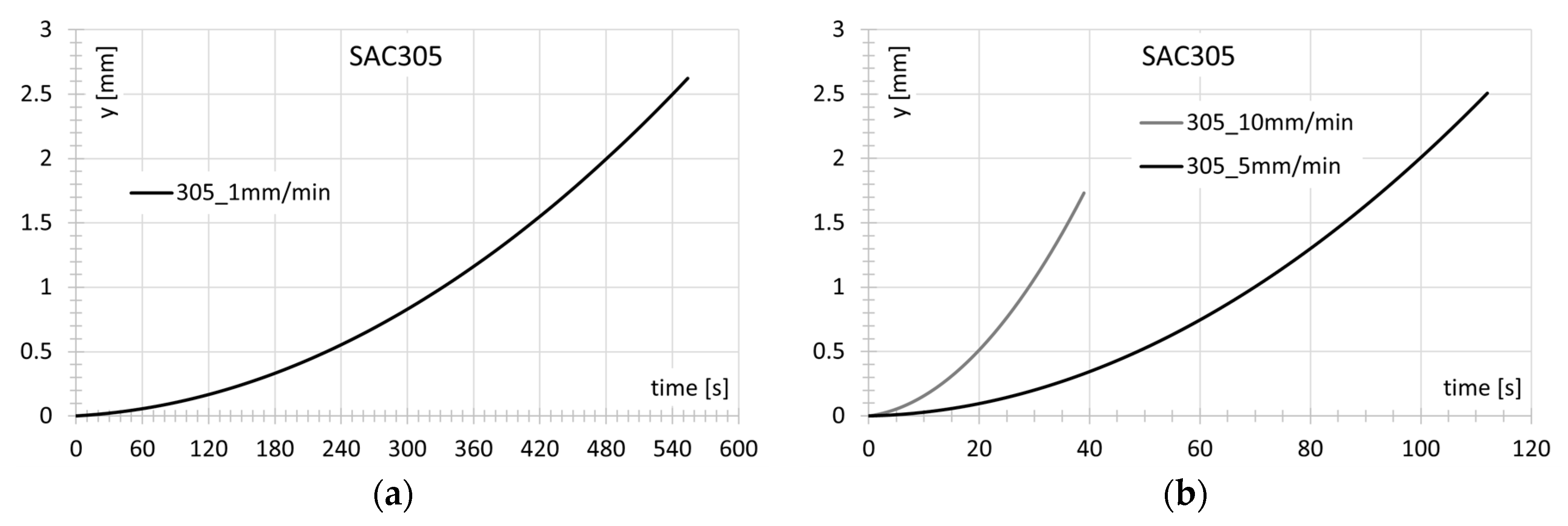
Figure 9.
Displacement boundary condition for (a) tensile test at rate 1 mm/min and (b) tensile tests at rate 5 and 10 mm/min (SAC305 solder alloy).
Figure 9.
Displacement boundary condition for (a) tensile test at rate 1 mm/min and (b) tensile tests at rate 5 and 10 mm/min (SAC305 solder alloy).

Figure 10.
Determination of initial parameters of the Norton model.

Figure 11.
The courses of the plastic strain rate for Perzyna initial parameter determination (a) for the tensile test at rate of 5 mm/min and (b) 10 mm/min.
Figure 11.
The courses of the plastic strain rate for Perzyna initial parameter determination (a) for the tensile test at rate of 5 mm/min and (b) 10 mm/min.

Figure 12.
The coefficients of the straight-line equation were used to determine the parameters of the Perzyna model.
Figure 12.
The coefficients of the straight-line equation were used to determine the parameters of the Perzyna model.

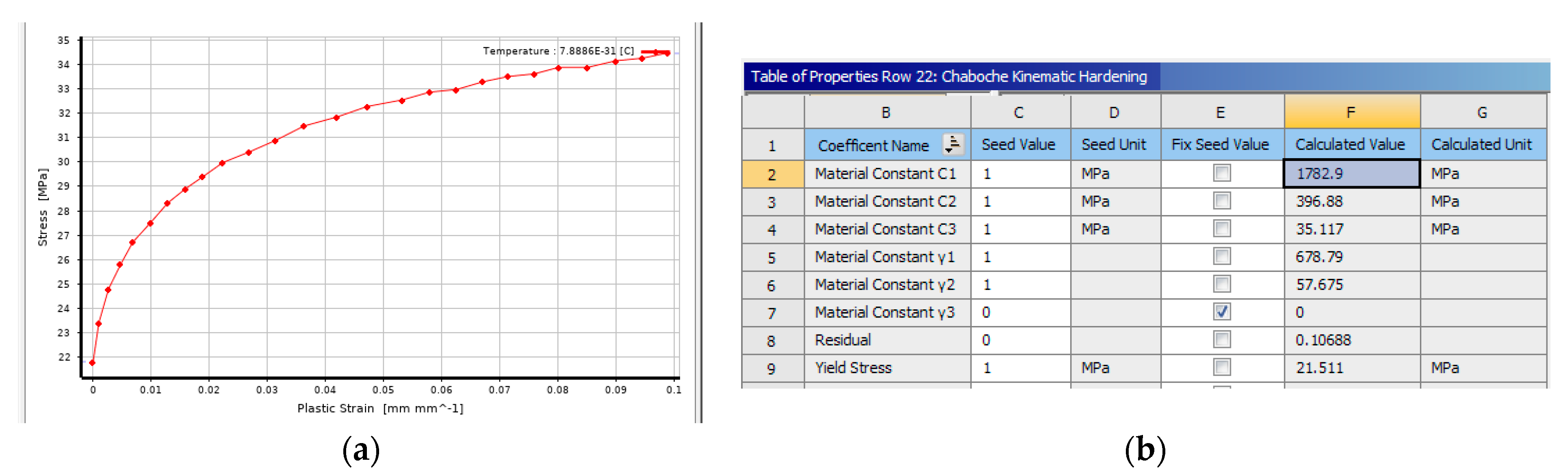
Figure 13.
Initial parameters identification of Chaboche model directly in Ansys Workbench software: (a) experimental data as input; (b) resulting parameters as output.
Figure 13.
Initial parameters identification of Chaboche model directly in Ansys Workbench software: (a) experimental data as input; (b) resulting parameters as output.

Figure 14.
Displacement boundary condition for (a) tensile test at rate 1 mm/min and (b) tensile tests at rate 5 and 10 mm/min (SACX0807 solder alloy).
Figure 14.
Displacement boundary condition for (a) tensile test at rate 1 mm/min and (b) tensile tests at rate 5 and 10 mm/min (SACX0807 solder alloy).

Figure 15.
Typical convergence for objective function.

Figure 16.
Tensile tests and their FEM predictions for alloy SAC305: (a) 1 mm/min; (b) 5 mm/min; (c) 10 mm/min; (d) creep tests and their FEM predictions.
Figure 16.
Tensile tests and their FEM predictions for alloy SAC305: (a) 1 mm/min; (b) 5 mm/min; (c) 10 mm/min; (d) creep tests and their FEM predictions.

Figure 17.
Tensile tests and their FEM predictions for alloy SACX0807: (a) 1 mm/min; (b) 5 mm/min; (c) 10 mm/min; (d) creep tests and their FEM predictions.
Figure 17.
Tensile tests and their FEM predictions for alloy SACX0807: (a) 1 mm/min; (b) 5 mm/min; (c) 10 mm/min; (d) creep tests and their FEM predictions.

Figure 18.
Effect of element size on the prediction of tensile test (a) and creep test (b).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of SAC305 and SACX0807 (chosen elements).
| Solder Alloy | Ag [%] | Cu [%] | Pb [%] | Sb [%] | Bi [%] |
|---|---|---|---|---|---|
| SAC305 [3] | 3 | 0.5 | 0.07 max. | 0.1 max. | 0.1 max. |
| SACX0807 [8] | 1.0 | 1.0 | 0.1 | 0.2 | 0.2 |
Table 2.
Time to rupture in the creep tests performed on SAC305 and SACX0807.
| Test Number | Tr [h] | s [MPa] |
|---|---|---|
| C1—SAC305 | 31.6 | 20 (second block) |
| C2—SAC305 | 2.55 | 25 |
| C1—SACX0807 | 77.8 | 20 (second block) |
| C2—SACX0807 | 2.51 | 25 |
Table 3.
Tensile properties of SAC305.
| Position Rate [mm/min] | Rp0.2 [MPa] | UTS [MPa] |
|---|---|---|
| 1 | 23.3 | 31.2 |
| 5 | 24.1 | 34.5 |
| 10 | 25.6 | 35.6 |
Table 4.
Tensile properties of SACX0807.
| Position Rate [mm/min] | Rp0.2 [MPa] | UTS [MPa] |
|---|---|---|
| 1 | 19.8 | 31.4 |
| 5 | 21.6 | 33.5 |
| 10 | 26.1 | 37.6 |
Table 5.
Values used in the calibration of Perzyna model.
| 305_22 °C_5 mm/min | 19.71 | 1.2025 × 10−3 | 3.4 | −2.9199 | −6.2509 × 10−1 |
| 305_22 °C_10 mm/min | 19.71 | 2.6792 × 10−3 | 7.39 | −2.5719 | −2.8788 × 10−1 |
Table 6.
Parameter values for the Chaboche–Perzyna–Norton model of SAC305 alloy, T = 22 °C.
| Mat. Model | Parameter | Initial | Final |
|---|---|---|---|
| elastic isotropic | 42,045.29 | 75,945.1 | |
| 21.51 | 10.4411 | ||
| Chaboche | 1782.9 | 3148.46 | |
| 396.88 | 56.4921 | ||
| 35.117 | 16.1326 | ||
| 678.79 | 251.575 | ||
| 57.675 | 121.283 | ||
| 0 | 0 | ||
| Perzyna | 0.969242 | 0.50316 | |
| 5.30916 × 10−3 | 9.84942 × 10−4 | ||
| Norton (for [MPa]) | 7.97016 × 10−19 | 4.02 × 10−19 | |
| 9.62728 | 6.8239 | ||
| total objective function | 1226.4 | 61.2 |
Table 7.
Parameter values for the Chaboche–Perzyna–Norton model of the SAC0807 alloy, T = 22 °C.
| Mat. Model | Parameter | Initial | Final |
|---|---|---|---|
| elastic isotropic | 23,817 | 41,127.7 | |
| 13.43 | 10.873 | ||
| Chaboche | 6165.4 | 16,210.5 | |
| 594.44 | 20.0247 | ||
| 43.033 | 288.226 | ||
| 924.01 | 1344.29 | ||
| 57.265 | 250.142 | ||
| 0 | 0 | ||
| Perzyna | 0.969242 | 0.677308 | |
| 5.30916 × 10−3 | 7.14427 × 10−3 | ||
| Norton (for [MPa]) | 1.12583 × 10−19 | 7.01215 × 10−20 | |
| 10.13748 | 10.3626 | ||
| total objective function | 230.1 | 50.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Paska, Z.; Halama, R.; Dymacek, P.; Govindaraj, B.; Rojicek, J. Comparison of Tensile and Creep Properties of SAC305 and SACX0807 at Room Temperature with DIC Application. Appl. Sci. 2024, 14, 604. https://doi.org/10.3390/app14020604
AMA Style
Paska Z, Halama R, Dymacek P, Govindaraj B, Rojicek J. Comparison of Tensile and Creep Properties of SAC305 and SACX0807 at Room Temperature with DIC Application. Applied Sciences. 2024; 14(2):604. https://doi.org/10.3390/app14020604
Chicago/Turabian StylePaska, Zbynek, Radim Halama, Petr Dymacek, Bhuvanesh Govindaraj, and Jaroslav Rojicek. 2024. "Comparison of Tensile and Creep Properties of SAC305 and SACX0807 at Room Temperature with DIC Application" Applied Sciences 14, no. 2: 604. https://doi.org/10.3390/app14020604
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.