1. Introduction
Regardless of low weight, high specific strength and other positive features of magnesium alloys, high reactivity and consequent low corrosion resistance are the main factors that have to be reduced to extend the usage of Mg alloys in automotive, aircraft and marine industries [
1,
2,
3,
4]. The relatively high corrosion rate of Mg alloys is attributed to the presence of inclusions in microstructure leading to the promotion of galvanic coupling and enhanced corrosion of matrix or grain boundaries. From this point of view, the harmful elements in Mg alloys are mainly iron, cobalt and nickel, and therefore, it is important to avoid their presence or at least minimize their volume by carefully controlled casting and alloying process during the fabrication [
5,
6,
7]. Another reason for the poor corrosion performance of Mg is given by the low standard potential of pure Mg with a value of −2.36 V vs. SHE (standard hydrogen electrode) and by the presence of naturally formed surface film based on MgO or Mg(OH)
2 depending on the nature of the environment. This quasi-passive film is only stable in highly alkaline environments (pH ≥ 11), and therefore, it is problematic to find a practical application for pure magnesium [
8,
9,
10]. These drawbacks also include low mechanical properties, and these could be improved via alloying with selected elements such as Al, Mn, Si, Zr, rare earth elements or lithium [
11,
12,
13,
14]. The alloys from the AZ system (Mg-Al-Zn) are amongst the most popular magnesium alloys in the industry with favorable casting response and relatively acceptable corrosion resistance. However, even modified Mg alloys do not meet the corrosion resistance of aluminum alloys or steels [
15,
16,
17,
18,
19].
To this date, several techniques such as cathodic protection, plating and coatings have been employed in order to augment the corrosion resistance of Mg and its alloys [
20,
21]. According to contemporary papers, it appears that the most efficient way to have widespread applications of Mg alloys in the industry and other sectors is to improve their surface characteristics by adding surface layers or coatings [
22,
23,
24,
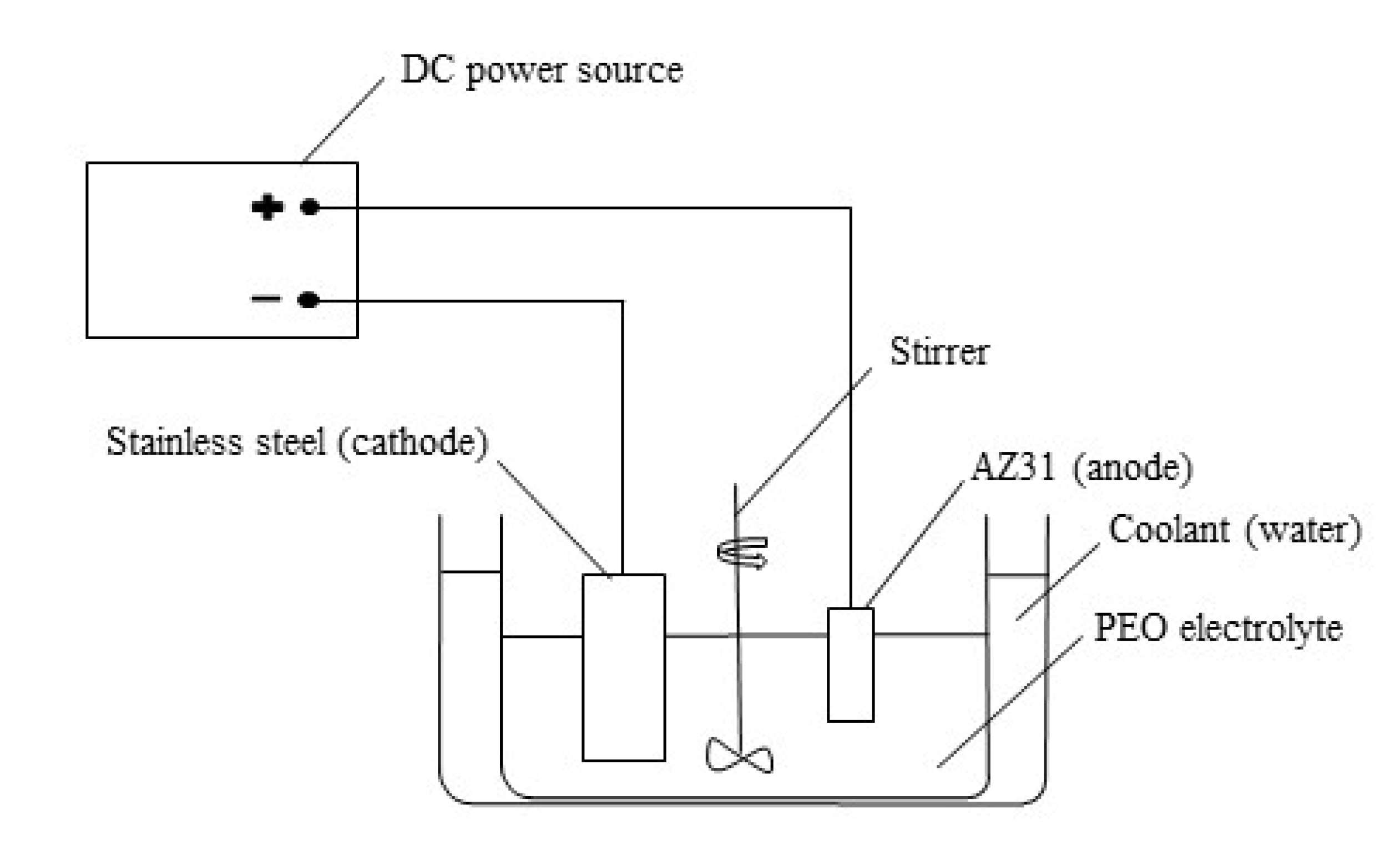
25]. One developing technique for coating fabrication is plasma electrolytic oxidation (PEO). PEO is an advanced technique for the preparation of ceramic-like coatings on the surface of light alloys like aluminum, magnesium, and titanium-based alloys. It is reported that this type of coating, if well prepared, could significantly enhance the corrosion resistance of magnesium alloys and increase their mechanical properties as well. An important advantage of PEO could be found in its versatility since they can be fabricated using a wide range of environmentally friendly electrolytes based on phosphates, silicates, aluminum amongst others. Preparation of such coatings is rather complicated with regard to obtained properties since there are plenty of variables associated with the PEO process, such as applied current or voltage, time of preparation, the optimal chemical composition of electrolyte and in the case of unipolar pulsed or AC signal also frequency, the shape of the signal, duty cycle, etc. [
26,
27,
28,
29,
30,
31]. Probably the most negative feature of PEO coatings, despite many efforts, is still their porosity and consequently their limited corrosion stability. It has been reported by many authors that processing parameters have a major impact on the corrosion resistance of PEO coatings, and therefore, it is necessary to control them thoroughly to obtain high quality coatings with as low porosity as possible to prolong the lifetime of corrosion protection provided to Mg alloys [
32,
33].
Several studies can be found that deal with the optimization of selected parameters of preparation. Rama Krishna et al. have examined the effect of the chemical composition of the electrolyte using a constant current density of 0.2 A/cm
2 and changing concentrations of KOH, Na
2SiO
3 and NaAlO
2. They have concluded that increasing the amount of Mg
2SiO
4 within the coating has led to decreased porosity; however, aluminum involved in MgAl
2O
4 has not significantly affected porosity, which has remained relatively low for all studied Al concentrations. All of the tested combinations have reduced the corrosion rate of Mg with 4 g/L of NaAlO
2 and 6 g/L Na
2SiO
3 having the lowest corrosion current density. Moreover, authors have mentioned the negative effect of KOH on the porosity of PEO coatings [
34]. On the other hand, Ma et al. have studied the effect of preparation time, current density, KOH and NaAlO
2 contents, each variable in three different levels, to find the most suitable combination for an AM50 Mg alloy in terms of corrosion resistance by measuring potentiodynamic curves in 3.5% NaCl. They have observed that although each one of the parameters somehow influence corrosion stability, the concentration of KOH has appeared to play the most important role for corrosion resistance. The fully optimized coating has shown more than 10 times lower value of corrosion current density [
35]. In addition, Mori et al. have prepared PEO coatings in mixed electrolytes contained different amounts of Na
3PO
4 and Na
2SiO
3·9H
2O with the addition of NaOH to maintain sodium concentration using pulsed power supply. The SEM (scanning electron microscopy) observations and potentiodynamic measurements have revealed that an increase in the phosphorus content of the process electrolyte promoted the creation of larger pores and defects, leading to an increased corrosion current density. From this point of view, the most flourishing combination has been obtained using a P:Si ratio of 20:80 [
36]. In contradiction with these statements, Li et al. have showed a positive effect of adding phosphorus in the process electrolyte. In their study, the PEO coating formed in a silicate-based electrolyte with and without addition of phosphate has been prepared on the surface of Mg-8.5Li alloy. EIS measurements performed in 3.5% NaCl up to 300 h have shown the beneficial effect of phosphate on corrosion stability of the coating due to the formation of crystalline Mg
3(PO
4)
2∙22H
2O, which acted as a sealant of microdefects within the coating area [
37].
It can be seen that a number of processing parameters can be optimized in order to obtain an almost perfect PEO coating with low porosity and extended corrosion stability. However, there is a lack of summarizing papers dealing with combined optimization of applied DC current and the phosphate concentration content in the electrolyte. This is done because both parameters have a critical impact on the PEO coating quality. To this effect, the aim of this paper is to describe and develop a concept of optimized PEO coating on the surface of AZ31 magnesium alloy by examining the combined effect of various Na3PO4·12H2O content and various applied constant current densities. Both parameters have been studied in four different levels to reach the highest possible corrosion resistance using mid-term exposures in an aggressive chloride containing environment.
4. Discussion
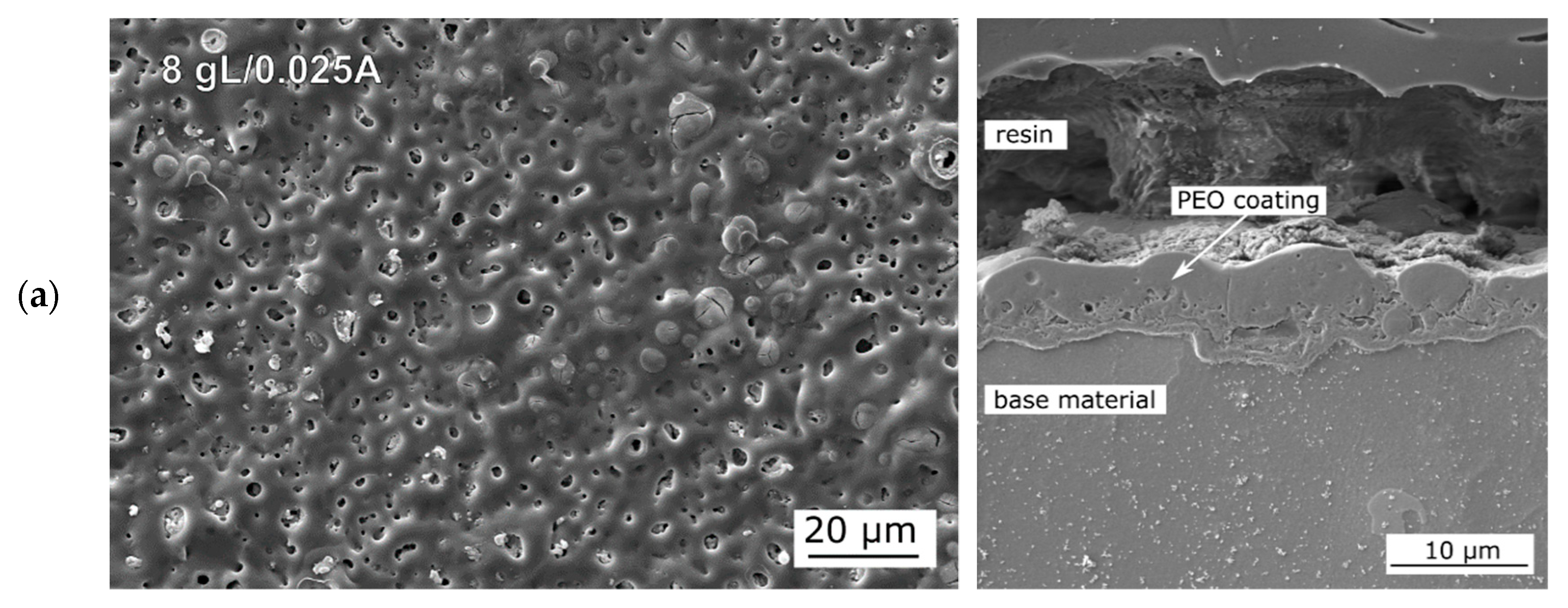
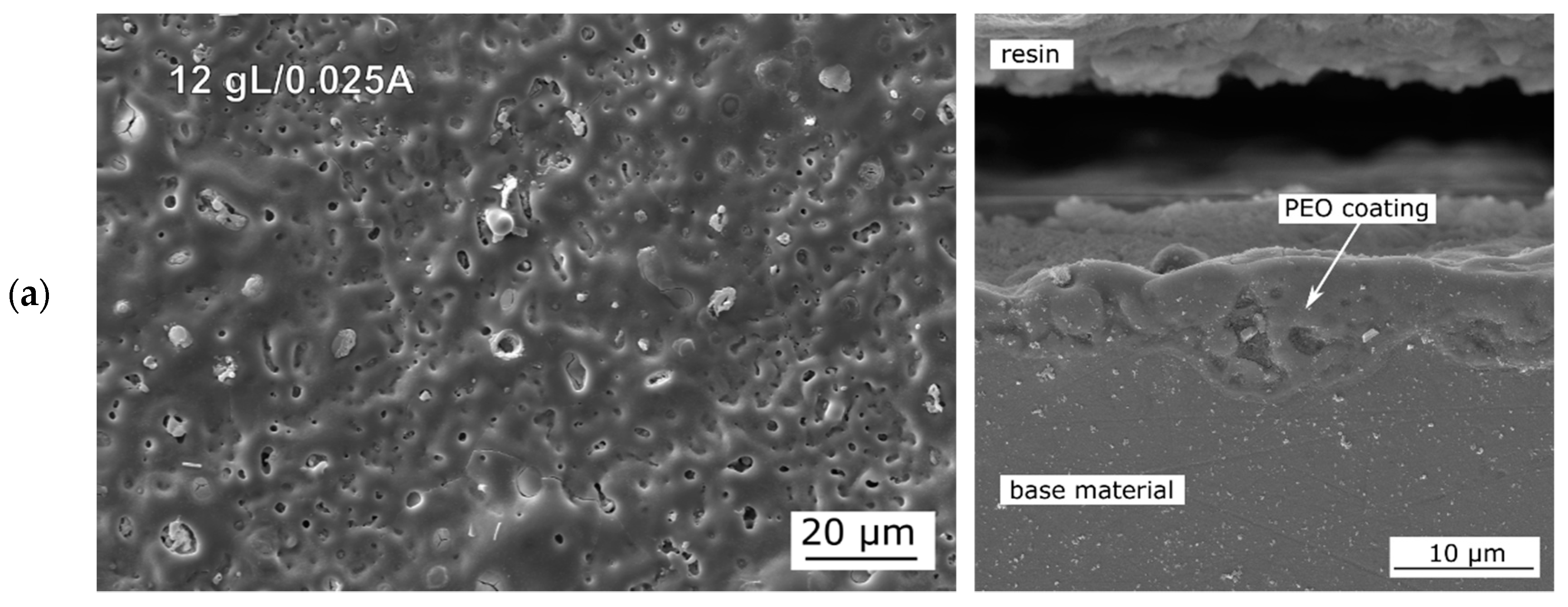
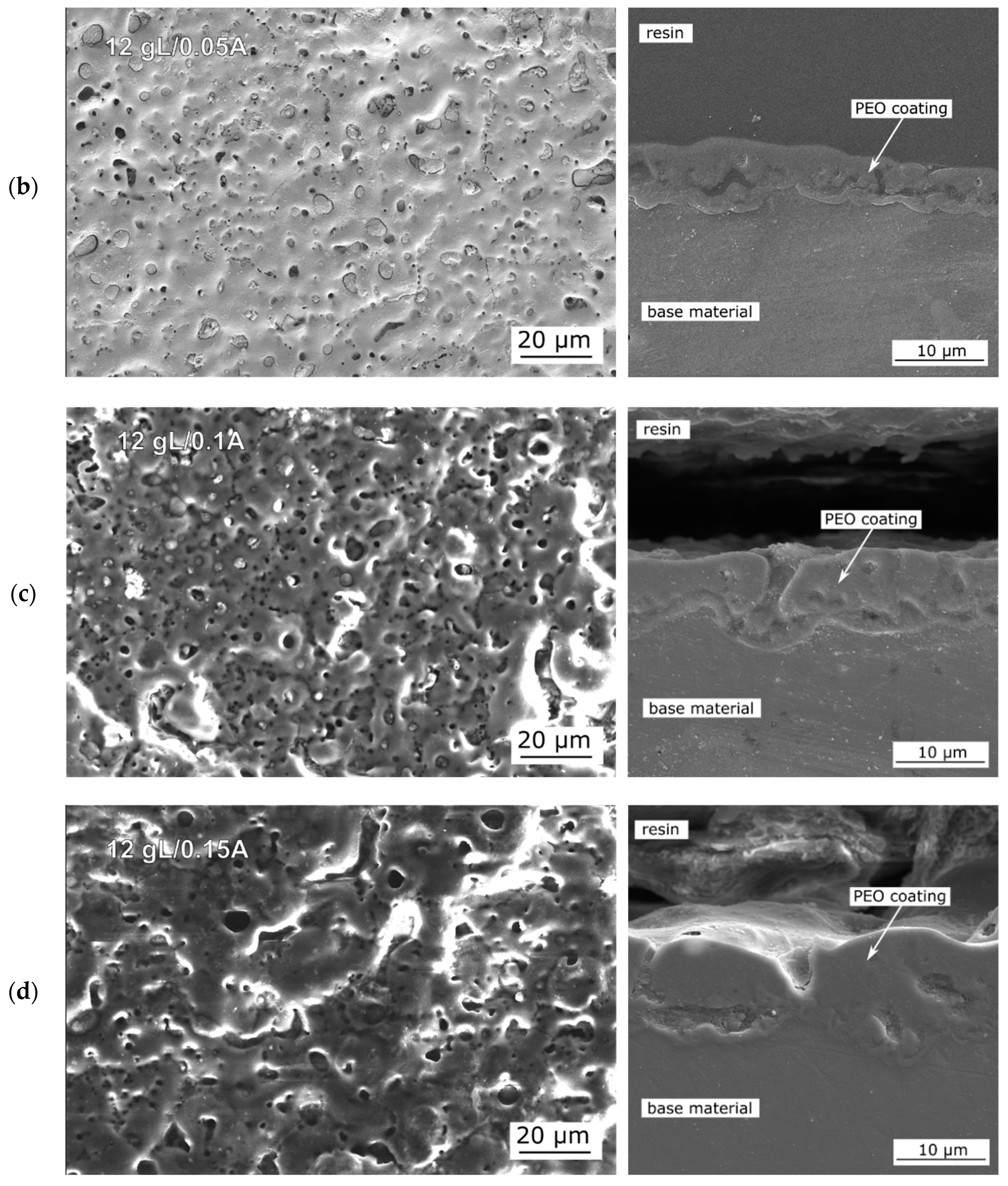
The aim of the study has been to optimize the preparation process of PEO coatings and to study the effect of processing parameters on surface properties of magnesium alloy AZ31. According to the SEM images of PEO coatings (
Figure 3,
Figure 4,
Figure 5 and
Figure 6), it is clearly visible that all of the combinations of electrolytes and current densities have resulted in porous structures and with the presence of microcracks. These features are connected with the nature of PEO process. At the beginning of PEO process, with constant applied current, voltage and resistance increase with the increasing thickness of the coating. After reaching critical voltage, breakdown of the coating takes place, and discharges start to occur on the surface. The temperature of discharges is high enough (typically thousands of centigrade degrees) to melt already created layer of oxides. Melted oxide flux flow out similarly to the “lava” effect observed in volcanic eruptions. This process is repeated several times, and coating gradually increases its thickness [
49,
50,
51]. Places through which the discharges responsible for the distribution of melted flux passed the oxide layer represent pores when the melted flux is cooled down. Another origin of pores can be explained by entrapped gas bubbles that have been continuously evolved during the PEO process. Microcracks within PEO coating are consequences of internal stresses created when melted oxides are in contact with cold electrolyte. Cross section morphologies reveal that all of the prepared coatings contains sublayers, which determine mechanical and electrochemical properties of PEO coatings [
52,
53].
The effect of phosphorus content and applied current density on the quality of PEO coatings has been studied. According to the research of [
36,
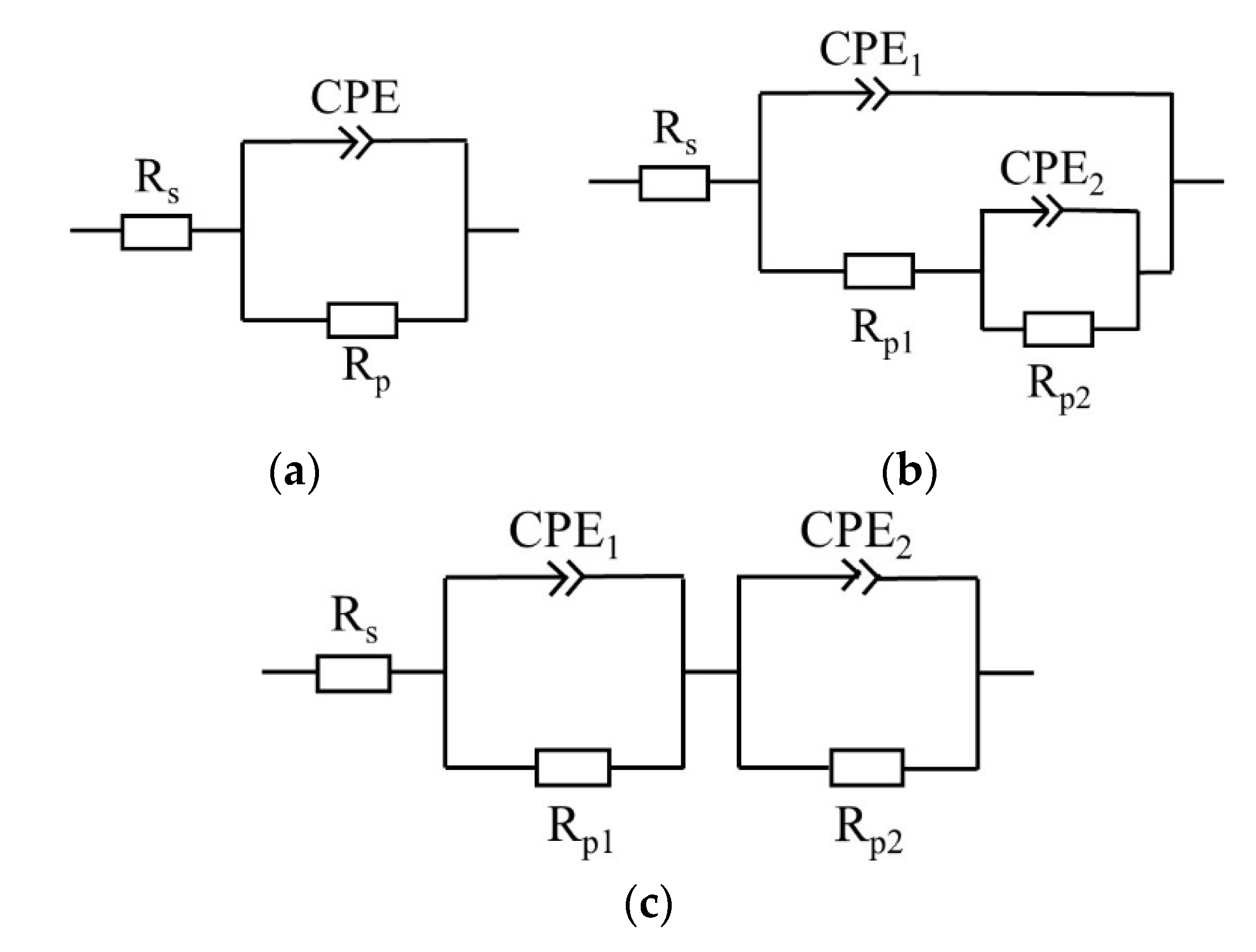
54], these two factors have critically affected electrochemical behavior and protective function of PEO coatings. For better quantification of the effect of prepared PEO coatings on corrosion resistance of AZ31 Mg alloy reference surface grounded by an emery paper p1000 has been examined as well. Variation of R
p values of non-treated AZ31 (
Table 7) measured in 0.1 M NaCl shows corrosion behavior typical for magnesium alloy [
55]. The reaction between Mg substrate and chloride containing solution has led to the creation of corrosion products mainly based on a mixture of Mg(OH)
2, MgO and MgCl
2. The thickness of corrosion products (CP) has increased and has become more compact as the corrosion reactions have continued resulting in increasing R
p. It is well known that the mentioned CP of Mg are porous and contain cracks. CP based on Mg(OH)
2 and MgO are unstable in neutral pH and are able to dissolute in such conditions. Moreover, chloride ions are able to increase local conductivity, penetrate through these defects towards Mg substrate and disrupt the partially protective layer of CP [
56]. These features are together responsible for decrease of R
p observed and continued after 48 h of exposure (
Figure 7,
Table 7). Another explanation of decreasing R
p could be found in reaching the critical weight of CP and consequent partial detachment from the surface [
57]. Therefore, thickness of CP has decreased, and magnesium substrate could be locally exposed to the environment [
55].
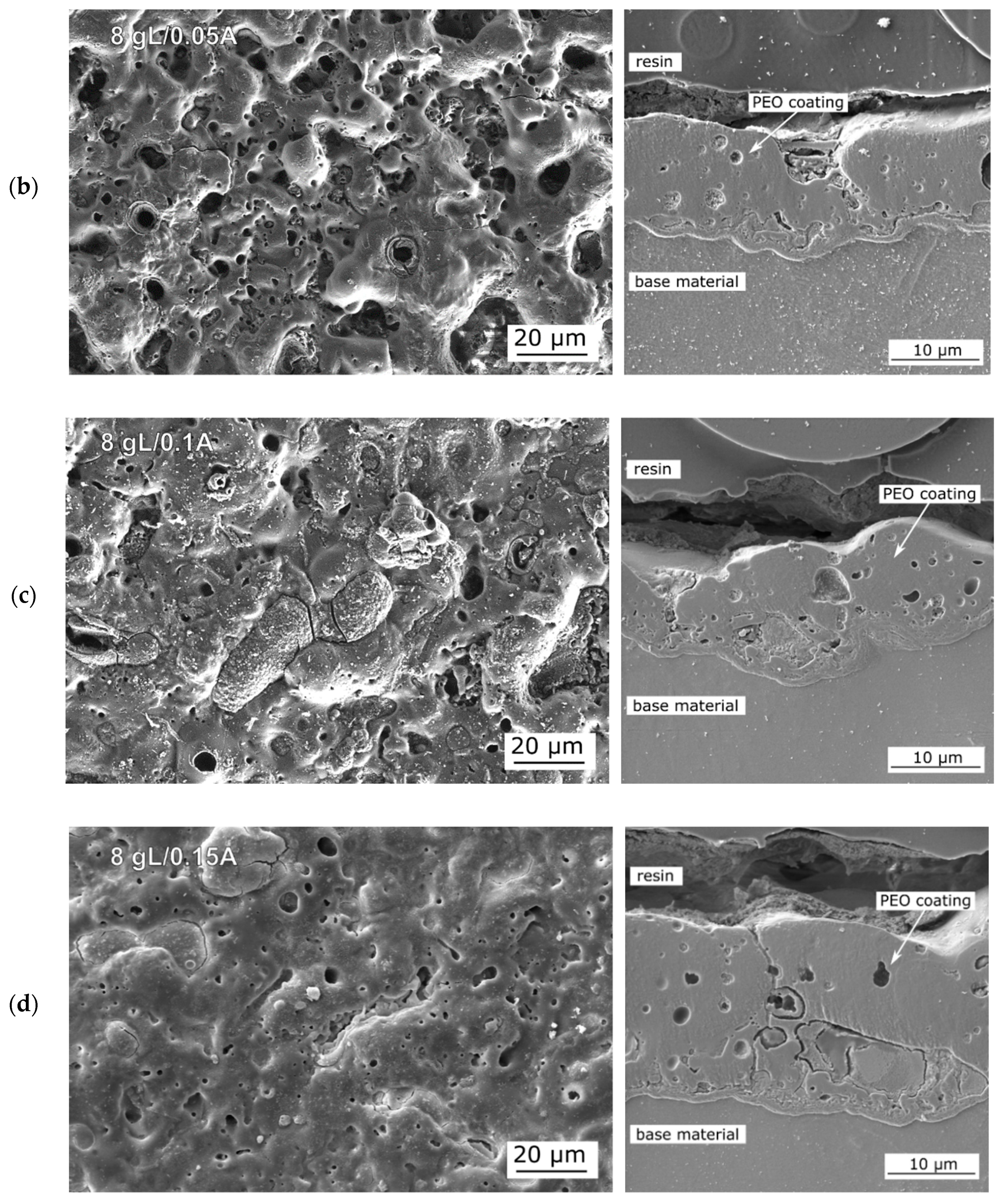
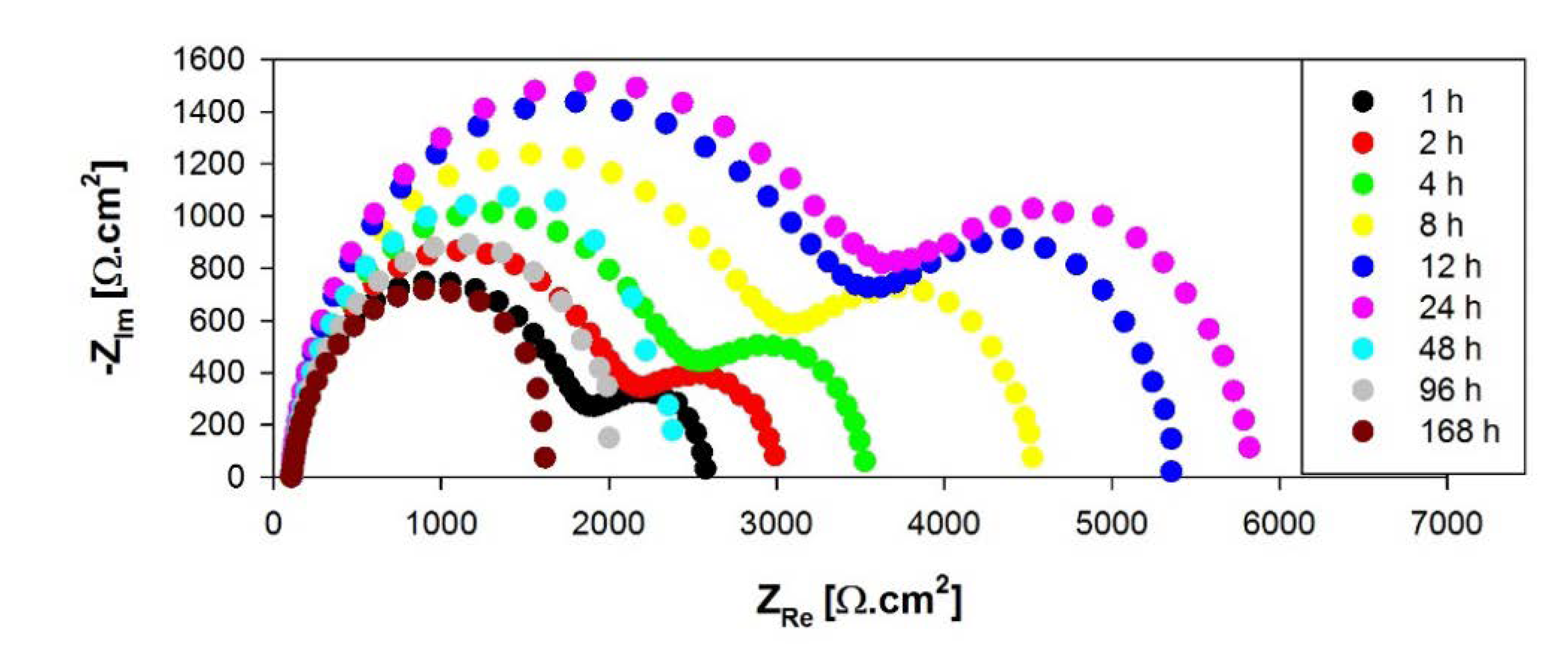
PEO coatings prepared in the electrolyte with the addition of 8 g/L of Na
3PO
4·12H
2O have shown a trend of decreasing porosity with increasing applied current density. On the other hand, the diameter of the pores has increased when a higher current has been used [
38]. This phenomenon could be explained by the amount of energy applied to the sample. The higher applied current has led to the higher voltage reached during the PEO process. Higher energy input has been followed by more intense and bigger discharges on the surface, which has led to an increased amount of molten material responsible for the creation of the coating. Such manner has caused accelerated growth of the coatings, which has been reflected by the measured thickness of the coatings and their roughness parameters (
Table 3) as well. These findings are in good agreement with research published by [
54], where authors have applied PEO on pure magnesium samples and found out that higher applied current has contributed to the creation of more compact and thicker coatings. Results of EIS measurements of all created coatings in electrolyte with the lowest addition of phosphorus have clearly shown the initial trend of decreasing R
p values with increasing time of exposure. When contact of the surface with NaCl electrolyte has been made, the liquid fills pores and cracks of the coatings, saturate and gradually penetrate through these defects towards the magnesium substrate. As time proceeds, delamination of thin parts between the pores takes place together with anodic dissolution of nonstable MgO, both leading to the failure of the whole pieces of the coating and consequent decrease of the coating thickness. This feature is illustrated in
Figure 13 showing the PEO coating after 168 h exposure in 0.1 M NaCl. The arrows point to the visible dissolution traces of particular sub-layers proving the statement about the continuous dissolution of the coating, which is affected by aggressive chloride ions. It is also obvious that dissolution has led to the connection of pore areas and, therefore, to the increase of electrochemically active area.
The initial decrease of R
p has been followed by an increase of these values in all four applied current densities. It is believed that the increase in corrosion resistance has been provided by local sealing of damaged areas by corrosion products mainly based on Mg(OH)
2, which has resulted in local higher compactness of the coatings [
58]. In the terminal stages of exposure, dissolution of the PEO coating has been more intense compared to the sealing process, which dominates previous stages when the initial contact with electrolyte is made. This has been shown by a repeated decrease of R
p values towards the end of EIS measurements. When comparing R
p for each of the four prepared coatings, it can be seen that coating prepared with 0.05 A/cm
2 has reached the highest corrosion resistance at the end of the exposure. In the case of 0.025 A/cm
2, the failure of coatings has been observed after 48 h, probably due to the insufficient thickness of the coating, which has been indicated by the occurrence of one capacitance loop and significant decrease of R
p (
Figure S1). Two remaining coatings (0.1 and 0.15 A/cm
2) have exhibited higher thicknesses; however, presence of the larger pores and higher surface roughness have diminished this effect by enlarging the active area providing more intensive attack of the surface leading to delamination of the coating. This feature has been mostly evidenced in the case of 0.15 A/cm
2 coating, which has failed after 96 h according to the shape of the Nyquist diagram (
Figure S1d). It has to be noted that these degradation mechanisms are applied in a higher or lower degree in each coating examined in this paper.
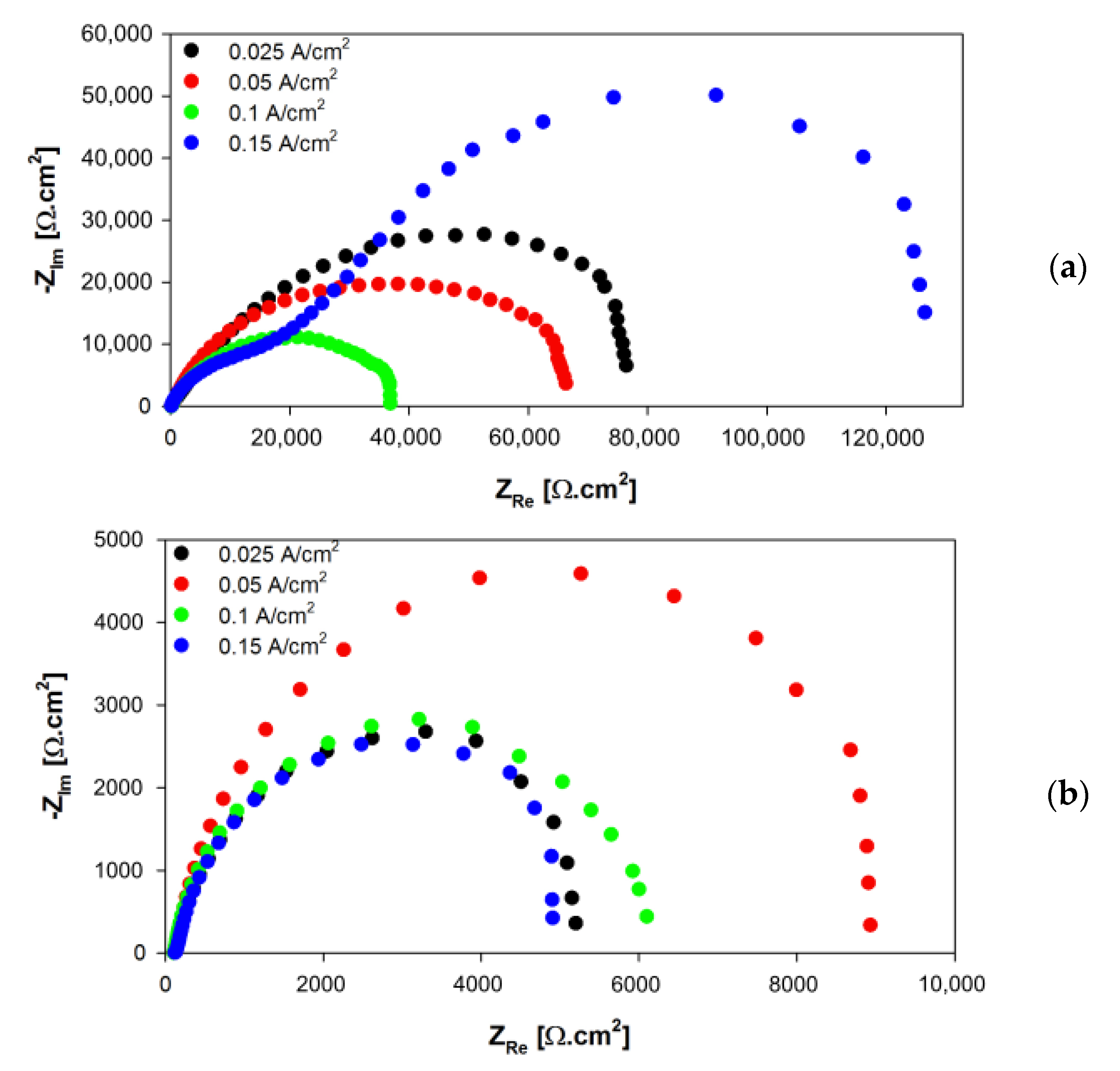
SEM images have shown that increased content of Na
3PO
4·12H
2O to 10 g/L has led to lower porosity of the coatings compared to previous ones. The reason for this behavior could be found in the assumption that increased phosphorus content in the electrolyte has suppressed PEO process that has been documented by lower values of obtained voltages during the preparation of these coatings (
Table 2). In consequence, less intensive discharges have been spotted on the surface of the samples. The applied electric field can segregate positive and negative ions to create charged regions. During the PEO coating creation, OH
– and
ions are consumed for the Mg, Mg(OH)
2 and Mg
3(PO
4)
2 creation (see Equations (2)–(4)). The electrical equilibrium disappeared, causing the movement of OH
– and
ions from the diffusion part of the electrolyte to the vicinity of the metal surface. The resulting rate of ions movement from the diffusive part of the electrolyte is mainly dependent on the permittivity and conductivity of the electrolyte [
59,
60]. For this reason, the finer size of the sparks observed during the coating creation can relate to the higher rate of the charge transfer provided by the higher concentration of Na
3PO
4·12H
2O compound. Moreover, the finer size of the sparks leads to the formation of the thinner PEO coating formed on the metal surface [
61]. These findings contradict the results of authors [
36], who have stated that the increased phosphorus content has been a reason for increased porosity of PEO coatings prepared on the surface of AZ31 alloy. However, it has to be noted that electrolyte used for PEO in [
36] has contained also silicate ions. As with coatings prepared in 8 g/L Na
3PO
4·12H
2O electrolyte, even here, a continuous decrease of resistance connected with dissolution and degradation of porous coatings has been observed. Moreover, local sealing of defects by corrosion products followed by increasing R
p has taken place [
58]. Based on the EIS results obtained by this group of coatings, it can be summarized that the highest corrosion resistance has been provided by using current density of 0.1 A/cm
2 (10,688 Ω.cm
2). However, the Nyquist diagram at the end of the measurements has been, similarly to other coatings in this group, created by one capacitance loop, which could point to the failure of PEO coating, or it could mean that the remaining coating has not been detected by EIS (
Figure S2) [
45]. Coatings prepared with lower energy inputs (0.025 and 0.05 A/cm
2) have reached lower values of R
p during whole EIS measurements, due to the insufficient thickness of coatings and therefore less intensive barrier effect provided. Despite lower porosity, chloride ions Cl
− have been able to penetrate through defects in thin coatings and damage/dissolute them to a much higher degree. On the other hand, higher porosity followed by promoted delamination of 0.15 A/cm
2 coating has been responsible for lower R
p in the terminal stage of EIS (6110 Ω.cm
2) compared to that of 0.1 A/cm
2. These factors have played a major role in terms of corrosion resistance by means of the increased electrochemically active area in contact with corrosion environment followed by more severe corrosion attack of the coatings [
10,
56].
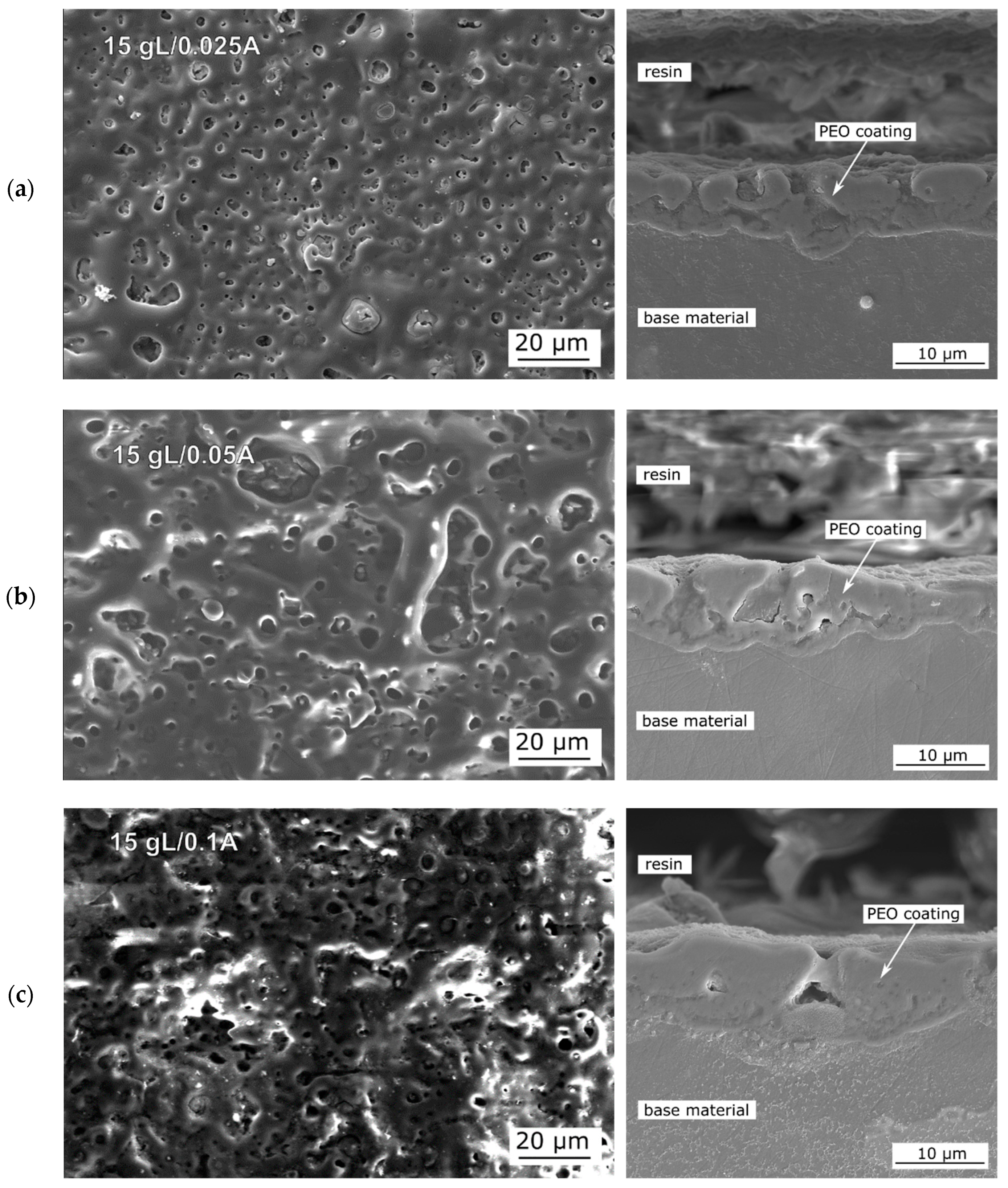
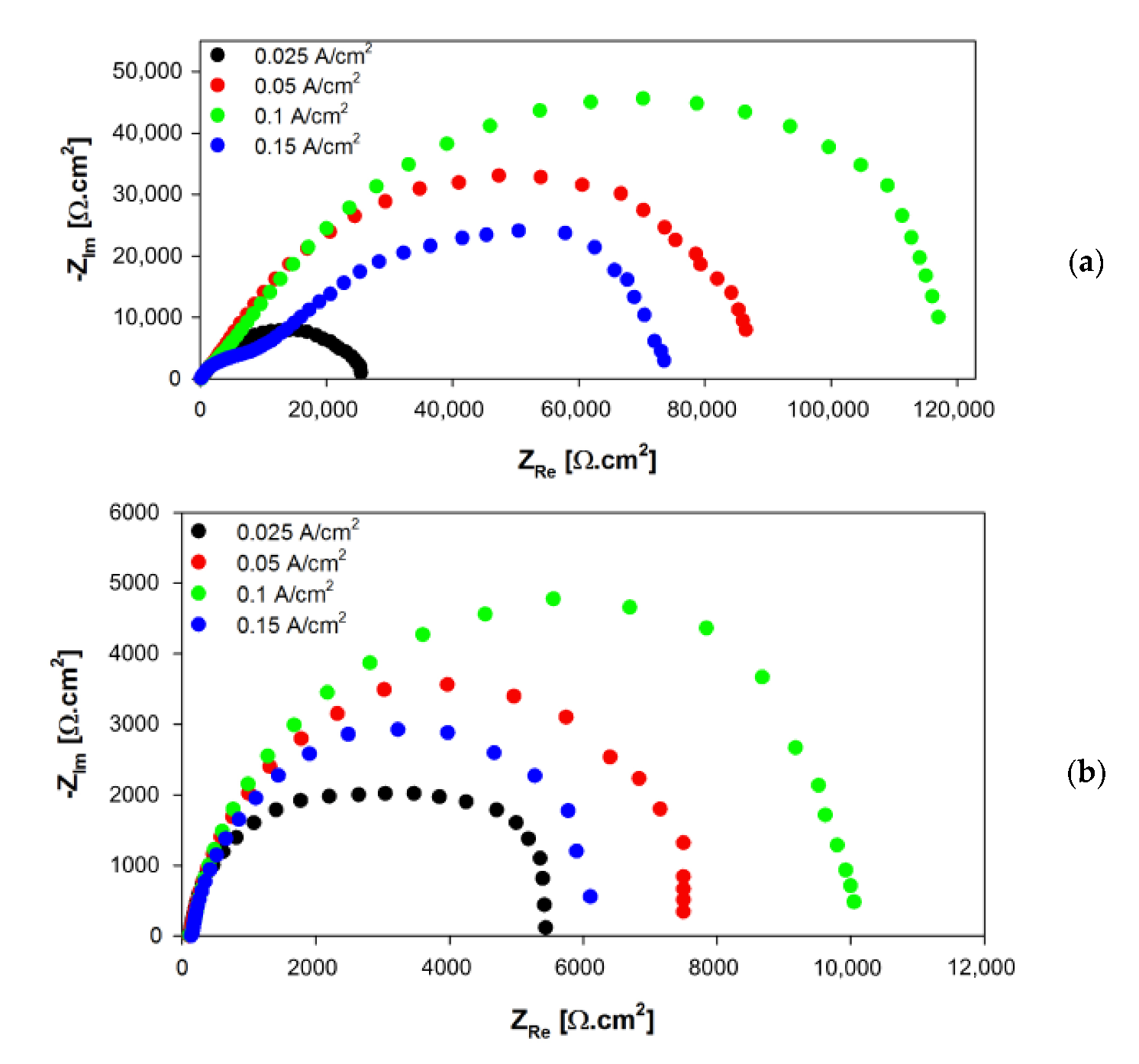
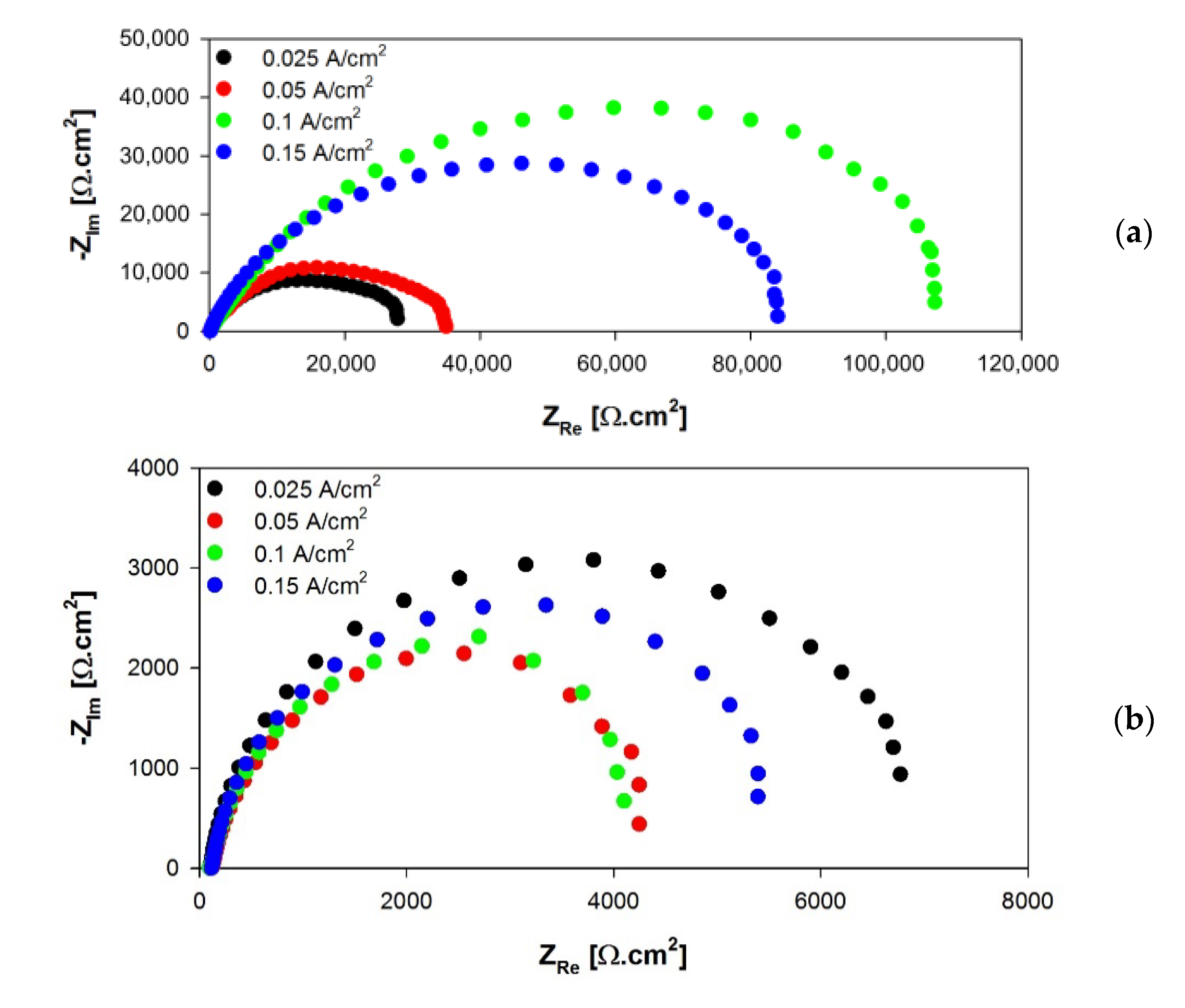
Increased conductivity of electrolyte caused by another increase in phosphorus content in 12 g/L Na
3PO
4·12H
2O electrolyte has been the reason for the lower thickness of the coatings compared to the previous group. On the other hand, these coatings display lower porosity and higher compactness due to the less intensive discharges during preparation. This feature has been expressed by electrochemical characteristics measured at the end of the exposure, where coatings of these group have reached the highest R
p values across all examined concentrations and current densities. The highest corrosion resistance within this group has been measured in the case of 0.05 A/cm
2 (14489 Ω.cm
2). This value of current density has caused discharges on the surface to be smooth enough to create a structure with small pores as well as provide sufficiently intensive creation of coating to build up a compact barrier between AZ31 substrate and aggressive environment. In spite of the lower porosity of 0.025 A/cm
2 coating, energy input has been insufficient to reach steady-state sparking during the 10 min time of the PEO process, which has been reflected by lower corrosion resistance (8699 Ω.cm
2). In the case of 0.1 and 0.15 A/cm
2 coatings, higher energy input has contributed to more intense discharging effect introducing larger pores to the coatings, and consequently, higher roughness has been obtained. A combination of these factors has been responsible for lower corrosion performance (
Table 10) compared to 0.05 A/cm
2 coating. Similar results have been presented in a paper by Wang et al., where authors have stated that increased applied current density has led to increased corrosion resistance until reaching a climax, and afterwards, each additional increase in current density has worsened corrosion resistance due to highly promoted porosity [
62].
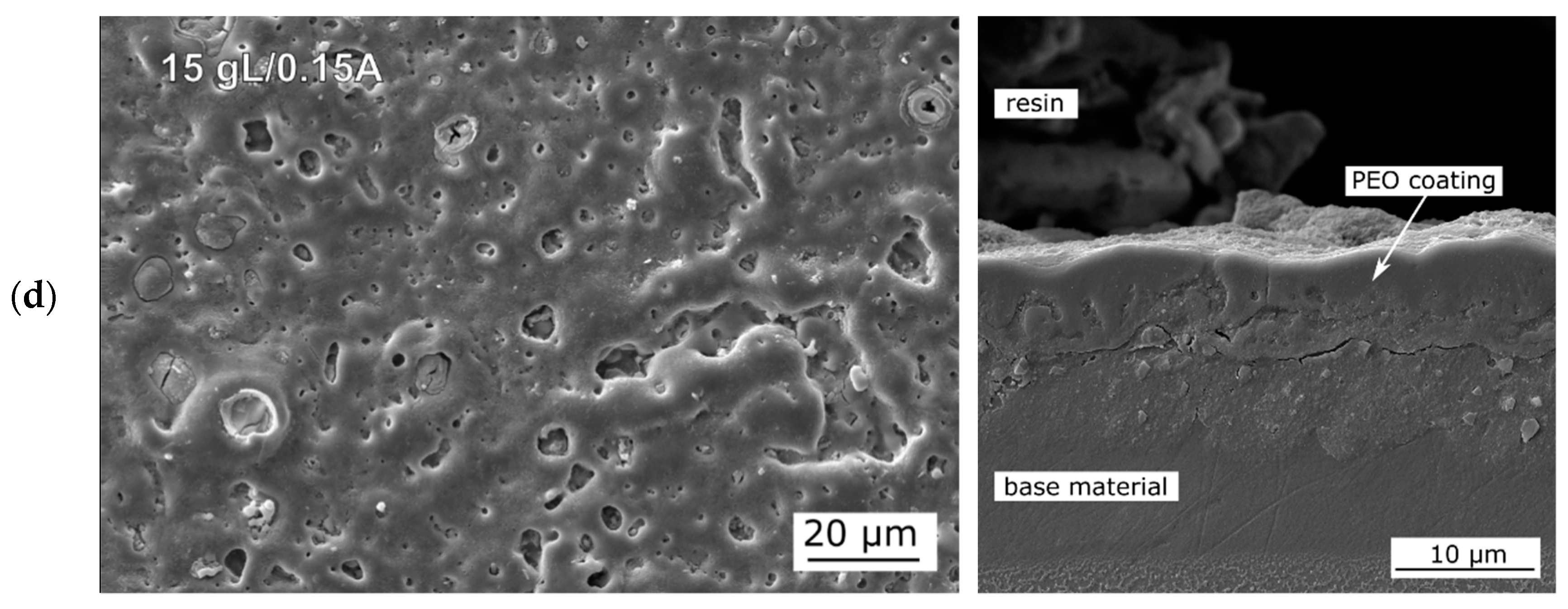
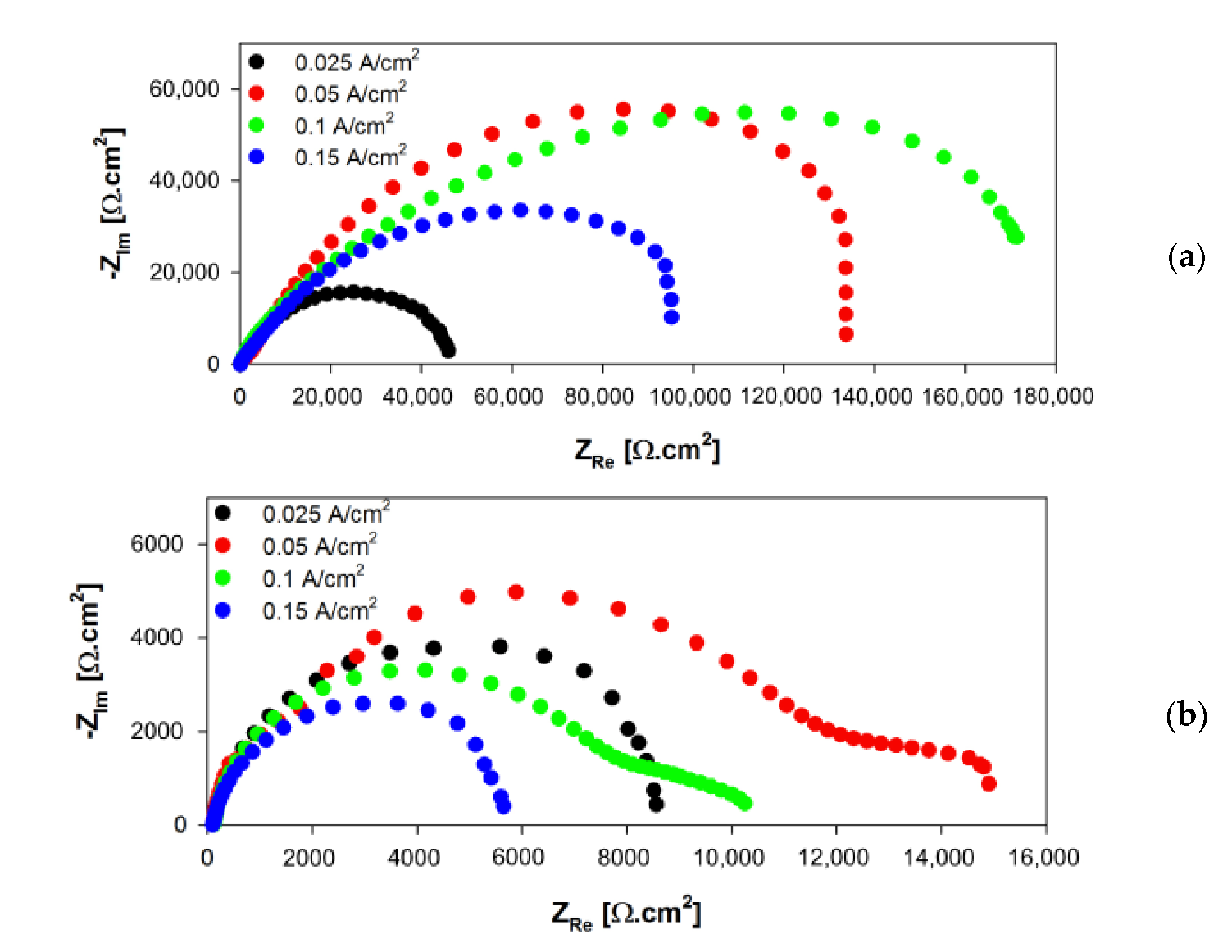
Coatings fabricated in the electrolyte with 15 g/L Na
3PO
4·12H
2O have shown higher porosity and lower thickness compared to those prepared in 12 g/L. This could be related to the lowest recorded voltages during the PEO process as a result of an additional increase in phosphorus content followed by improved electrolyte conductivity (see
Table 2). These voltages probably have not been high enough to reach the voltage level required for stable discharging during the PEO process, and oxidation reaction has been strongly limited [
26,
53]. Increased phosphorus content has been responsible for more extensive creation of Mg
3(PO
4)
2, and MgO/Mg
3(PO
4)
2 ratio has been subsequently lowered. According to [
61], MgO is the main constituent responsible for favorable corrosion properties of PEO coatings. On the other hand, increased Mg
3(PO
4)
2 content up to certain level is harmful for corrosion stability of these coatings [
61]. Mentioned drawbacks have been reflected in R
p values after 168 h of exposure, where a drop of resistance compared to the previous group of coatings has been observed. Thicknesses and chemical composition of the coatings (
Table 6) along with higher electrochemically active area have appeared to be the main reasons for insufficient resistance to aggressive chloride ions contained in the testing electrolyte, and accelerated corrosion degradation has taken place.
Results of performed experiments have pointed to the fact that coatings prepared by the PEO technique using optimized processing parameters could potentially match high requirements and standards for the protection of AZ31 magnesium alloys in chloride containing environments. On the other hand, porosity, although limited, is still an issue for suitable long-term performance of PEO coatings since it is given by the physical nature of the PEO process. Therefore, it is necessary to identify and optimize other processing parameters in order to minimize porosity even more and to extend the lifetime of the bare PEO coatings and those post-treated by one of the sealing treatments as well.

 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}