
A Comparison of the Efficiency of Catalysts Based on Ni, Ni-Co and Ni-Mo in Pressure Pyrolysis of Biomass Leading to Hythane


1
Institute of Rock Structure and Mechanics, Czech Academy of Sciences, V Holešovičkách 94/41, 182 09 Prague, Czech Republic
2
Department of Gaseous and Solid Fuels and Air Protection, Faculty of Environmental Technology, University of Chemistry and Technology Prague, Technická 5, 166 28 Prague, Czech Republic
*
Author to whom correspondence should be addressed.
Catalysts 2021, 11(12), 1480; https://doi.org/10.3390/catal11121480
Submission received: 31 October 2021
/
Revised: 28 November 2021
/
Accepted: 1 December 2021
/
Published: 3 December 2021
(This article belongs to the Special Issue Frontiers in Catalysis for CO2 Methanation)
Abstract
:A thermal conversion of biomass to hythane using catalysts was studied. Low-temperature pyrolysis of two different types of biomass was performed in a pressure sealed reactor, and the resulting gas with high contents of CO2 and CO was methanized in a hydrogen atmosphere at a pressure of 30 bar. As catalysts, Ni/Al2O3, NiCo/Al2O3 and NiMo/Al2O3 were used and their catalytic activity was evaluated. The NiCo/Al2O3 catalyst showed the highest catalytic activity, Ni/Al2O3 had a lower but comparable one, and NiMo/Al2O3 showed the lowest activity. The resulting hythane contained 70 vol.% CH4 and 10 vol.% H2 (with NiCo/Al2O3 catalyst, HHV 29.20 MJ/m3, LHV 26.32 MJ/m3), or 57 vol.% CH4 and 23 vol% H2 (with Ni/Al2O3, HHV 25.92 MJ/m3, LHV 23.21 MJ/m3) or 47 vol.% CH4 and 27 vol.% H2 (with NiMo/Al2O3, HHV 23.23 MJ/m3, LHV 20.76 MJ/m3). It has been found that secondary reactions of volatile biomass products are of great importance for successful pressure pyrolysis.
1. Introduction
Biomass is an important source of renewable energy. The possibilities of its conversion using non-combustion technologies into further utilizable, energy-rich products (bio-oils, solid carbonaceous residues and energy gases) are far from being explored. The reasons are that the conversion process must be highly efficient while not being energy-intensive, and the usability of the products obtained must be clearly determined on the basis of their energy content, chemical composition and the possibilities for the further processing and commercialization of the final products.
One promising conversion method is low-temperature pyrolysis [1,2], providing bio-oil, biochar and a gaseous mixture containing mostly CO2, CO, methane and hydrogen. Bio-oil can be utilized not only as a clean fuel but also as a source of commercially useful chemicals, whereas biochar can be used as a smokeless fuel, and alternatively as a fertilizer or sorbent. The employment of the gas produced is a question. Depending on the method of thermal treatment and the type of biomass, the gas may contain predominantly CO2 and CO and can thus be a source of these gases in the production of synthetic methane by the Power-to-Gas technology [3], designed on the basis of the Sabatier reaction [4,5]. If the methane content in the resulting gas is higher, e.g., 20–30 vol.%, it is possible to consider its subsequent conversion to hythane, in our case in the presence of a catalyst.
Hythane is a gaseous mixture consisting of 10–30 vol.% of hydrogen and 70–90 vol.% of methane with a possible application mainly for automobiles. Hydrogen helps improve the performance of the combustion engine and reduce CO2 and NOx emissions in the atmosphere. However, another, very important use is the additivation of natural gas by direct injection of hythane into natural-gas networks or natural-gas storage tanks. It makes it possible to store hythane and with it the chemical energy that it contains. This energy can be used to generate electricity and contribute to the stabilization of the power grid. This is particularly important at the moment because the operation of solar and wind power plants is highly weather-dependent, as a result of which also the power supply fluctuates considerably and needs to be stabilized. In contrast, the operation of the gas grid is entirely stable and power plants using natural gas to generate electricity can compensate for fluctuations in the power grid. Nevertheless, depending on the weather, there can be fluctuations in the power grid in terms of excess or lack of electricity. The use of hythane in the case of electricity excess is addressed, for example, by the authors of [6]: Hydrogen produced by electrolysis is mixed with biogas to form a hythane-like product that can be used in automotive transport. The concentration of CO2 in the biogas has been reduced from the original 40% to less than 15% and the heating value of the gaseous product has increased from 534 kJ/mol to more than 669 kJ/mol. A preliminary techno-economic analysis has proven favorable in the case of the excess electricity from renewable sources.
The hythane-formation process offers a new method for the storage and upgrade of renewable energy. In the case of the lack of electricity, which is currently very topical, the use of hythane has not been addressed despite the fact that hythane can be useful in such a case as well. It is thus expedient to investigate the possibilities of converting waste into hythane, in our case the use of biomass to obtain hythane or a hythane-like gaseous product by low-temperature pyrolysis using catalysts.
Biomass pyrolysis takes place in three stages, including dehydration, primary decomposition and a secondary reaction of volatile products. The main (and competing) primary-decomposition processes are dehydrogenation, depolymerization, the subsequent fragmentation of molecules produced by depolymerization, and the formation of low-molecular-weight compounds and gases [7]. These stages need to be taken into account in the design of the reactor and pyrolysis apparatus. Secondary reactions are the least described. If they are to be characterized responsibly, they need to be investigated further. Since they are essential for the formation of hythane, they will be dealt with in greater detail in the Section 3. When addressing the conversion of biomass into hythane, it is necessary to take into account also the different chemical compositions of different types of biomass. Therefore, the pyrolysis of two contrasting biomass types, namely shavings from the European white birch (Betula pendula) and apricot (Prunus armeniaca, also Armeniaca vulgaris) stone waste, have been investigated. The contrast between the two types results from the content of the key elements C, O and N in the organic part of the waste. (The waste can be characterized by the content of water, the inorganic part–ash matter (inherent ash), and the organic part, expressed by the content of the organically bound elements C, H, N, Sorg and O.) While the shavings analyzed contained 44.8 wt.% of C, 33.7 wt.% of O and 0.65 wt.% of N, in the case of the apricot stones it was 56.1 wt.% of C, 22.17 of wt.% O and 6.6 wt.% of N (a received basis). These data already show the difference between the two types of biomass used (see the Section 2 for more detail). However, they are the secondary reactions providing low-molecular-weight compounds and gases that are the most important for the task concerned. Although gases are also provided by the primary decomposition, the final character of the resulting gaseous mixture is largely determined by the secondary reactions. The key parameters affecting the secondary reactions are temperature, pressure and residence time, which must also be taken into account in the design of the reactor. In addition, it is necessary to consider the role of catalysts. A suitably selected catalyst or catalyst system can facilitate some secondary reactions, selectively promote the desired conversion of CO2 to methane and show some resistance to catalyst poisoning by catalytic poisons (H2S). All of these functions are essential for the conversion under consideration.
For these reasons, the reactor for the pyrolysis of both types of biomass was designed as a sealed pressure reactor, equipped with a catalyst with the expected effect of promoting secondary reactions (Raney nickel) and with a catalyst for the selective conversion of CO2 to methane by hydrogen using the Sabatier reaction (Ni/Al2O3) or with a catalyst less selective but significantly accelerating this reaction (NiCo/Al2O3) or with a catalyst resistant to sulfur compounds (NiMo/Al2O3). The reactor was operated in a low-temperature regime, i.e., the temperature in the sample and in the reactor did not exceed 400 °C. These conditions were determined on the basis of our experience with low temperature regime [8] and a study of the methanation [9].
An important item in the conversion is pressure hydrogen, which creates a reducing environment and, above all, enables the methanation of CO2 and CO. It is an advantage that the methanation conditions have been brought to an industrial scale, so that information from this area can be used for the more complex problem of the methanation of the volatile products of biomass decomposition. The formation of methane, CO2 and CO is an essential step in the conversion of biomass to hythane.
The purpose of the work. The purpose of this work is to determine the process conditions for the catalyzed conversion of biomass represented by white-birch shavings and apricot stones to hythane or a hythane-like gaseous product under low-temperature conditions. The results may contribute to the knowledge of the synthesis of hythane, which can be as useful as the synthetic methane produced by the power-to-gas technology. The aim of this work is to compare the efficiency of the catalysts mentioned above in the process of the low-temperature conversion of two contrasting types of biomass. The hypothesis tested is that the key to the thermal treatment of biomass to hythane are the catalytically promoted secondary reactions of the volatile products of primary decomposition, providing mainly CO2 and CO; these carbon oxides are then converted by the Sabatier reaction to methane, which together with hydrogen provides the final hythane product. By using a suitable combination of Raney nickel and the above catalysts Ni, NiCo and NiMo on alumina, it is possible to reduce substantially the concentration of sulfur compounds in the resulting gas.
2. Materials and Methods
2.1. Materials
Experiments were performed using European white birch (Betula pendula) shavings wood and ground apricot (Prunus armeniaca, also Armeniaca vulgaris) stones [10]. Proximate and ultimate analyses of these biomass are shown in Table 1. Moreover, higher and lower heating values were determined for comparison. The size of birch shavings was <3 mm, these of ground apricot stones was 2–3 mm. Before the experiments, both the shavings and ground apricot stones were examined for possible undesirable ferromagnetic particles from the mills using a permanent neodymium magnet assembly [11], which did not reveal any such particles in either type of biomass tested.
The Ni, NiCo and NiMo catalysts tested have been prepared by the impregnation method [12], namely by repeated impregnation of γ-Al2O3 pellets. On the one hand, it makes it possible to incorporate sufficient amounts of Ni, Co and Mo into the catalyst; on the other hand, the growing number of impregnations significantly decreases its specific surface area and pore volume. This reduction can negatively affect the catalytic activity. A compromise solution is the number of impregnations at which the internal surface area of the catalyst reaches ~100 m2/g with a catalytic metal content of ~50–60 wt.%.
Ni/Al2O3-catalyst preparation. For the impregnation of the nickel catalyst, an aqueous solution of Ni(NO3)2 • 6 H2O with a mass fraction of 0.2 was prepared. 250 mL of the solution were heated at 70 °C with constant stirring, followed by the addition of 150 g of γ-Al2O3 pellets. This mixture was maintained at 70 °C with constant stirring for 90 min, after which the solution was filtered. Trapped pellets with Ni(NO3)2 • 6 H2O were dried at 105 °C for 6 h. Subsequently, the dried pellets were calcined in a muffle furnace at a heating rate of 5 °C/min to a final temperature of 500 °C. They were then maintained at this temperature for 4 h, while Ni(NO3)2 • 6 H2O decomposed to NiO. The whole procedure was repeated until the specific surface area of NiO/γ-Al2O3 reached 108 m2/g (BET method). The resulting NiO was then reduced to Ni by heating with hydrogen at an initial pressure of 5 bar; the heating rate was 3 °C/min, the final temperature was 200 °C, and the residence time at this temperature was 3 h. The resulting Ni content in the catalyst was 49 wt.% (XRF method).
The preparation of a mixed NiCo/Al2O3 catalyst. For the impregnation of this catalyst, aqueous solutions of Ni(NO3)2 • 6 H2O and Co(NO3)2 • 6 H2O with mass fractions of 0.2 were prepared. The solutions were mixed in a 1:1 ratio, and 500 mL of the resulting solution were subsequently heated at 70 °C with constant stirring. After that, 150 g of γ-Al2O3 pellets were added to the solution and the mixture was stirred at 70 °C for 90 min. The solution was then filtered, and the pellets were dried and calcined as in the previous case. The calcination produced Ni-Co oxide. The whole procedure was repeated until the specific surface area of Ni-Co/γ-Al2O3 reached 105 m2/g (BET method). The oxides formed were then reduced to Ni and Co as in the previous case. In the end, the catalyst contained 31.5 wt.% of Ni and 22 wt.% of Co (XRF).
The preparation of a mixed NiMo/Al2O3 catalyst. For the impregnation of this catalyst, aqueous solutions of Ni(NO3)2 • 6 H2O and (NH4)6(Mo7O24) • 4 H2O with mass fractions of 0.2 were prepared. The solutions were mixed (again in a 1:1 ratio), 150 g of γ-Al2O3 pellets were added to 500 mL of the resulting solution at 70 °C and the mixture was stirred for only 10 min. (This accelerated impregnation procedure was necessitated by the limited stability of (NH4)6(Mo7O24) • 4 H2O). After rapid impregnation, the solution was filtered and the pellets were dried as in the previous cases. The dried pellets were then placed in a muffle furnace and calcined at a heating rate of 10 °C/min to a final temperature of 500 °C, with the residence time at this temperature being 6 h. The calcination produced Ni molybdate and Mo oxide. The whole procedure was repeated until the internal surface area of Ni-Mo/γ-Al2O3 reached 102 m2/g (BET method). The oxide and molybdate formed were then reduced to Ni and Mo as in the previous case. In the end, the catalyst contained 26 wt.% of Ni and 33 wt.% of Mo (XRF).
2.2. Methods
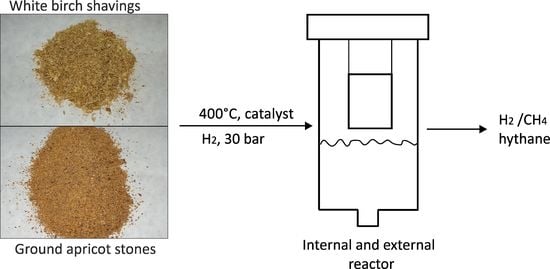
Samples of European white birch (Betula pendula) wood or apricot (Prunus armeniaca, also Armeniaca vulgaris) stones were pyrolyzed in a laboratory unit consisting of a pressure reactor with outer and inner part, a sample container placed in the outer reactor (inner part), a thermocouple system, a pressure sensor, a safety pressure relief valve, a measuring panel and a PC (Figure 1). Outer part: The stainless-steel reactor with an internal volume of 500 cm3, designed for a pressure up to 50 bar, was sealed with a steel lid with a flange with a special polymeric seal and fitted with a gas-sampling valve. The reactor was loaded with 100 g of catalyst pellets. Inner part: A 90-cm3 stainless-steel cylindrical vessel containing 20 g of sample was suspended inside the reactor, with the sample located approximately in the center of the reactor. Before the experiment, the reactor was flushed with hydrogen and then pressurized with hydrogen to 10 bar, after which a temperature of 550 °C is applied to the wall of the reactor. The sample thus reached 350 °C in 20 min and 400 °C in 30 min; it was maintained at this temperature for another 5 min. The pressure of the resulting gas reached 30 bar. Subsequently, the heating of the reactor was turned off and the reactor was allowed to cool to room temperature. After it had cooled down, gas samples were taken, the reactor was disassembled and the char and liquid product formed were weighed and analyzed. (The liquid product was collected in a cooled, calibrated glass vessel at the bottom of the reactor, Figure 1).
The analysis of the total gas was performed on two Agilent Technologies 6890N gas chromatographs. O2, N2 and CO were analyzed on a HP-MOLSIV capillary column (40 °C) with helium as the carrier gas (5 cm3/min) using TCD, methane and other hydrocarbons on a GS-Gaspro capillary column (60 °C) with nitrogen as the carrier gas (20 cm3/min) using FID (air—400 cm3/min, H2—30 cm3/min, N2—20 cm3/min); CO2 on a GS-Gaspro capillary column (40 °C) with helium as the carrier gas (5 cm3/min) using TCD, and hydrogen on an HP-5 capillary column (40 °C) with nitrogen as the carrier gas (7 cm3/min) using TCD.
Further, the mass balance of pressure pyrolysis process was determined.
3. Results and Discussion
Two contrasting types of biomass have been selected for the experiments: birch-wood shavings and ground apricot stones. The reason is that the efficiency of catalysts should first be tested on biomass samples with a completely different composition and only after identifying the influence of the catalysts and their compositions, it is possible to proceed to systematic experiments with a wider spectrum of biomass. While the birch shavings contained holocellulose (62 wt.%), lignin (20.5 wt.%) and resins (2.5 wt.%), the apricot stones were formed by saccharides (68 wt.%), proteins (21.5 wt.%) and lipids (3 wt.%). (For proximate and ultimate analyses, see the Section 2). These materials were subjected to low-temperature pressure pyrolysis in a hydrogen atmosphere, and the resulting carbon oxides were catalytically methanized using catalysts, the properties of which are summarized in Table 2.
The synthesis of hythane from biomass must handle two opposing steps: endothermic decomposition of biomass with the highest possible yield of CO2 and CO and exothermic catalyzed methanation of CO2 and CO with the highest possible yield of CH4. This was reflected in the design of the reactor vessel. The inner part (internal reactor, Figure 1) contained the sample to be decomposed and a layer of powdered Raney nickel; the outer part (outer reactor, Figure 1) comprised a catalyst (Ni/γ-Al2O3 or NiCo/γ-Al2O3 or NiMo/γ-Al2O3) enabling the methanation of CO2 and CO. In the internal reactor, the sample thus underwent thermal degradation, but the secondary reactions of volatile products were promoted by Raney nickel (R-Ni). The presence of R-Ni facilitated the secondary reactions as well as increased the gas yield, as illustrated below. In the absence of R-Ni, the gas yield was only 15–20 wt.%, on contrary, if R-Ni was used, the gas yield was 26–36 wt.% (Table 3 and Table 4).
The effect of secondary reactions on the volatile products of biomass pyrolysis has been studied by the authors of [13]. They have concluded that the key parameter for their formation and composition is the residence time, whereas the crucial parameter for the yield of liquid hydrocarbons and solid carbonaceous residue (char) is pressure. However, if the product of interest is a gas, the secondary reactions need to be promoted not only by an appropriate residence time but also by a suitable additive further enhancing the cleavage of the volatile products. In the case concerned, the residence time was 5 min at a temperature of 400 °C and a pressure of 30 bar. Nevertheless, this was not sufficient to obtain a satisfactory gas yield and it was necessary further to promote the cleavage of the volatiles in the internal reactor with Raney nickel. As above, a yield higher than 25 wt.% was considered satisfactory (Table 3 and Table 4).
Another issue was the composition of the resulting gas. For this, it was necessary to convert the released carbon oxides with hydrogen to methane by Sabatier reactions (1) and (2):
4 H2 + CO2 = CH4 + 2 H2O ΔH0r = −165.1 kJ/mol
3 H2 + CO = CH4 + H2O ΔH0r = −206.3 kJ/mol
Both reactions are reversible and exothermic and their initiation requires initial activation energy. Important parameters for the catalytic methanation of carbon dioxide by hydrogen include the efficiency of the catalyst and the molar ratio of H2:CO2 in the converted gas. The molar ratio of H2:CO2 significantly affects the composition of the resulting gas and its properties. At low ratios, there was a tendency to produce gaseous products with higher molecular weight, while higher ratios led to the desirable higher production of methane. The optimum ratio for the selectivity and higher production of methane is 4:1. In the case of biomass, this ratio is quite difficult to achieve, but it can be approximated by an appropriate choice of charge volume and treatment, hydrogen pressure and reactor design. In the given case, it was necessary to work with the content of carbon oxides in the amount of approximately 45 vol.% of CO2 and about 5 vol.% of CO in the gas released by pressure pyrolysis of the biomass types considered. The experimentally determined hydrogen pressure that would methanize this amount while ensuring an acceptable composition of the resulting gas (e.g., ~50–70 vol.% of CH4 and 10–30 vol.% of H2) was 30 bar.
The methanation of carbon dioxide and carbon monoxide occurs at temperatures in the range of 125–675 °C depending on the type of catalyst used. Generally, higher yields are obtained at temperatures above 145 °C, but in some cases the maximum reaction rates and methane selectivity are achieved at temperatures as high as 325–425 °C. In the case under study, a temperature of 400 °C was chosen to ensure the decomposition of the biomass and a satisfactory degree of the methanation of the pyrolysis gas without an undesirable water–gas shift reaction.
For methanation, nickel-based catalysts are used because of their reasonable cost and high selectivity to methane; other catalysts used are cobalt and molybdenum. The catalytic activity of Ni is quite high, with almost no higher hydrocarbons produced during methanation. Nickel-based catalysts are often applied to γ-Al2O3 or SiO2 supports. The main disadvantage of Ni-catalysts is their high susceptibility to deactivation, which can be caused by sulfur compounds, in this case H2S. Nickel is particularly sensitive to deactivation by this compound. Another catalyst used for methanation is cobalt. Cobalt-based catalysts are not as selective to methane as Ni-based catalysts, but they have higher catalytic activity than Ni, which is particularly important in the case of biomass pyrolysis. Cobalt, like nickel, is most commonly applied to γ-Al2O3 or SiO2. Molybdenum-based catalysts have high resistance to sulfur compounds including H2S, but they have lower catalytic activity than nickel- and cobalt-based catalysts. In general, another disadvantage is their higher selectivity to higher hydrocarbons, but in the case of biomass this is not a disadvantage as they increase the higher and lower heating values of the resulting gas. Molybdenum is also usually applied to γ-Al2O3 or SiO2. In the given case, all of these catalysts have been tested both for catalytic activity and for H2S content in the resulting gas. Biomass generally contains sulfur, in this case 0.38 wt.% in the case of birch and 0.17 wt.% in the case of apricot stones, and it was necessary to ensure minimum H2S production or to consider desulfurization measures.
The results obtained are summarized in Table 5 and Table 6. The best results were achieved using the NiCo/γ-Al2O3 catalyst, which produced a gas with almost 70 vol.% of CH4 and 10 vol.% of H2. (Table 5). The H2S content was 0.13 vol.%, indicating that the gas will have to be further purified.
However, the removal of H2S is feasible and further research can focus on the choice of the desulfurization method. A slightly lower catalytic activity was exhibited by the Ni/γ-Al2O3 catalyst, which provided gas with 57 vol.% of CH4 and 23 vol.% of H2 (Table 5). Nevertheless, the H2S content was similar as in the previous case and the measures will thus be the same. The lowest activity was observed in the case of the mixed NiMo/γ-Al2O3 catalyst. In addition, the H2S content in the obtained gas was higher than expected in this case (Table 6). This phenomenon requires further research into their causes.
To explain the data obtained (Table 5 and Table 6), a reaction scheme was suggested and the dependence of the normalized CH4 production on the standard reduction potential of the considered catalytic metals was constructed. The reaction schemes developed so far are summarized and evaluated in the work [9]. Based on that and the work [14], the probable reaction mechanism can be expressed as a two-stage process involving: (1) the activation of hydrogen on the surface of the catalyst to form a reactive (formerly nascent) hydrogen (Hreact) and (2) the subsequent reactions of reactive hydrogen with CO2 and the formed formic acid and the reaction of hydrogen with the oxygen intermediate in the gas phase to form water and methane. The reaction scheme can then be suggested via Equations (3)–(6), where Equation (3) represents the activation of hydrogen by the catalytic metal (Ni, Co, Mo) on the catalyst surface and Equations (4)–(6) constitutes the gas-phase reactions.
2 H2 + 2 e = 2 Hδ− + 2 Hδ+ = 4 Hreact (on catalyst surface)
2 Hreact + CO2 = HCOOH (in gas phase)
HCOOH + 2 Hreact = H2C(OH)2
H2C(OH)2 + 2 H2 = 2 H2O + CH4
It follows from Equation (3) that a catalytic metal must have a sufficient reduction potential to provide electrons or, better, a certain electron density to activate the hydrogen molecules. The efficiency of the catalyst thus depends on the reduction potential of the catalytic metal; but it is necessary to underline that reactions in the gas phase are simplified, because they are influenced or complicated by the composition of the initial biomass. From this point of view, reactions (4)–(6) must be seen as a simplification of the real situation. Furthermore, other reaction mechanisms have been postulated and the description of reactions can be different [15,16,17].
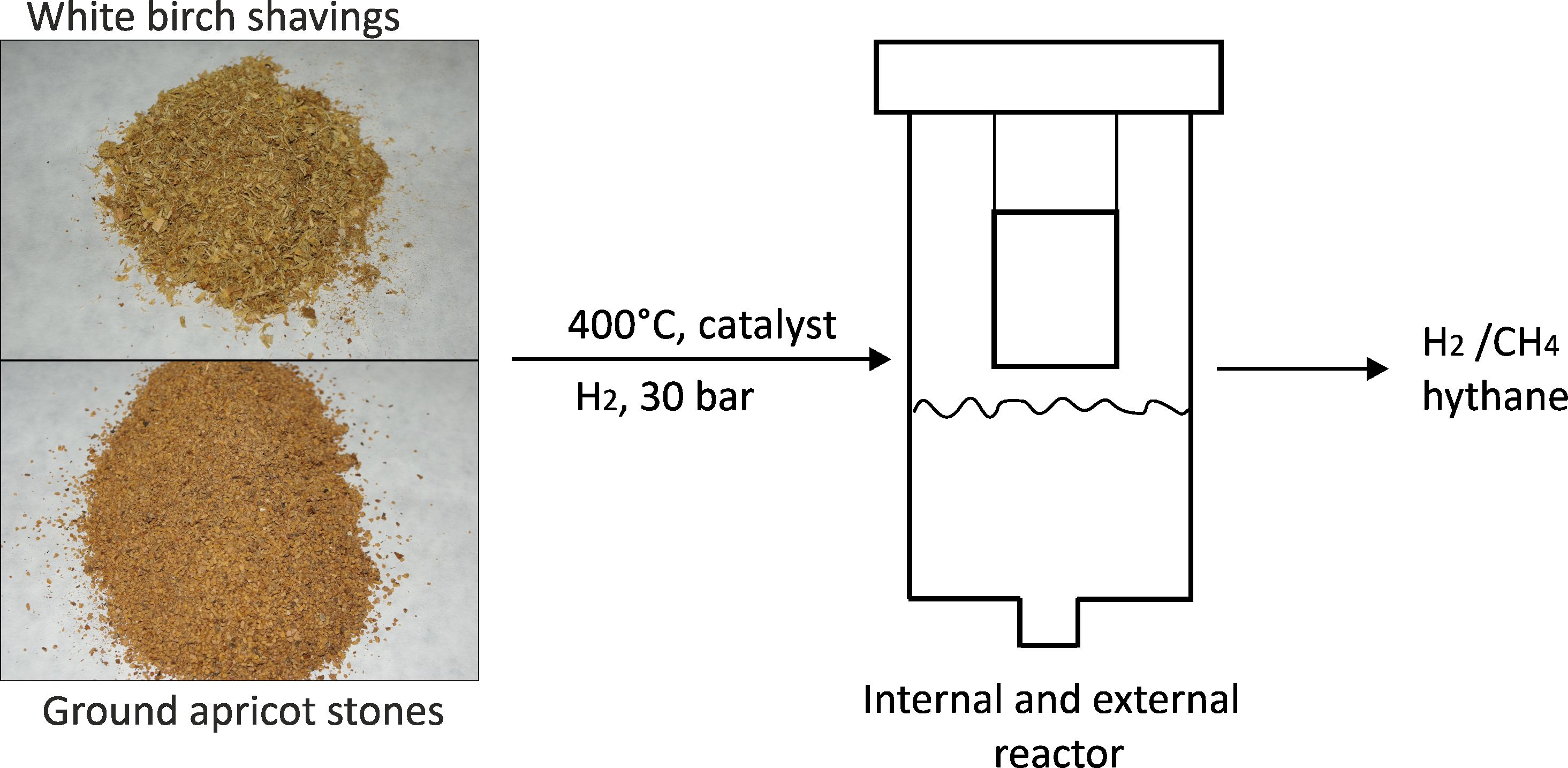
The dependence of the catalyst efficiency on the reduction potential of the catalytic metal is shown in Figure 2, where the catalyst efficiency is expressed as the CH4/CO2 ratio in the resulting gas (Table 5 and Table 6) related to 1 g of the catalytic metal (Ni) or metals (Ni, Co or Ni, Mo); the reduction potential of the catalytic metal here is the standard reduction potential (-E) of the influencing metal, i.e., in the case of the Ni-catalyst it is Ni, in the case of NiCo it is Co, and for NiMo it is Mo. The standard reduction potentials have been taken from the handbook [18].
It follows from Figure 2 that the NiCo catalyst showed the highest efficiency and that the nickel catalyst had a lower but comparable efficiency. The NiMo catalyst showed the lowest efficiency. In the study [19], the maximum catalytic activity was exhibited by the Ni-based catalyst, whereas the efficiency of the other catalysts decreased in the order Ni > Co > Mo > Fe. In our case, this order was found to be NiCo ≥ Ni > NiMo. It can be said that these independent findings do not contradict each other. Therefore, for further research into the efficiency of catalysts in biomass pyrolysis, it will be best to focus on nickel and cobalt, possibly on the mixed NiCo catalyst.
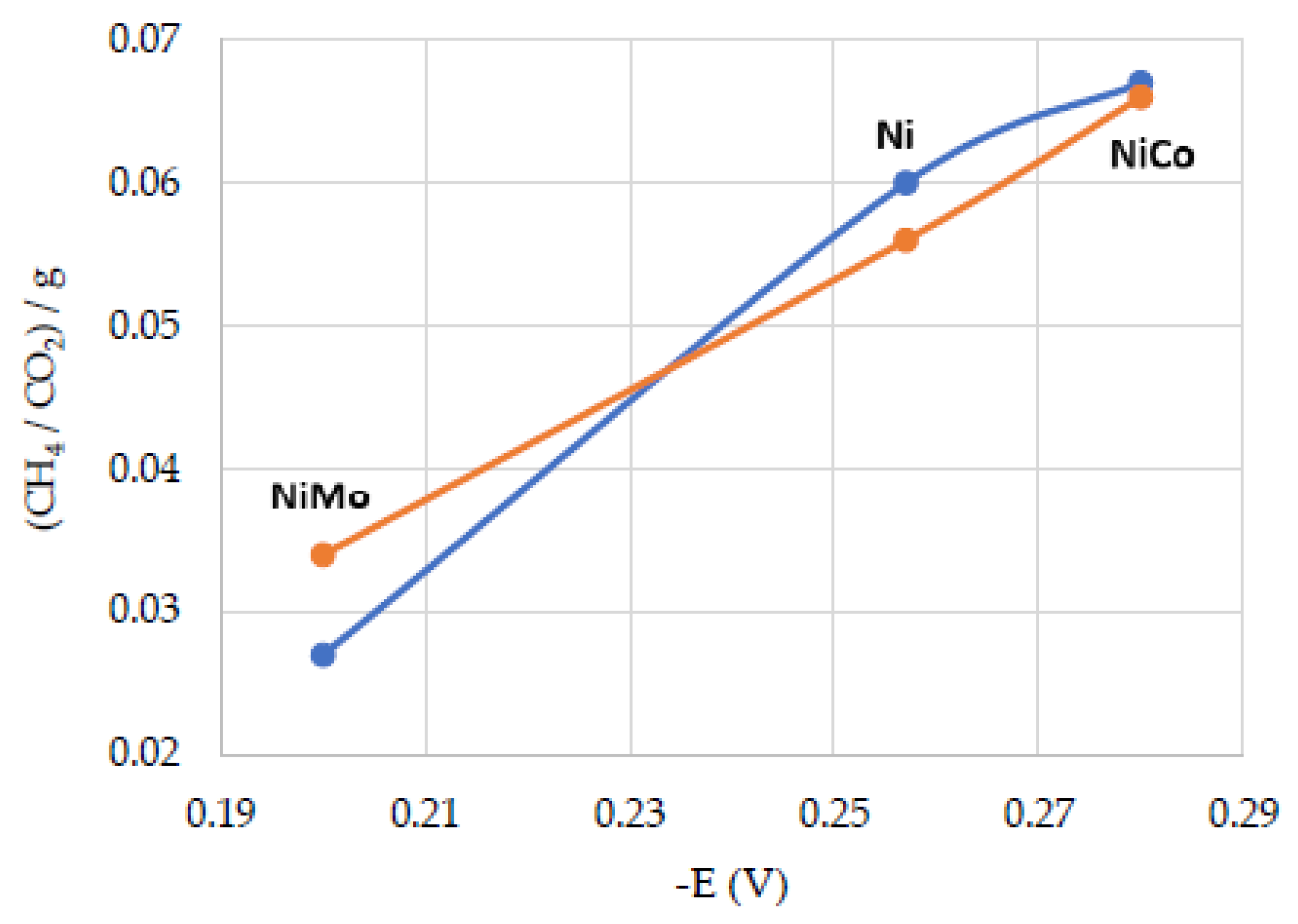
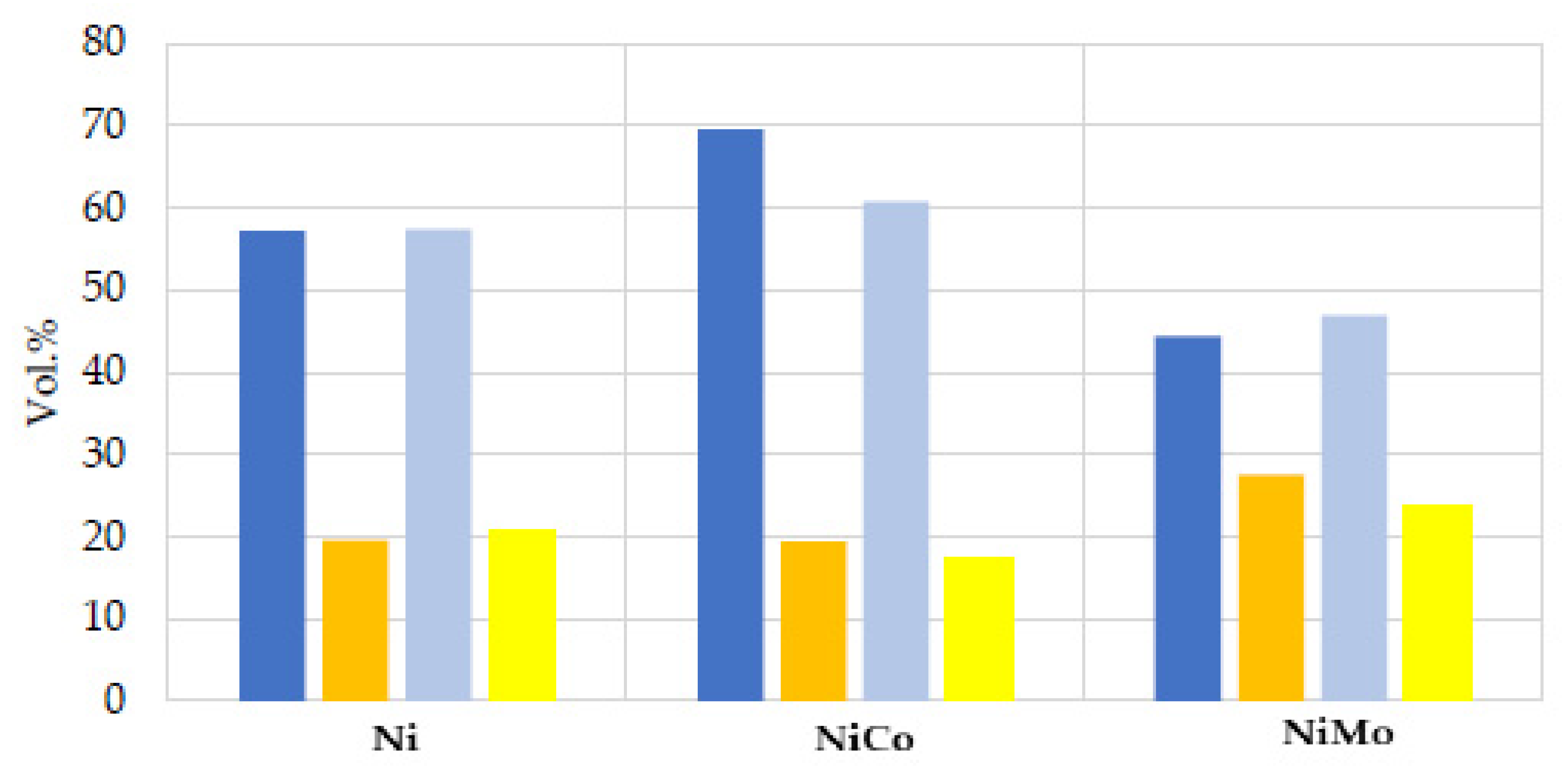
A similar conclusion can be reached when assessing the activity of catalysts according to methane production. Figure 3 (based on data in Table 5 and Table 6) shows that for both types of the input biomass, the highest methane production was recorded in the case of the NiCo catalyst. The Ni catalyst showed a slightly lower activity and the NiMo catalyst was the least effective.
4. Conclusions
For hythane gas production, the efficiency of catalysts based on Ni, NiCo and NiMo in pressure low-temperature pyrolysis of biomass was studied while the resulting gas with high contents of CO2 and CO was methanized in a hydrogen atmosphere. Two contrasting types of biomass have been selected for the experiments: birch-wood shavings and ground apricot stones. For both types of the biomass, the highest methane production was recorded in the case of the Ni-Co catalyst, the Ni catalyst showed a slightly lower activity and the NiMo catalyst was the least effective. It seems that for further research into the efficiency of catalysts for hythane production, it will be suitable to focus on the mixed NiCo catalyst.
Author Contributions
P.S. performed pressure pyrolysis experiments and wrote the article. O.B. performed analyzes and checked the manuscript. T.H. prepared catalysts, determined their inner surface and metal content. T.H. also provided valuable practical information for their use. All authors have read and agreed to the published version of the manuscript.
Funding
This work was carried out thanks to the supports of the Long-Term Project for the Conceptual Development of the Research Organization No. RVO 67985891 and the Strategy AV21 Research Program of the Czech Academy of Sciences—Efficient energy conversion and storage/Sustainable energy.
Data Availability Statement
All relevant data are included in the article.
Acknowledgments
The authors would like to thank the Czech Academy of Sciences for support.
Conflicts of Interest
The authors declare that they have no known competing financial interest or personal relationships that could have appeared to influence the work reported in this paper. There are no conflicts to declare.
References
- Hu, X.; Gholizadeh, M. Biomass pyrolysis: A review of the process development and challenges from initial researches up to the commercialisation stage. J. Energy Chem. 2019, 39, 109–143. [Google Scholar] [CrossRef] [Green Version]
- Straka, P.; Bičáková, O. Laboratory pyrolysis and combustion of poorly treatable biowastes. Paliva 2018, 10, 122–127. [Google Scholar] [CrossRef]
- Straka, P. A comprehensive study of Power-to-Gas technology: Technical implementations overview, economic assessments, methanation plant as auxiliary operation of lignite-fired power station. J. Clean. Prod. 2021, 311, 127642. [Google Scholar] [CrossRef]
- Götz, M.; Lefebvre, J.; Mörs, F.; McDaniel Koch, A.; Graf, F.; Bajohr, S.; Reimert, R.; Kolb, T. Renewable Power-to-Gas: A technological and economic review. Renew. Energy 2016, 85, 1371–1390. [Google Scholar] [CrossRef] [Green Version]
- Hlinčík, T.; Ciahotný, K.; Tekáč, V.; Vagaský, S.; Baraj, E. Přeměna vodíku a oxidu uhličitého na methan. Paliva 2015, 7, 7–12. [Google Scholar] [CrossRef]
- Huang, Z.; Lu, L.; Jiang, D.; Xing, D.; Ren, Z. Electrochemical hythane production for renewable energy storage and biogas upgrading. Appl. Energy 2017, 187, 595–600. [Google Scholar] [CrossRef] [Green Version]
- Kan, T.; Strezov, V.; Evans, T.J. Lignocellulosic biomass pyrolysis: A review of product properties and effects of pyrolysis parameters. Renew. Sustain. Energy Rev. 2016, 57, 1126–1140. [Google Scholar] [CrossRef]
- Straka, P.; Bičáková, O.; Čimová, N. Low-temperature treatment of waste PET. Paliva 2021, 13, 1–9. [Google Scholar] [CrossRef]
- Hlinčík, T. Production of Synthetic Natural Gas by Catalytic Hydrogenation of Carbon Dioxide. Habilitation Thesis, University of Chemistry and Technology Prague, Praha, Czech Republic, 2018. [Google Scholar]
- Zhang, L.; Bao, Z.; Xia, S.; Lu, Q.; Walters, K.B. Catalytic Pyrolysis of Biomass and Polymer Wastes. Catalysts 2018, 8, 659. [Google Scholar] [CrossRef] [Green Version]
- Straka, P.; Žežulka, V. Linear structures of Nd-Fe-B magnets: Simulation, design and implementation in mineral processing—A review. Miner. Eng. 2019, 143, 105900. [Google Scholar] [CrossRef]
- Šnajdrová, V.; Hlinčík, T.; Jílková, L.; Vrbová, V.; Ciahotný, K. The synthesis of the catalysts for the methanation reaction. Paliva 2017, 9, 99–104. [Google Scholar] [CrossRef]
- Ripberger, G.D.; Jones, J.R.; Paterson, A.T.; Kirwan, C. Effect of autogenous pressure on volatile pyrolysis products. Fuel 2018, 225, 80–88. [Google Scholar] [CrossRef]
- Baraj, E.; Vagaský, S.; Hlinčík, T.; Ciahotný, K.; Tekáč, V. Reaction mechanisms of carbon dioxide methanation. Chem. Pap. 2016, 70, 395–403. [Google Scholar] [CrossRef]
- Choe, S.J.; Kang, H.-J.; Kim, S.-J.; Park, S.-B.; Park, D.-H.; Huh, D.-S. Adsorbed Carbon Formation and Carbon Hydrogenation for CO2 Methanation on the Ni(111) Surface ASED-MO Study. Bull. Korean Chem. Soc. 2005, 26, 1682–1688. [Google Scholar]
- Jacquemin, M.; Beuls, A.; Ruiz, P. Catalytic production of methane from CO2 and H2 at low temperature: Insight on the reaction mechanism. Catal. Today 2010, 157, 462–466. [Google Scholar] [CrossRef]
- Wei, W.; Jinlong, G. Methanation of carbon dioxide: An overview. Front. Chem. Sci. Eng. 2010, 5, 2–10. [Google Scholar] [CrossRef]
- CRC. Handbook of Chemistry and Physics, 89th ed.; Lide, D.R., Ed.; Electrochemical Series; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Jaffar, M.M.; Nahil, M.A.; Williams, P.T. Methane Production from the Pyrolysis–Catalytic Hydrogenation of Waste Biomass: Influence of Process Conditions and Catalyst Type. Energy Fuels 2019, 33, 7443–7457. [Google Scholar] [CrossRef]
Figure 1.
Pressure reactor. Outer part (500 cm3) is filled with catalyst and fitted with gas-sampling valve (GSV) and a cooled, calibrated glass vessel at the bottom of the reactor (L) for liquid product collection. Inner part (90 cm3) is suspended inside the outer reactor part and contains the sample and Raney nickel layer. PS—pressure sensor, MCP—measuring control panel; hatched areas—electric vertical oven; black dots: thermocouple for measuring the temperature in the center of the sample, control thermocouple and thermocouple measuring the gas temperature.
Figure 1.
Pressure reactor. Outer part (500 cm3) is filled with catalyst and fitted with gas-sampling valve (GSV) and a cooled, calibrated glass vessel at the bottom of the reactor (L) for liquid product collection. Inner part (90 cm3) is suspended inside the outer reactor part and contains the sample and Raney nickel layer. PS—pressure sensor, MCP—measuring control panel; hatched areas—electric vertical oven; black dots: thermocouple for measuring the temperature in the center of the sample, control thermocouple and thermocouple measuring the gas temperature.

Figure 2.
The dependence of the catalyst efficiency on the standard reduction potential of the influencing catalytic metal. Blue line—initial biomass: birch shavings; red line—initial biomass: ground apricot stones.
Figure 2.
The dependence of the catalyst efficiency on the standard reduction potential of the influencing catalytic metal. Blue line—initial biomass: birch shavings; red line—initial biomass: ground apricot stones.

Figure 3.
Methane and CO2 content in the resulting hythane gas for Ni, NiCo and NiMo catalysts. Dark blue—CH4 in the case of birch shavings; light blue—CH4 in the case of ground apricot stones; dark yellow—CO2 in the case of birch shavings; light yellow—CO2 in the case of ground apricot stones.
Figure 3.
Methane and CO2 content in the resulting hythane gas for Ni, NiCo and NiMo catalysts. Dark blue—CH4 in the case of birch shavings; light blue—CH4 in the case of ground apricot stones; dark yellow—CO2 in the case of birch shavings; light yellow—CO2 in the case of ground apricot stones.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Proximate and ultimate analyses of the birch wood shavings (BWS) and apricot stones (AS) used (as received, wt.%). VM—volatile matter, FC—fixed carbon; HHV—higher heating value, LHV—lower heating value (both MJ/kg).
Table 1.
Proximate and ultimate analyses of the birch wood shavings (BWS) and apricot stones (AS) used (as received, wt.%). VM—volatile matter, FC—fixed carbon; HHV—higher heating value, LHV—lower heating value (both MJ/kg).
| Water | Ash | VM | FC | H | C | Sorg | N | O | HHV | LHV | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| BSW | 7.54 | 7.38 | 69.05 | 16.03 | 5.55 | 44.80 | 0.38 | 0.65 | 33.70 | 18.11 | 16.71 |
| AS | 4.87 | 2.30 | 81.53 | 11.30 | 7.78 | 56.08 | 0.17 | 6.63 | 22.17 | 25.03 | 23.21 |
Table 2.
Basic properties of used catalysts.
| Catalyst | Metal Crystallite Size (nm, XRD) | Alumina Crystallite Size (nm, XRD) | Internal Surface (m2/g, BET) | Resulting Metal Content (wt.%, XRF) |
|---|---|---|---|---|
| Ni/γ-Al2O3 | 8 | 5 | 108 | 49 (Ni) |
| NiCo/γ-Al2O3 | 13 | 5 | 105 | 31.5 (Ni), 22 (Co) |
| NiMo/γ-Al2O3 | 13 | 5 | 102 | 26 (Ni), 33 (Mo) |
Table 3.
Mass balance of catalyzed pressure pyrolysis of birch shavings (wt.%).
| Catalyst | Char | Water | Gas |
|---|---|---|---|
| Ni/Al2O3 | 47.95 | 17.47 | 34.58 |
| NiCo/Al2O3 | 43.50 | 29.84 | 26.66 |
| NiMo/Al2O3 | 47.41 | 25.41 | 27.18 |
Table 4.
Mass balance of catalyzed pressure pyrolysis of apricot stones (wt.%).
| Catalyst | Char | Water | Gas |
|---|---|---|---|
| Ni/Al2O3 | 37.09 | 26.65 | 36.26 |
| NiCo/Al2O3 | 39.29 | 31.42 | 29.29 |
| NiMo/Al2O3 | 44.64 | 29.77 | 25.59 |
Table 5.
Composition of the resulting gas from catalyzed pressure pyrolysis of birch shavings (vol.%). HHV—higher heating value, LHV—lower heating value (both MJ/kg), S—gas density (kg/m3).
Table 5.
Composition of the resulting gas from catalyzed pressure pyrolysis of birch shavings (vol.%). HHV—higher heating value, LHV—lower heating value (both MJ/kg), S—gas density (kg/m3).
| Catalyst | CH4 | H2 | C2–C5 | N2,r | CO | CO2 | H2S | HHV | LHV | S |
|---|---|---|---|---|---|---|---|---|---|---|
| Ni/Al2O3 | 57.14 | 22.58 | 0.27 | 0.35 | 0.06 | 19.53 | 0.08 | 25.92 | 23.21 | 0.827 |
| NiCo/Al2O3 | 69.56 | 9.93 | 0.28 | 0.70 | 0.00 | 19.40 | 0.13 | 29.20 | 26.32 | 0.907 |
| NiMo/Al2O3 | 44.36 | 26.97 | 0.41 | 0.32 | 0.32 | 27.52 | 0.10 | 21.54 | 19.24 | 0.904 |
Table 6.
Composition of the resulting gas from catalyzed pressure pyrolysis of apricot stones (vol.%). HHV—higher heating value, LHV—lower heating value (both MJ/kg), S—gas density (kg/m3).
Table 6.
Composition of the resulting gas from catalyzed pressure pyrolysis of apricot stones (vol.%). HHV—higher heating value, LHV—lower heating value (both MJ/kg), S—gas density (kg/m3).
| Catalyst | CH4 | H2 | C2–C5 | N2,r | CO | CO2 | H2S | HHV | LHV | S |
|---|---|---|---|---|---|---|---|---|---|---|
| Ni/Al2O3 | 57.34 | 21.02 | 0.10 | 0.17 | 0.60 | 20.74 | 0.03 | 25.70 | 23.03 | 0.852 |
| NiCo/Al2O3 | 60.78 | 19.67 | 0.38 | 1.51 | 0.36 | 17.17 | 0.13 | 23.18 | 20.77 | 0.951 |
| NiMo/Al2O3 | 46.89 | 27.45 | 1.04 | 0.26 | 0.31 | 23.64 | 0.41 | 23.23 | 20.76 | 0.859 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Straka, P.; Bičáková, O.; Hlinčík, T. A Comparison of the Efficiency of Catalysts Based on Ni, Ni-Co and Ni-Mo in Pressure Pyrolysis of Biomass Leading to Hythane. Catalysts 2021, 11, 1480. https://doi.org/10.3390/catal11121480
AMA Style
Straka P, Bičáková O, Hlinčík T. A Comparison of the Efficiency of Catalysts Based on Ni, Ni-Co and Ni-Mo in Pressure Pyrolysis of Biomass Leading to Hythane. Catalysts. 2021; 11(12):1480. https://doi.org/10.3390/catal11121480
Chicago/Turabian StyleStraka, Pavel, Olga Bičáková, and Tomáš Hlinčík. 2021. "A Comparison of the Efficiency of Catalysts Based on Ni, Ni-Co and Ni-Mo in Pressure Pyrolysis of Biomass Leading to Hythane" Catalysts 11, no. 12: 1480. https://doi.org/10.3390/catal11121480
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.