
Creep Resistance of S304H Austenitic Steel Processed by High-Pressure Sliding

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
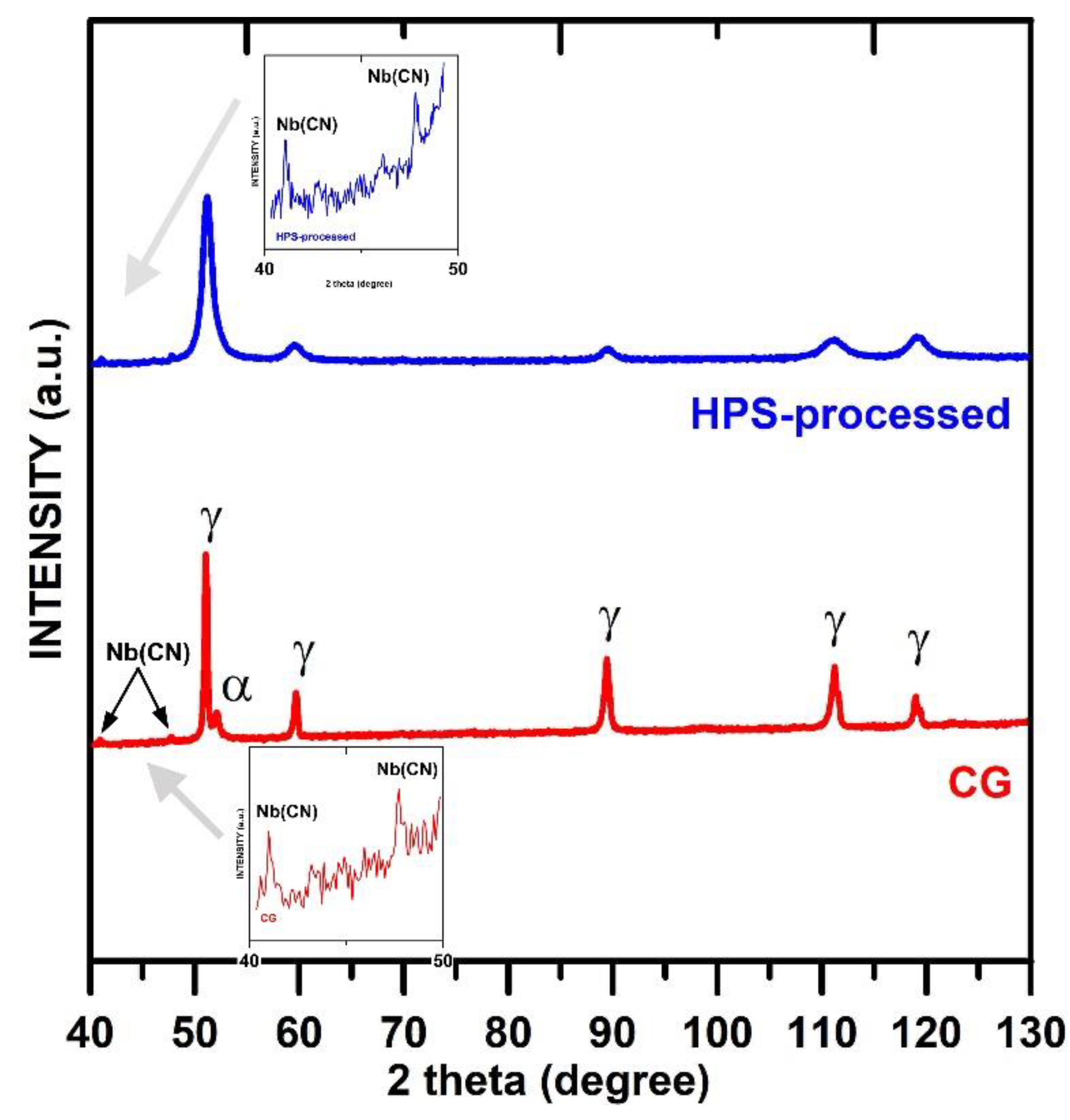
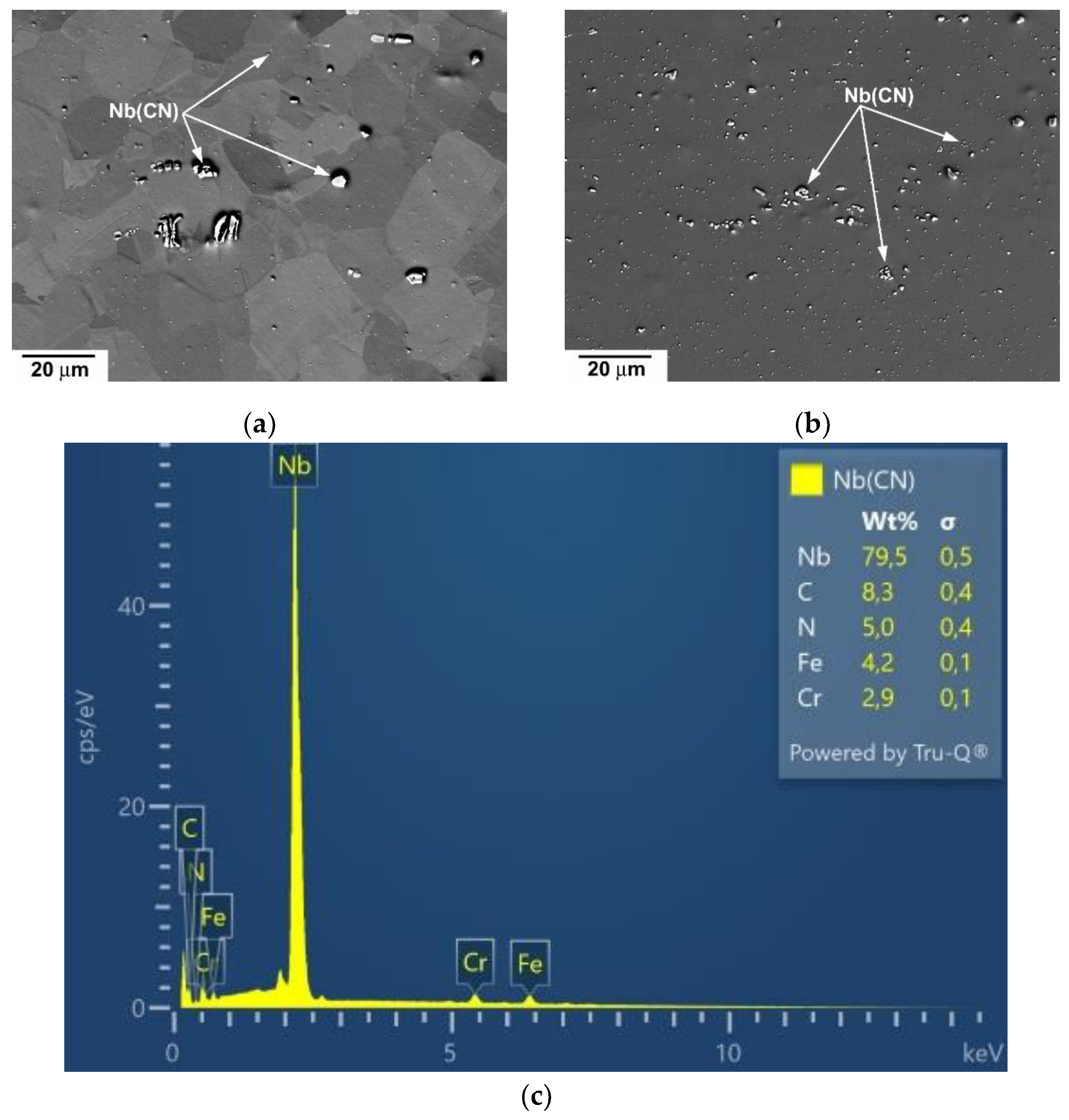
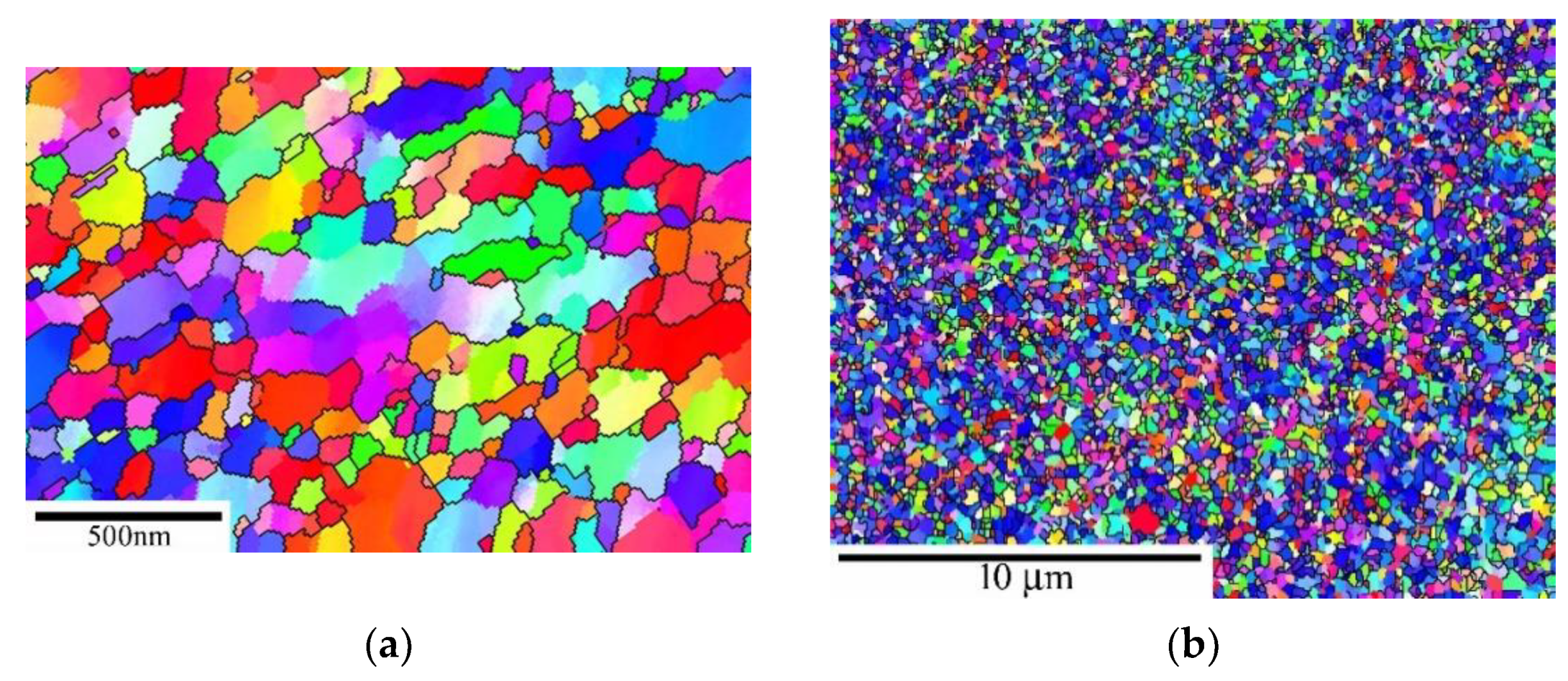
3.1. Effect of HPS on Microstructure of S304H
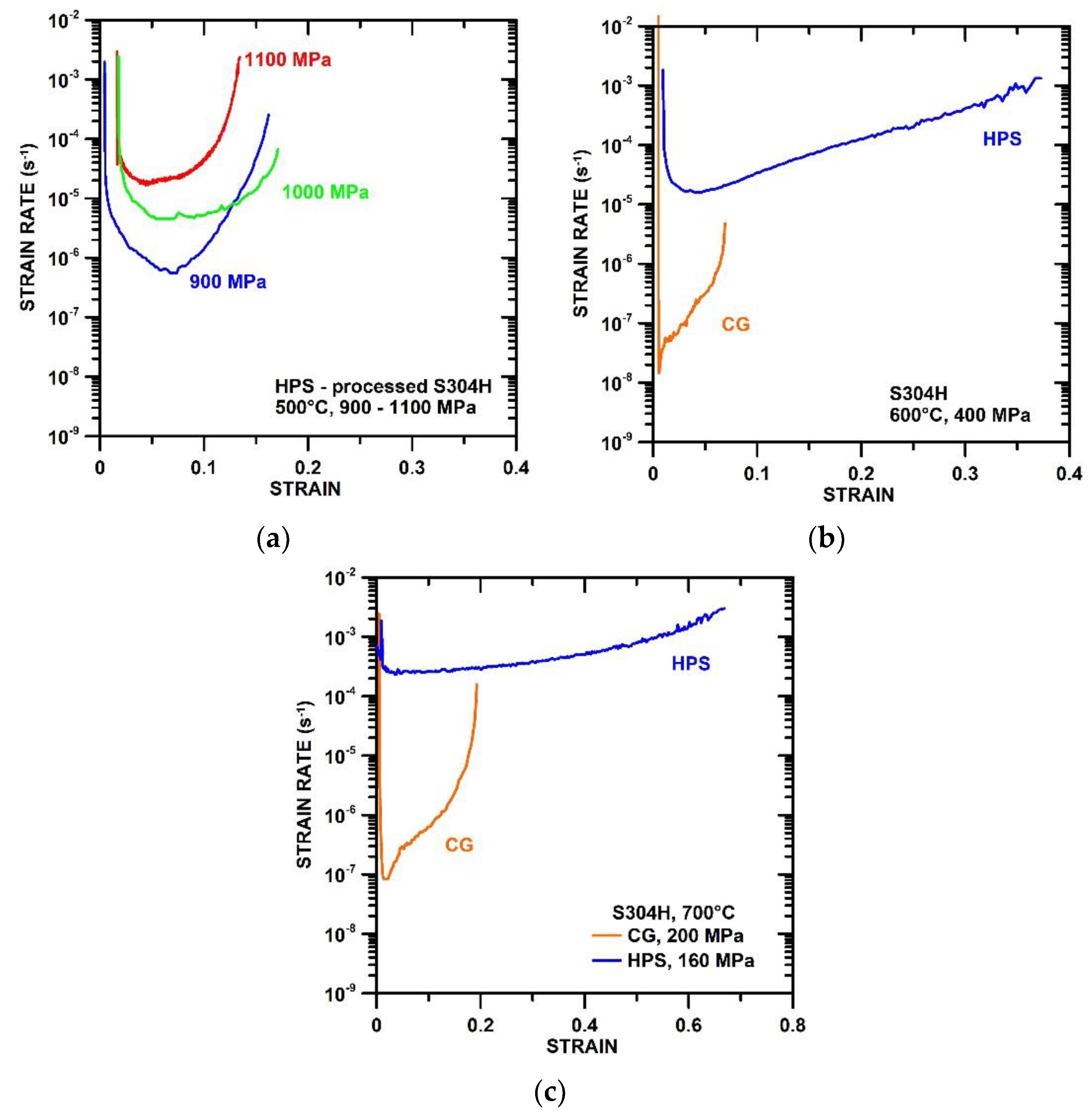
3.2. Ductility and Creep Resistance of CG and HPS-Processed S304H States
3.3. Stress Dependences of Minimum Creep Rates for CG and HPS-Processed States
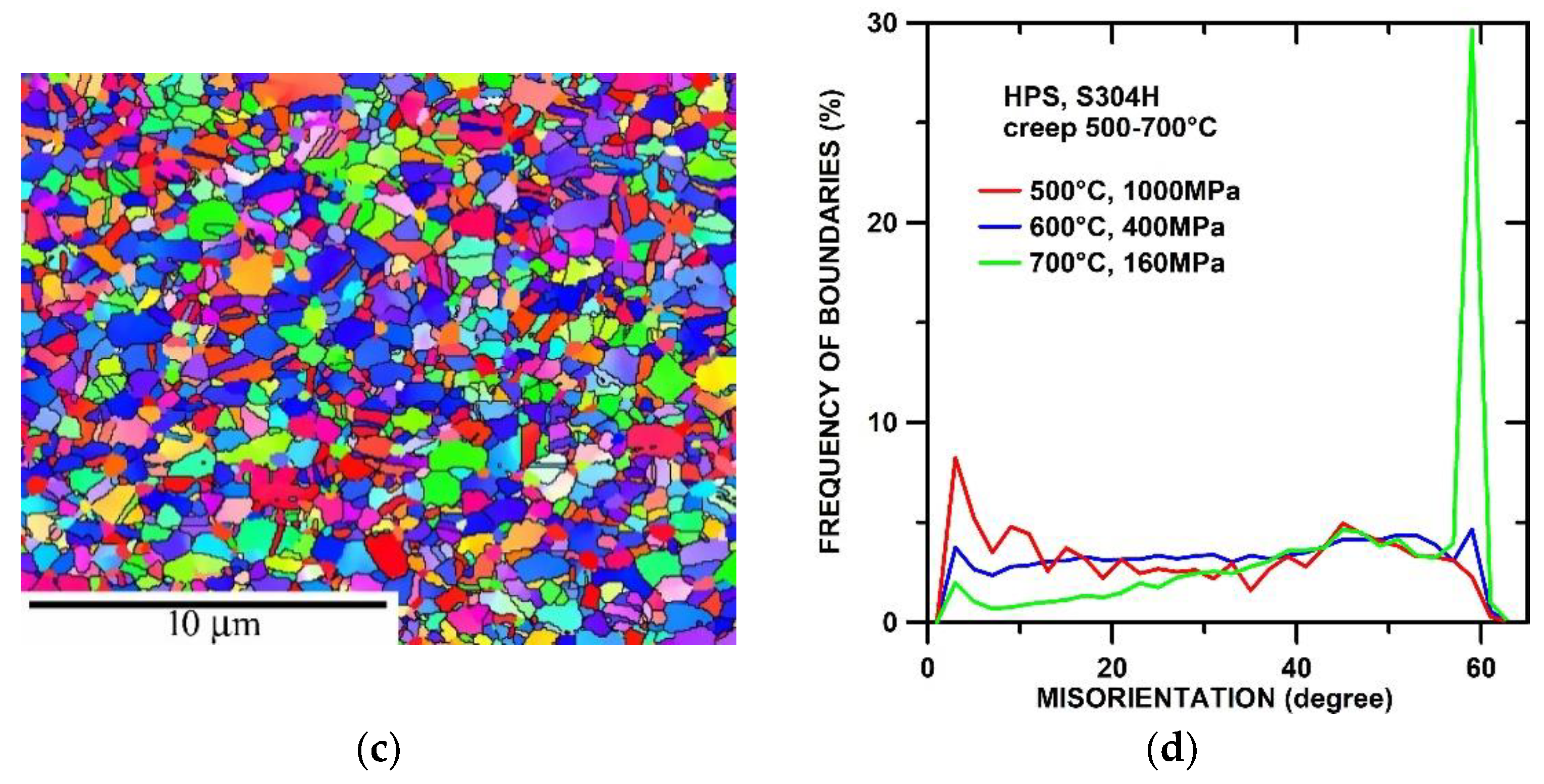
3.4. Microstructure of HPS-Processed S304H Steel after Creep Testing
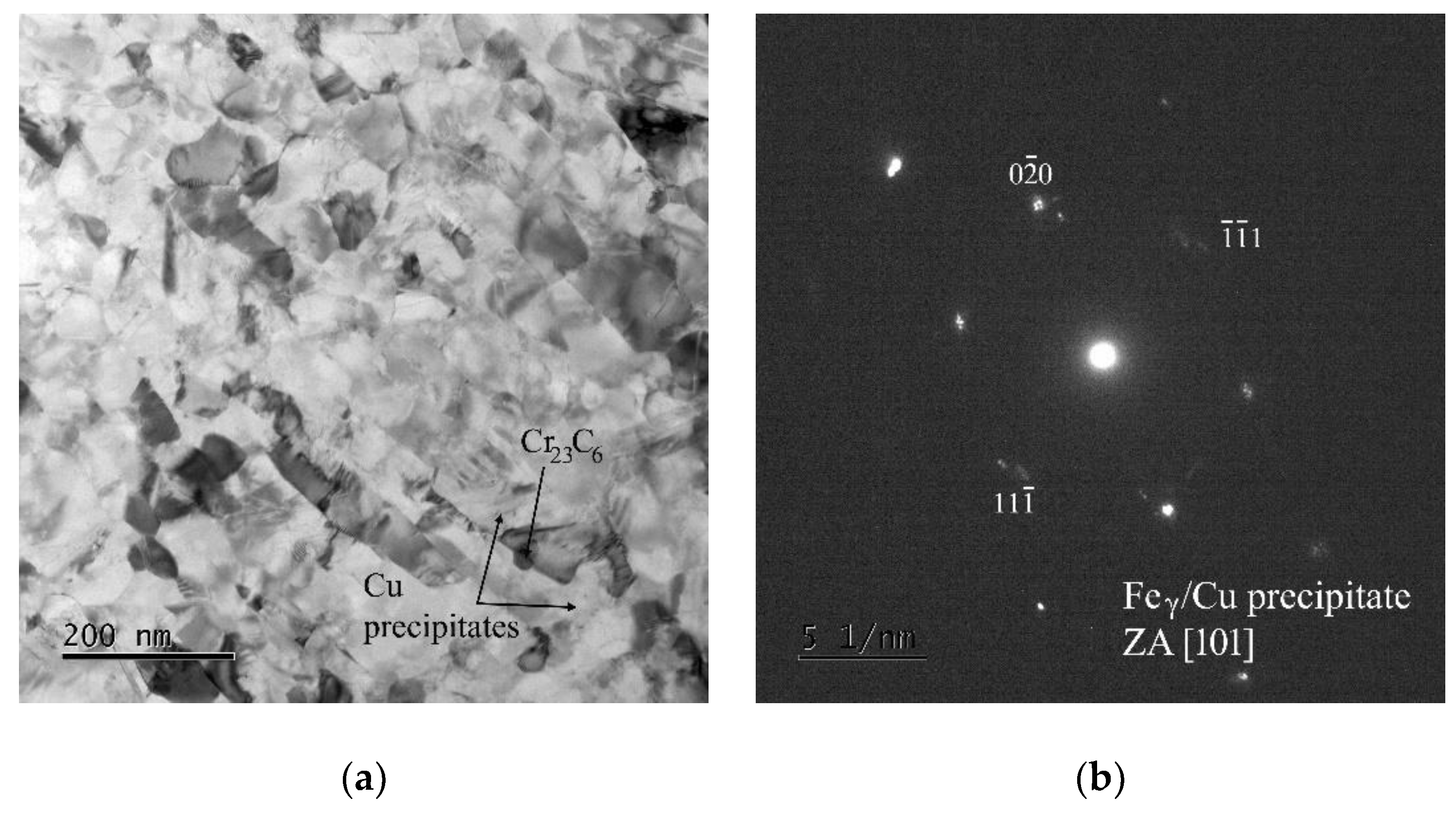
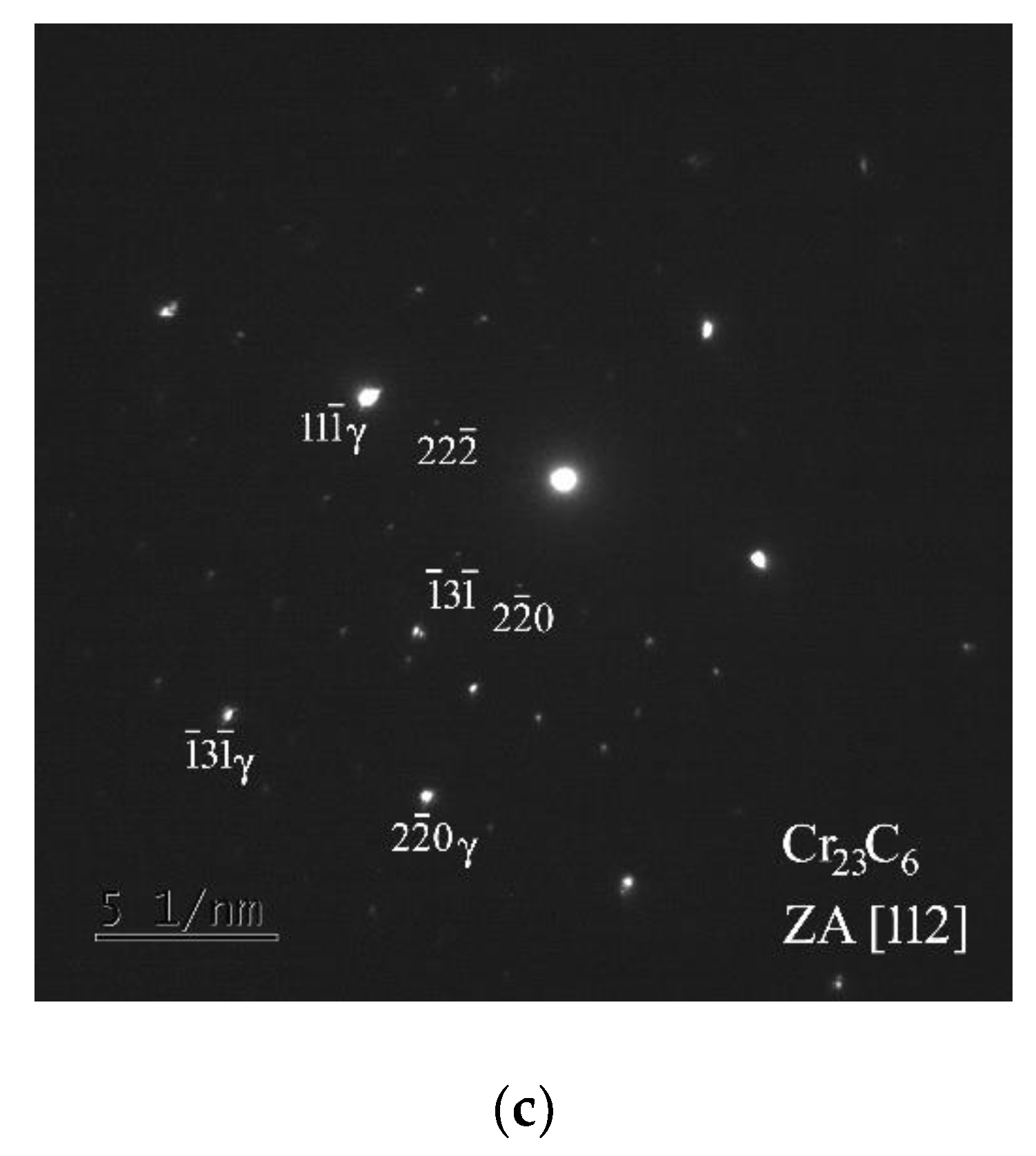
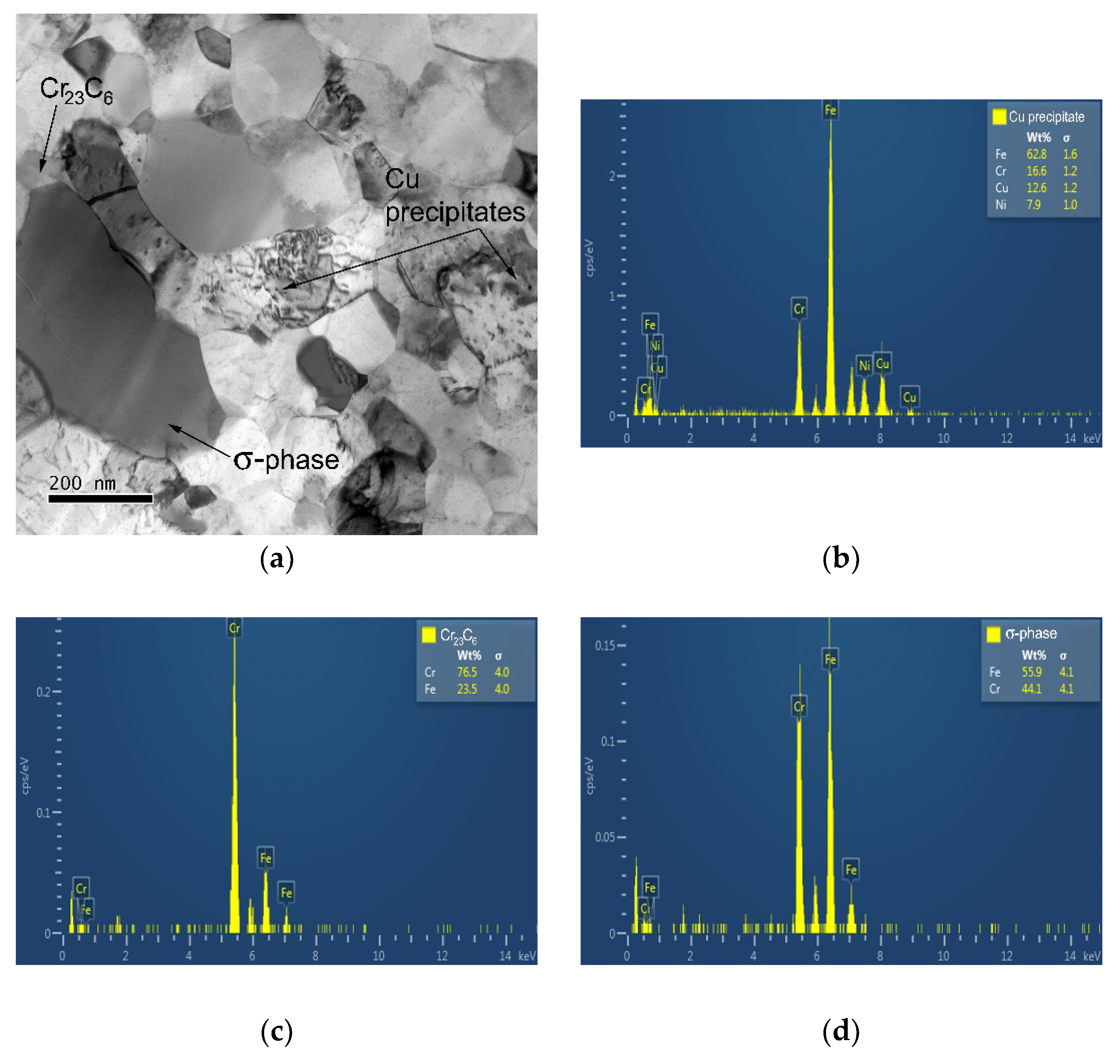
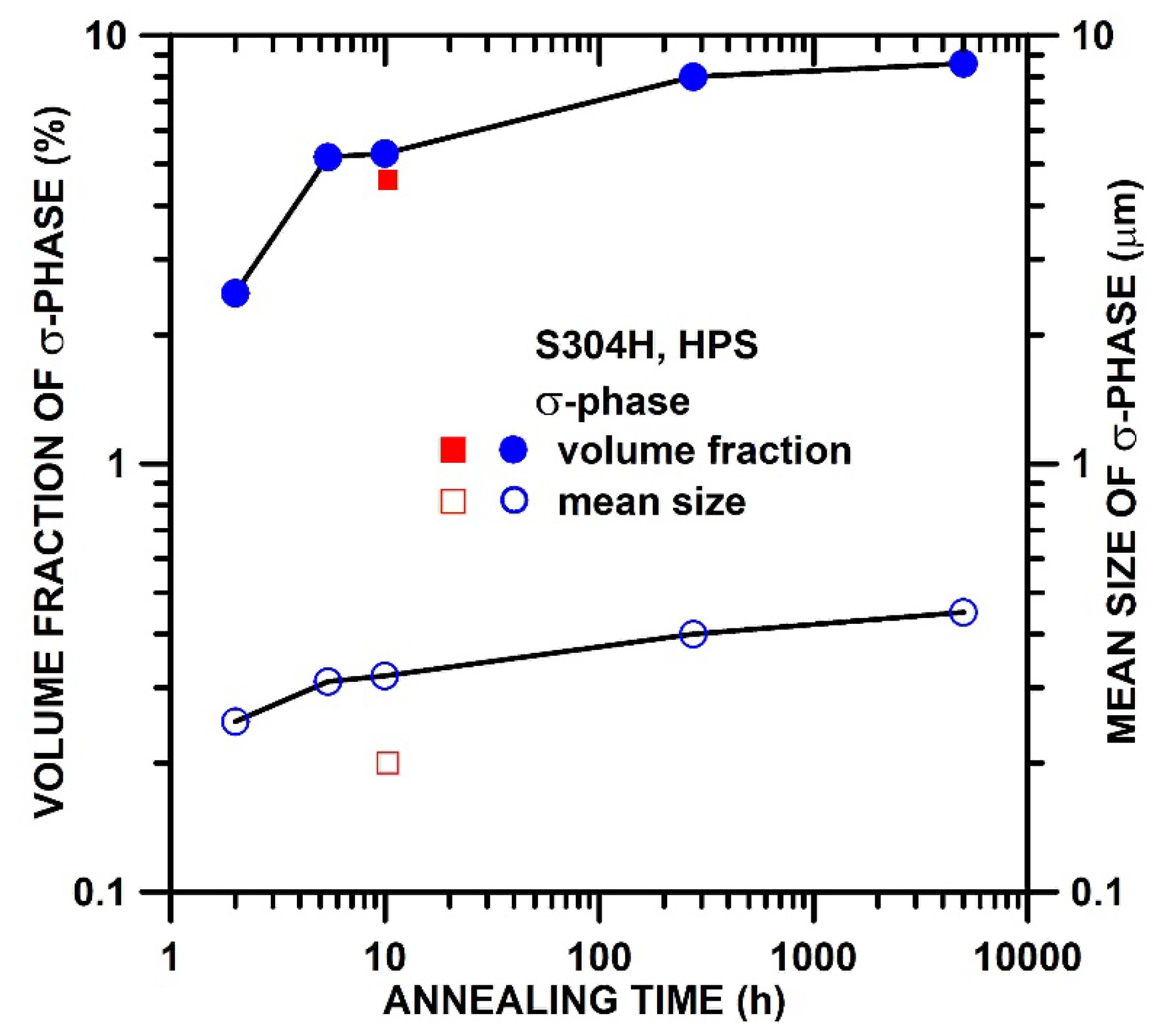
3.5. Formation of Precipitates in HPS-Processed S304H Steel during Creep Testing
4. Discussion
5. Conclusions
- HPS-processed S304H steel exhibits markedly high creep strength at 500 °C. However, the creep strength of the HPS-processed state decreases at creep temperatures of 600 °C and 700 °C compared to the CG state.
- The creep strength of HPS-processed steel is associated with the coarsening of SPD-processed microstructure and the formation of very fine precipitates. The coarsening of precipitates, recrystallization, and grain growth leads to the reduction in creep strength of the HPS-processed state.
- In the HPS-processed S304H steel, the fast formation of σ-phase was observed. The σ-phase was formed during slight grain coarsening at 600 °C and its formation was enhanced after recrystallization at 700 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Viswanathan, R.; Bakker, W. Materials for ultrasupercritical coal power plants-boiler materials: Part 1. J. Mater. Eng. Perform. 2001, 10, 81–95. [Google Scholar] [CrossRef]
- Abe, F.; Kern, T.-U.; Viswanathan, R. Creep-Resistant Steels; Woodhead Publishing: Cambridge, UK, 2008; ISBN 978-1-84569-178-3. [Google Scholar]
- Iseda, A.; Okada, H.; Semba, H.; Igarashi, M. Long term creep properties and microstructure of SUPER304H, TP347HFG and HR3C for A-USC boilers. Energy Mater. 2007, 2, 199–206. [Google Scholar] [CrossRef]
- Abe, F. Stress to produce a minimum creep rate of 10−5%/h and stress to cause rupture at 10-5h for ferritic and austentic steels and superalloys. Int. J. Press. Vessel. Pip. 2008, 85, 99–107. [Google Scholar] [CrossRef]
- Peng, X.; Yan, J.; Zhou, Y.; Wang, F. Effect of grain refinement on the resistance of 304 stainless steel to breakaway oxidation in wet air. Acta Mater. 2005, 53, 5079–5088. [Google Scholar] [CrossRef]
- Zielinski, A. Structure and properties of Super 304H steel for pressure elements of boilers with ultra-supercritical parameters. J. Achiev. Mater. Manuf. Eng. 2012, 55, 403–409. [Google Scholar]
- Marshall, P. Austenitic Stainless Steels: Microstructure and Mechanical Properties; Elsevier: London, UK, 1984. [Google Scholar]
- Ishibashi, R.; Arakawa, H.; Abe, T.; Aono, Y. Tensile properties of austenitic steels with grain refinement by mechanical milling. ISIJ Int. 2000, 40, 169–173. [Google Scholar] [CrossRef] [Green Version]
- Shakhova, I.; Belyakov, A.; Yanushkevich, Z.; Tsuzaki, K.; Kaibyshev, R. On strengthening of austenitic stainless steel by large strain cold working. ISIJ Int. 2016, 56, 1289–1296. [Google Scholar] [CrossRef] [Green Version]
- Tikhonova, M.; Kuzminova, Y.; Belyakov, A.; Kaibyshev, R. Nanocrystalline S304H austenitic stainless steel processed by multiple forging. Rev. Adv. Mater. Sci. 2012, 31, 68–73. [Google Scholar]
- Mazilkin, A.; Straumal, B.; Kilmametov, A.; Straumal, P.; Baretzky, B. Phase transformations induced by severe plastic deformation. Mater. Trans. 2019, 60, 1489–1499. [Google Scholar] [CrossRef] [Green Version]
- Straumal, B.B.; Kilmametov, A.R.; Korneva, A.; Mazilkin, A.A.; Straumal, P.B.; Zięba, P.; Baretzky, B. Phase transitions in Cu-based alloys under high pressure torsion. J. Alloy. Compd. 2017, 707, 20–26. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametova, A.R.; López, G.A.; López-Ferreño, I.; Nó, M.L.; San Juan, J.; Hahn, H.; Baretzky, B. High-pressure torsion driven phase transformations in Cu–Al–Ni shape memory alloys. Acta Mater. 2017, 125, 274–285. [Google Scholar] [CrossRef]
- Gubicza, J.; El-Tahawy, M.; Huang, Y.; Choi, H.; Choe, H.; Lábár, J.L.; Langdon, T.G. Microstructure, phase composition and hardness evolution in 316L stainless steel processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 657, 215–223. [Google Scholar] [CrossRef] [Green Version]
- Belyakov, A.; Odnobokova, M.; Shakhova, I.; Kaibyshev, R. Regularities of microstructure evolution and strengthening mechanisms of austenitic stainless steels subjected to large strain cold working. Mater. Sci. Forum 2016, 879, 224–229. [Google Scholar]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kvapilova, M.; Svobodova, M. Effect of ultrafine-grained microstructure on creep behaviour in 304L austenitic steel. Mater. Sci. Eng. A 2020, 785, 139383. [Google Scholar] [CrossRef]
- Forouzan, F.; Najafizadeh, A.; Kermanpur, A.; Hedayati, A.; Surkialiabad, R. Production of nano/submicron grained AISI 304L stainless steel through the martensite reversion process. Mater. Sci. Eng. A 2010, 527, 7334–7339. [Google Scholar] [CrossRef]
- Yagodzinskyy, Y.; Pimenoff, J.; Tarasenko, O.; Romu, J.; Nenonen, P.; Hänninen, H. Grain refinement processes for superplastic forming of AISI 304 and 304L austenitic stainless steels. Mater. Sci. Technol. 2004, 20, 925–929. [Google Scholar] [CrossRef]
- Chen, X.H.; Lu, J.; Lu, L.; Lu, K. Tensile properties of a nanocrystalline 316L austenitic stainless steel. Scr. Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Abramova, M.M.; Enikeev, N.A.; Valiev, R.Z.; Etienne, A.; Radiguet, B.; Ivanisenko, Y.; Sauvage, X. Grain boundary segregation induced strengthening of an ultrafine-grained austenitic stainless steel. Mater. Lett. 2014, 136, 349–352. [Google Scholar] [CrossRef]
- Nam, K.; He, Y.; Shin, K. Microstructural evolution of Super304H upon ultrasonic shot peening and subsequent annealing. J. Nanosci. Nanotechnol. 2018, 18, 6274–6277. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Rapid formation of the sigma phase in 304 stainless steel during friction stir welding. Scr. Mater. 2003, 49, 1175–1180. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, J.; Gao, Y. An insight into oversaturated deformation-induced sigma precipitation in Super304H austenitic stainless steel. Mater. Des. 2019, 181, 108056. [Google Scholar] [CrossRef]
- Horváth, J.; Král, P.; Janovec, J. The effect of σ-phase formation on long-term durability of welding joints in SUPER 304H steels. Acta Phys. Pol. A 2016, 130, 960–962. [Google Scholar] [CrossRef]
- Fujioka, T.; Horita, Z. Development of High-Pressure Sliding Process for Microstructural Refinement of Rectangular Metallic Sheets. Mater. Trans. 2009, 50, 930–933. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, K.; Ashida, M.; Masuda, T.; Kral, P.; Takizawa, Y.; Yumoto, M.; Otagiri, Y.; Sklenicka, V.; Hanawa, T.; Horita, Z. Production of superplastic Ti–6Al–7Nb alloy using high-pressure sliding process. Mater. Trans. 2019, 60, 1785–1791. [Google Scholar] [CrossRef] [Green Version]
- Keller, R.R.; Geiss, R.H. Transmission EBSD from 10 nm domains in a scanning electron microscope. J. Microsc. 2012, 245, 245–251. [Google Scholar] [CrossRef]
- Sano, N.; Hasegawa, Y.; Hono, K.; Jo, H.; Hirano, K.; Pickering, H.; Sakurai, T. Precipitation process of Al-Sc alloys. J. Phys. Colloq. 1987, 48, 337–342. [Google Scholar] [CrossRef]
- Bai, J.W.; Liu, P.P.; Zhu, Y.M.; Li, X.M.; Chi, C.Y.; Yu, H.Y.; Xie, X.S.; Zhan, Q. Coherent precipitation of copper in Super304H austenite steel. Mater. Sci. Eng. A 2013, 584, 57–62. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. Using ECAP to achieve grain refinement, precipitate fragmentation and high strain rate superplasticity in a spray-cast aluminum alloy. Acta Mater. 2003, 51, 6139–6149. [Google Scholar] [CrossRef]
- Szezygiel, P.; Roven, H.J.; Reiso, O. On the effect of SPD on recycled experimental aluminium alloys: Nanostructures, particle break-up and properties. Mater. Sci. Eng. A 2005, 410, 261–264. [Google Scholar] [CrossRef]
- Cabibbo, M.; Evangelista, E.; Vedani, M. Influence of severe plastic deformations on secondary phase precipitation in a 6082 Al-Mg-Si alloy. Metall. Mater. Trans. A 2005, 36, 1353–1364. [Google Scholar] [CrossRef]
- Cheng, S.; Zhao, Y.H.; Zhu, Y.T.; Ma, E. Optimizing the strength and ductility of fine structured 2024 Al alloy by nano-precipitation. Acta Mater. 2007, 55, 5822–5832. [Google Scholar] [CrossRef]
- Gubicza, J.; Schiller, I.; Chinh, N.Q.; Illy, J.; Horita, Z.; Langdon, T.G. The effect of severe plastic deformation on precipitation in supersaturated Al–Zn–Mg alloys. Mater. Sci. Eng. A 2007, 460–461, 77–85. [Google Scholar] [CrossRef]
- Singhal, L.K.; Bhargava, S.N.; Martin, J.W. The effect of plastic deformation on the formation of sigma phase in an austenitic stainless steel. Metallography 1972, 5, 31–39. [Google Scholar] [CrossRef]
- Abe, F.; Araki, H.; Noda, T. Discontinuous precipitation of σ-phase during recrystallisation in cold rolled Fe–10Cr–30Mn austenite. Mater. Sci. Technol. 1988, 4, 885–893. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic materials. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Sauvage, X.; Wilde, G.; Divinski, S.V.; Horita, Z.; Valiev, R.Z. Grain boundaries in ultrafine grained materials processed by severe plastic deformation and related phenomena. Mater. Sci. Eng. A 2012, 540, 1–12. [Google Scholar] [CrossRef] [Green Version]
- El-Tahawy, M.; Pereira, P.H.R.; Huang, Y.; Park, H.; Choe, H.; Langdon, T.G.; Gubicza, J. Exceptionally high strength and good ductility in an ultrafine-grained 316L steel processed by severe plastic deformation and subsequent annealing. Mater. Lett. 2018, 540, 240–242. [Google Scholar] [CrossRef] [Green Version]
- Maruyama, K.; Sawada, K.; Koike, J. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Langdon, T.G. The characteristics of creep in metallic materials processed by severe plastic deformation. Mater. Trans. 2019, 60, 1506–1517. [Google Scholar] [CrossRef] [Green Version]
- Sklenicka, V.; Dvorak, J.; Kral, P.; Stonawska, Z.; Svoboda, M. Creep processes in pure aluminium processed by equal-channel angular pressing. Mater. Sci. Eng. A 2005, 410–411, 408–412. [Google Scholar] [CrossRef]
- Blum, W.; Zeng, X.H. A simple dislocation model of deformation resistance of ultrafine-grained materials explaining Hall–Petch strengthening and enhanced strain rate sensitivity. Acta Mater. 2009, 57, 1966–1974. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. The effect of ultrafine-grained microstructure on creep behaviour of 9% Cr steel. Materials 2018, 11, 787. [Google Scholar] [CrossRef] [Green Version]
- Wilde, G.; Divinski, S. Grain Boundaries and Diffusion Phenomena in Severely Deformed Materials. Mater. Trans. 2019, 60, 1302–1315. [Google Scholar] [CrossRef] [Green Version]
- Divinski, S.V.; Reglitz, G.; Rösner, H.; Estrin, Y.; Wilde, G. Ultra-fast diffusion channels in pure Ni severely deformed by equal-channel angular pressing. Acta Mater. 2011, 59, 1974–1985. [Google Scholar] [CrossRef]
- Valiev, R.Z. Structure and mechanical properties of ultrafine-grained metals. Mater. Sci. Eng. A 1997, 234–236, 59–66. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Cu | Nb | N |
|---|---|---|---|---|---|
| wt.% | 18 ± 0.38 | 15.5 ± 0.42 | 3 ± 0.26 | 0.4 ± 0.05 | 0.2 ± 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kral, P.; Dvorak, J.; Sklenicka, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kral, L.; Kvapilova, M.; Roupcová, P.; Horvath, J. Creep Resistance of S304H Austenitic Steel Processed by High-Pressure Sliding. Materials 2022, 15, 331. https://doi.org/10.3390/ma15010331
Kral P, Dvorak J, Sklenicka V, Horita Z, Takizawa Y, Tang Y, Kral L, Kvapilova M, Roupcová P, Horvath J. Creep Resistance of S304H Austenitic Steel Processed by High-Pressure Sliding. Materials. 2022; 15(1):331. https://doi.org/10.3390/ma15010331
Chicago/Turabian StyleKral, Petr, Jiri Dvorak, Vaclav Sklenicka, Zenji Horita, Yoichi Takizawa, Yongpeng Tang, Lubomir Kral, Marie Kvapilova, Pavla Roupcová, and Jakub Horvath. 2022. "Creep Resistance of S304H Austenitic Steel Processed by High-Pressure Sliding" Materials 15, no. 1: 331. https://doi.org/10.3390/ma15010331