Comparison of Lifetime of the PVD Coatings in Laboratory Dynamic Impact Test and Industrial Fine Blanking Process

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Sample Preparation and Testing
2.2. Comparison of Industrial Fine Blanking Process and Laboratory Dynamic Impact Test
3. Results
3.1. Tested Coatings
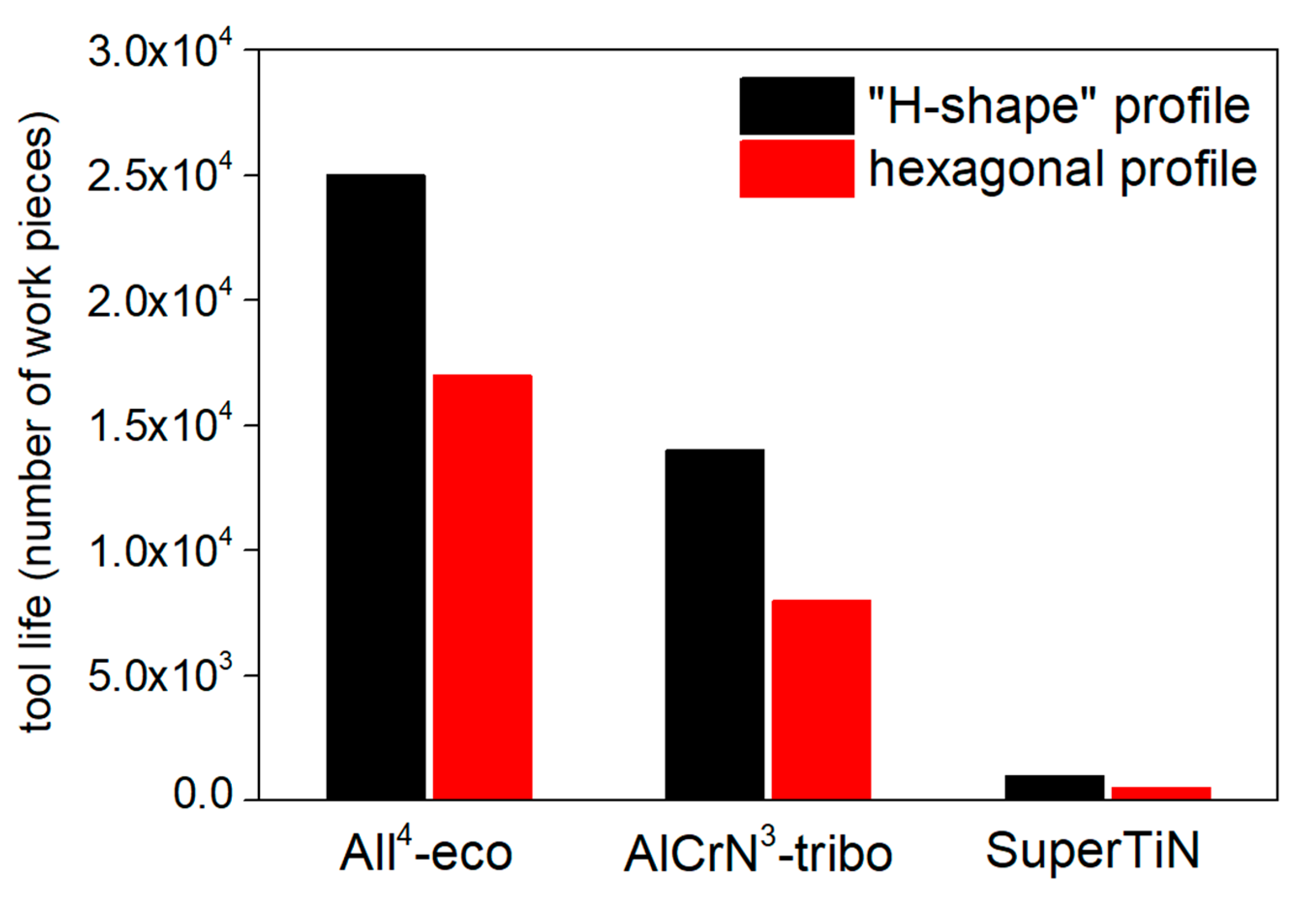
3.2. Industrial Fine Blanking Tests
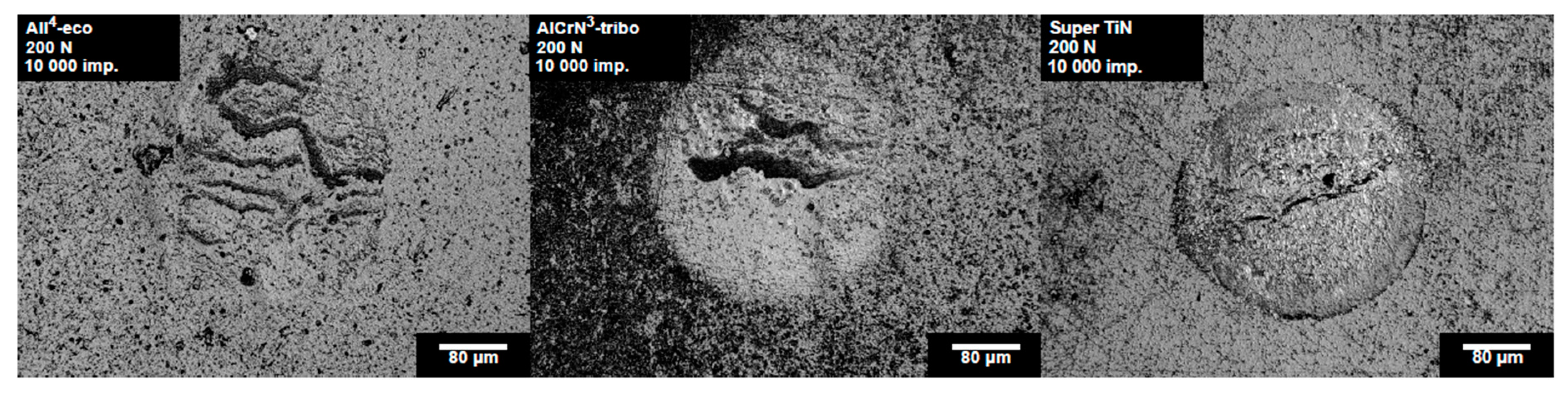
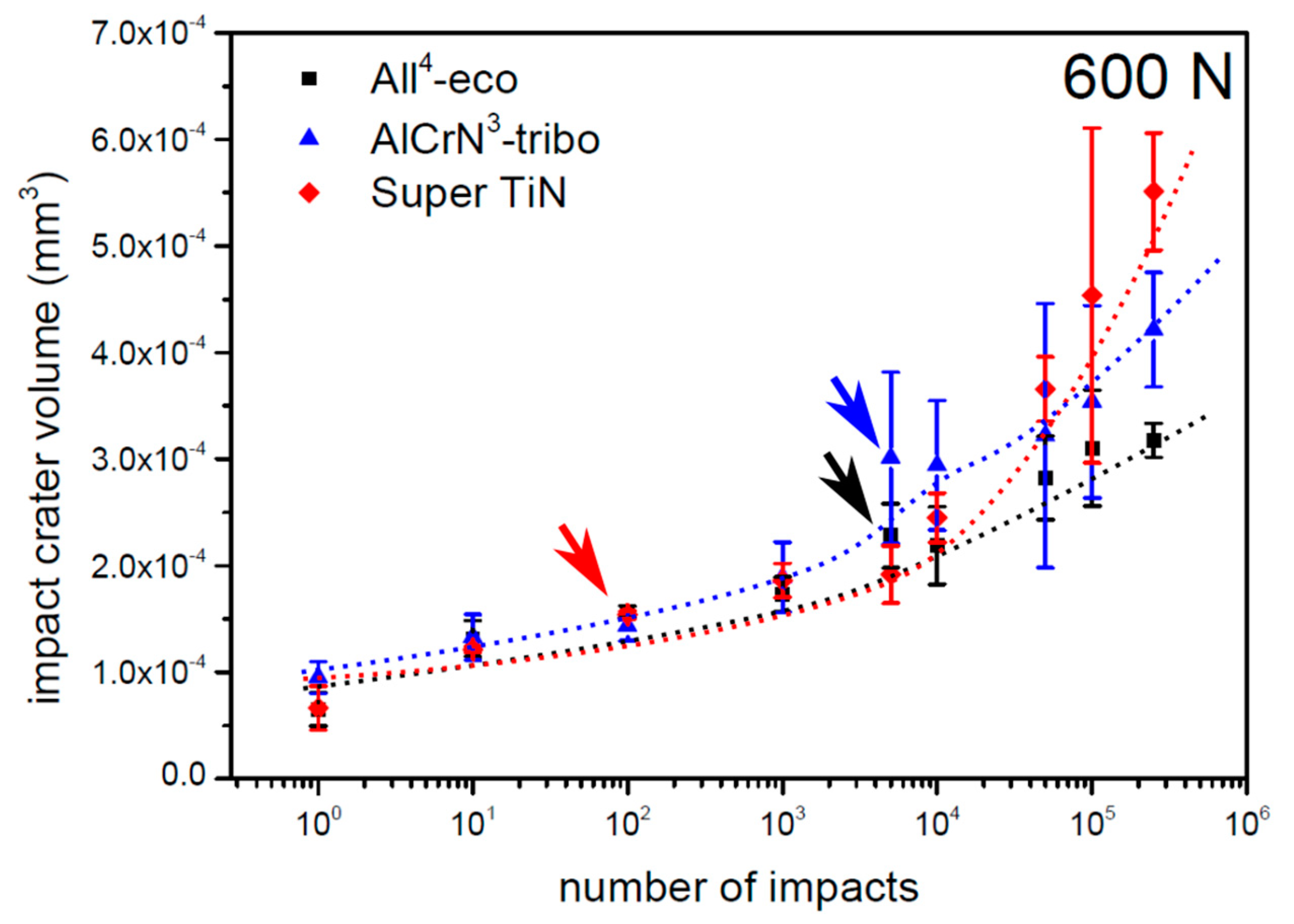
3.3. Laboratory Dynamic Impact Test
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lind, L.; Peetsalu, P.; Sergejev, F. Wear of different PVD coatings at industrial fine-blanking field tests. Mater. Sci. 2015, 21, 343–348. [Google Scholar] [CrossRef] [Green Version]
- Olsson, D.D.; Bay, N.; Andreasen, J.L. Analysis of Pick-Up Development in Punching. CIRP Ann. 2002, 51, 185–190. [Google Scholar] [CrossRef]
- Peetsalu, P.; Saarna, M.; Adoberg, E.; Kulper, E.; Lind, L.; Kulu, P. Evaluation of punch wear resistance during industrial test. Acta Metalurgica Slovaca Conf. 2010, 1, 105–110. [Google Scholar] [CrossRef] [Green Version]
- Sergejev, F.; Peetsalu, P.; Sivitski, A.; Saarna, M.; Adoberg, E. Surface fatigue and wear of PVD coated punches during the fine blanking operation. Eng. Fail. Anal. 2001, 18, 1689–1697. [Google Scholar] [CrossRef]
- Shim, K.H.; Lee, S.K.; Kang, B.S.; Hwang, S.M. Investigation of blanking of thin sheet metal using ductile fracture criterion and its experimental verification. J. Mater. Process. Technol. 2004, 155, 1935–1942. [Google Scholar] [CrossRef]
- Monteil, G.; Gréban, F.; Roizard, X. In situ punch wear measurement in a blanking tool by means of thin layer activation. Wear 2008, 265, 626–633. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Asimoakoupoulos, A.; Michailidis, N.; Kompogiannis, S.; Maliaris, G.; Giannopoulos, G.; Pavlidou, E.; Erkens, G. The inclined test, an efficient method to characterize coatings cohesion and adhesion properties. Thin Solid Films 2004, 469, 254–262. [Google Scholar] [CrossRef]
- Podgornik, B.; Sedlaček, M.; Čekada, M.; Jacobson, S.; Zajec, B. Impact of fracture toughness on surface properties of PVD coated cold work tool steel. Surf. Coat. Technol. 2015, 277, 144–150. [Google Scholar] [CrossRef]
- Bobzin, K.; Bagcivan, N.; Immich, P.; Warnke, C.; Klocke, F.; Zeppenfeld, C.; Mattfeld, P. Advancement of a nanolaminated TiHfN/CrN PVD tool coating by a nano-structured CrN top layer in interaction with a biodegradable lubricant for green metal forming. Surf. Coat. Technol. 2009, 203, 3184–3188. [Google Scholar] [CrossRef]
- Podgornik, B.; Zajec, B.; Bay, N.; Vižintin, J. Application of hard coatings for blanking and piercing tools. Wear 2011, 270, 850–856. [Google Scholar] [CrossRef]
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. 2010, 59, 760–780. [Google Scholar] [CrossRef] [Green Version]
- Lugscheider, E.; Bobzin, K.; Pinero, C.; Klocke, F.; Massmann, T. Development of superlattice (Ti,Hf,Cr)N coating for cold metal forming applications. Surf. Coat. Technol. 2004, 177, 616–622. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Knotek, O.; Bosserhoff, B.; Schrey, A.; Leyendecker, T.; Lemmer, O.; Esser, S. A new technique for testing the impact load of thin films: The coating impact test. Surf. Coat. Technol. 1992, 54, 102–107. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Vidakis, N.; Leyendecker, T.; Erkens, G.; Wenke, R. Determination of the fatigue properties of multilayered PVD coatings on various substrates, based on the impact test and its FEM simulation. Thin Solid Films 1997, 308, 315–322. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Sobota, J.; Grossman, J.; Buršíková, V.; Dupák, L.; Vyskočil, J. Evaluation of hardness, tribological behaviour and impact load of carbon-based hard composite coatings exposed to the influence of humidity. Diam. Rel. Mat. 2011, 20, 596–599. [Google Scholar] [CrossRef]
- Schey, J.A.; Shaw, M.C. Tribology in Metalworking: Friction, Lubrication, and Wear; American Society for Metals: Metals Park, OH, USA, 1983; p. 736. [Google Scholar]
- Klocke, F.; Massmann, T.; Gerschwiler, K. Combination of PVD tool coatings and biodegradable lubricants in metal forming and machining. Wear 2005, 259, 1197–1206. [Google Scholar] [CrossRef]
- Straffelini, G.; Bizzotto, G.; Zanon, V. Improving the wear resistance of tools for stamping. Wear 2010, 269, 693–697. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Michailidis, N.; Erkens, G. Thin hard coatings stress-strain curve determination through a FEM supported evaluation of nanoindentation test results. Surf. Coat. Technol. 2001, 142, 102–109. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.-D.; Kotsanis, T.; Charalampous, P.; Bouzakis, E.; Lemmer, O.; Bolz, S. Film thickness effect on mechanical properties and milling performance of nano-structured multilayer PVD coated tools. Surf. Coat. Technol. 2016, 307, 452–460. [Google Scholar] [CrossRef]
- Knotek, O.; Lugscheider, E.; Löffler, F.; Schrey, A.; Bosserhoff, B. Behaviour of CVD and PVD coatings under impact load. Surf. Coat. Technol. 1994, 68, 253–258. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Bantle, R.; Matthews, A. Dynamic impact wear of TiCxNy and Ti-DLC composite coatings. Wear 1995, 185, 151–157. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Daniel, J.; Souček, P.; Grossman, J.; Zábranský, L.; Bernátová, K.; Buršíková, V.; Fořt, T.; Vašina, P.; Sobota, J. Adhesion and dynamic impact wear of nanocomposite TiC-based coatings prepared by DCMS and HiPIMS. Int. J. Refract. Metals Hard Mater. 2020, 86, 105123. [Google Scholar] [CrossRef]
- Lugscheider, E.; Knotek, O.; Wolff, C.; Bärwulff, S. Structure and properties of PVD-coating by means of impact tester. Surf. Coat. Technol. 1999, 116, 141–146. [Google Scholar] [CrossRef]
- Bantle, R.; Matthews, A. Investigation into the impact wear behavior of ceramic coatings. Surf. Coat. Technol. 1995, 74–75, 857–868. [Google Scholar] [CrossRef]
- Zhu, X.; Dou, H.; Ban, Z.; Liu, Y.; He, J. Repeated impact test for characterization of hard coatings. Surf. Coat. Technol. 2007, 201, 5493–5497. [Google Scholar] [CrossRef]
- Engel, P.A. Impact Wear of Materials, 1st ed.; Elsevier Science Publishers: Amstredam,The Netherlandes, 1978; pp. 60–88. [Google Scholar]
- Tabor, D. The hardness of solids. Rev. Phys. Technol. 1970, 1, 145–179. [Google Scholar] [CrossRef]
- Sundararajan, G. Understanding dynamic indentation behavior of metallic materials. Mater. Sci. Technol. 2012, 28, 1101–1107. [Google Scholar] [CrossRef]
- Stoiber, M.; Panzenböck, M.; Mitterer, C.; Lugmair, C. Fatigue properties of Ti-based hard coatings deposited onto tool steels. Surf. Coat. Technol. 2001, 142, 117–124. [Google Scholar] [CrossRef]
- Suzuki, Y.; Shiratori, T.; Yang, M.; Murakawa, M. Elucidation of Shearing Mechanism of Finish-type FB and Extrusion-type FB for Thin Foil of JIS SUS304 by Numerical and EBSD Analyses. Materials 2019, 12, 2143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Suzuki, Y.; Yang, M.; Murakawa, M. Optimum Clearance in the Microblanking of Thin Foil of Austenitic Stainless Steel JIS SUS304 Studied from Shear Cut Surface and Punch Load. Materials 2020, 13, 678. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsui, T.Y.; Pharr, G.M.; Oliver, W.C.; Bhatia, C.S.; White, R.L.; Anders, S.; Anders, A.; Brown, I.G. Nanoindentation and nanoscratching of hard carbon coatings for magnetic discs. MRS Proc. 1995, 383, 383–447. [Google Scholar] [CrossRef] [Green Version]
- Voevodin, A.A.; Zabinski, J.S. Load-adaptive crystalline-amorphous nanocomposites. J. Mater. Sci. 1998, 33, 319–327. [Google Scholar] [CrossRef]
- Engel, P.A.; Yang, Q. Impact wear of multiplated electrical contacts. Wear 1995, 181–183, 730–742. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. Design criteria for wear-resistant nanostructured and glassy-metal coatings. Surf. Coat. Technol. 2004, 177, 317–324. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Toughness measurement of thin films: A critical review. Surf. Coat. Technol. 2005, 198, 74–84. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | H (GPa) | E (GPa) | H/E | H3/E2 (GPa) | CoF |
|---|---|---|---|---|---|
| All4-eco | 41 ± 1 | 367 ± 6 | 0.110 | 0.493 | 0.9 |
| AlCrN3-tribo | 39 ± 1 | 376 ± 8 | 0.104 | 0.423 | 0.4 |
| Super TiN | 32 ± 1 | 388 ± 7 | 0.082 | 0.212 | 1.0 |
| Coating | Rockwell Adhesion | LC1 (N) | LC2 (N) |
|---|---|---|---|
| All4-eco | HF2 | 53 ± 8 | 60 ± 7 |
| AlCrN3-tribo | HF1 | 46 ± 7 | 49 ± 5 |
| Super TiN | HF1 | 35 ± 5 | 73 ± 6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daniel, J.; Žemlička, R.; Grossman, J.; Lümkemann, A.; Tapp, P.; Galamand, C.; Fořt, T. Comparison of Lifetime of the PVD Coatings in Laboratory Dynamic Impact Test and Industrial Fine Blanking Process. Materials 2020, 13, 2154. https://doi.org/10.3390/ma13092154
Daniel J, Žemlička R, Grossman J, Lümkemann A, Tapp P, Galamand C, Fořt T. Comparison of Lifetime of the PVD Coatings in Laboratory Dynamic Impact Test and Industrial Fine Blanking Process. Materials. 2020; 13(9):2154. https://doi.org/10.3390/ma13092154
Chicago/Turabian StyleDaniel, Josef, Radek Žemlička, Jan Grossman, Andreas Lümkemann, Peter Tapp, Christian Galamand, and Tomáš Fořt. 2020. "Comparison of Lifetime of the PVD Coatings in Laboratory Dynamic Impact Test and Industrial Fine Blanking Process" Materials 13, no. 9: 2154. https://doi.org/10.3390/ma13092154