The Effect of Predeformation on Creep Strength of 9% Cr Steel

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
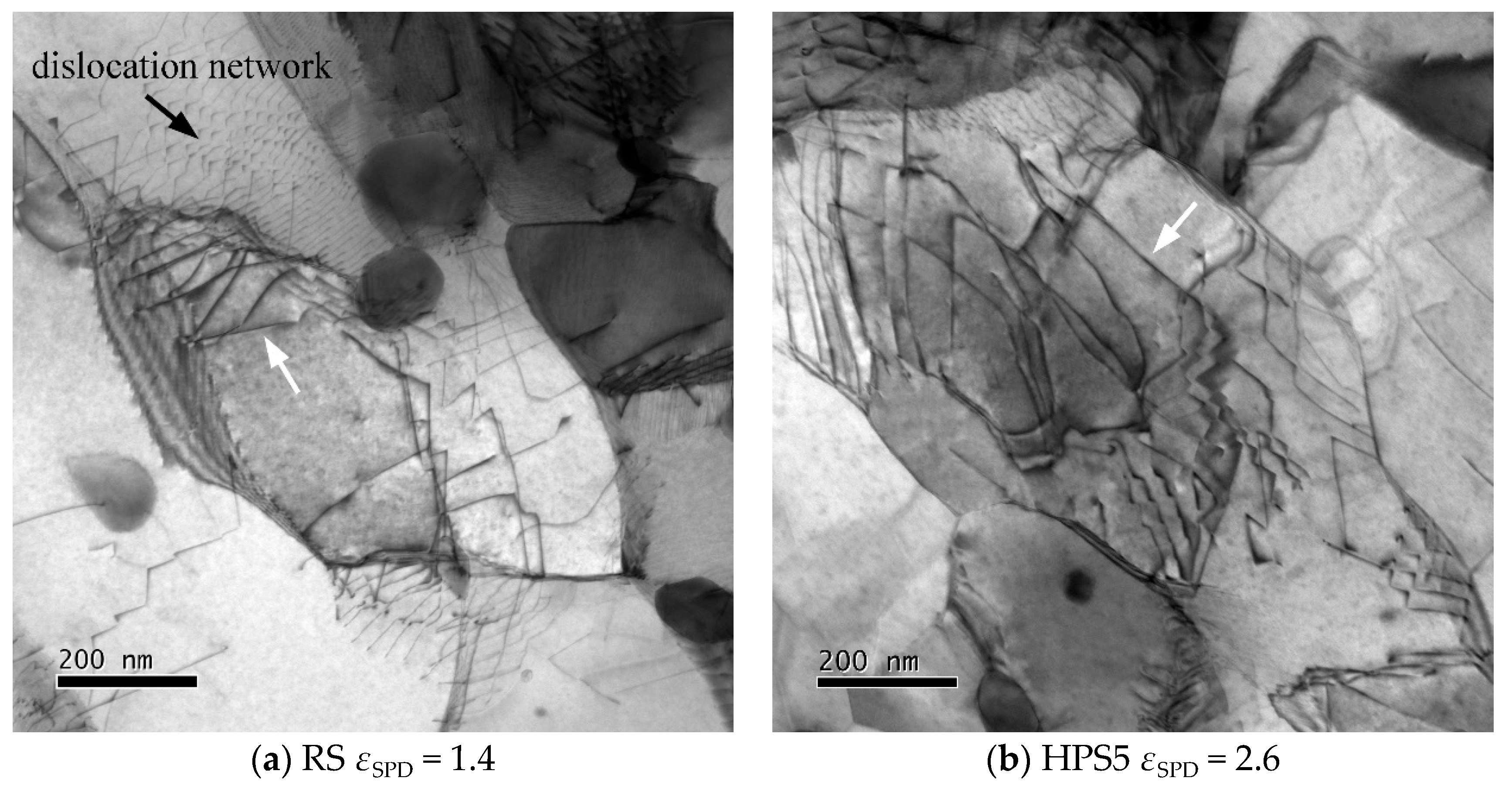
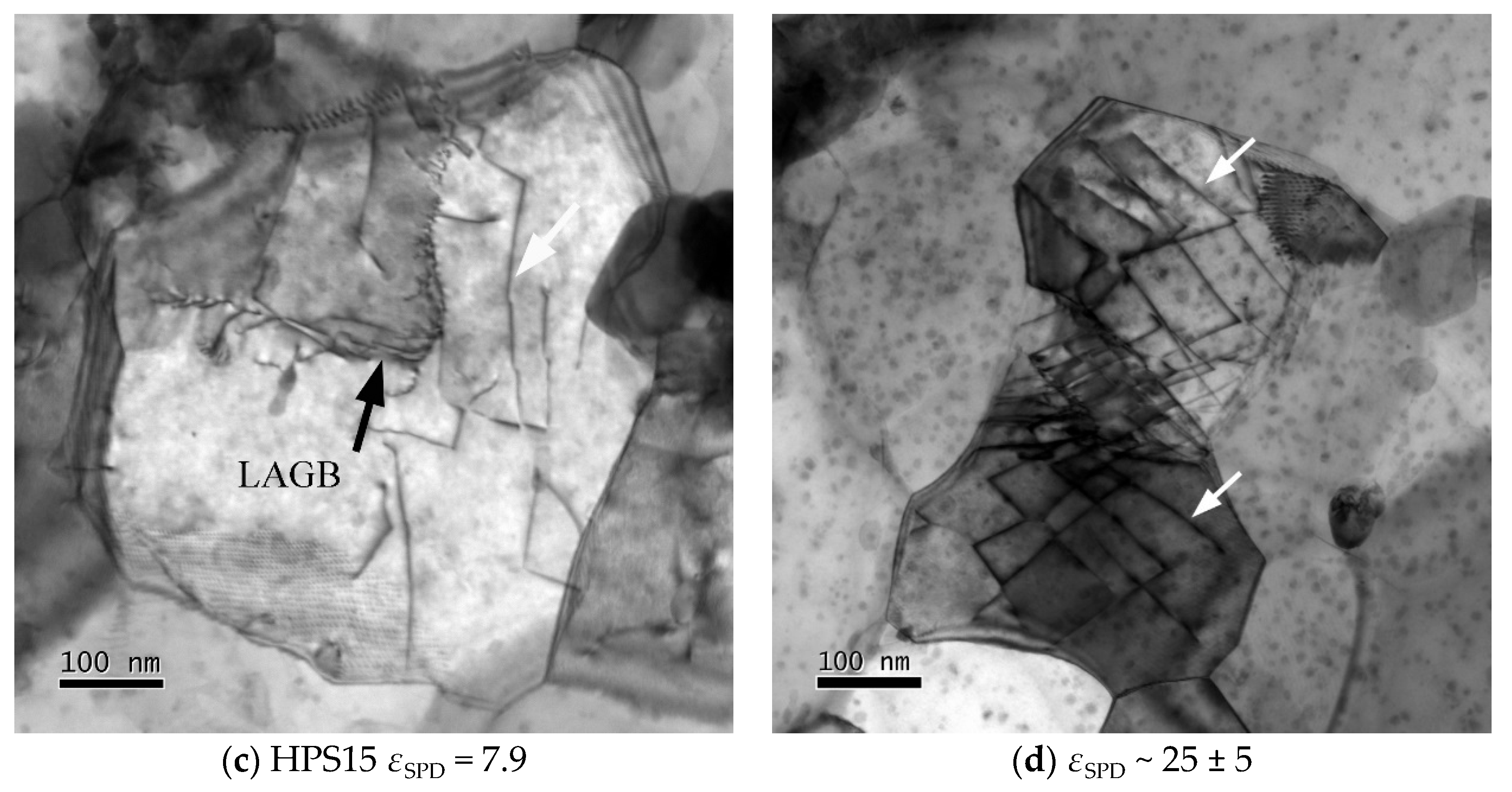
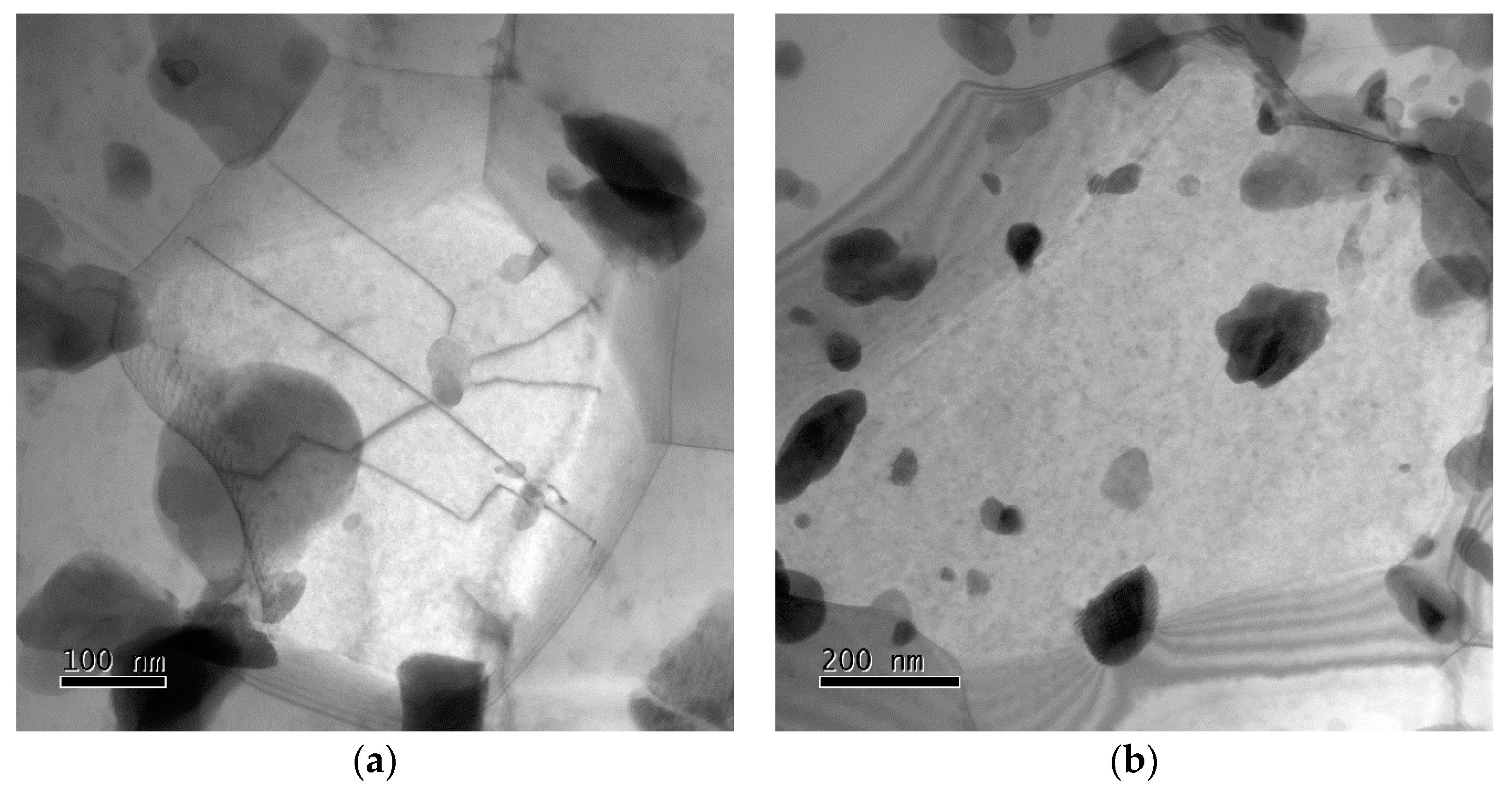
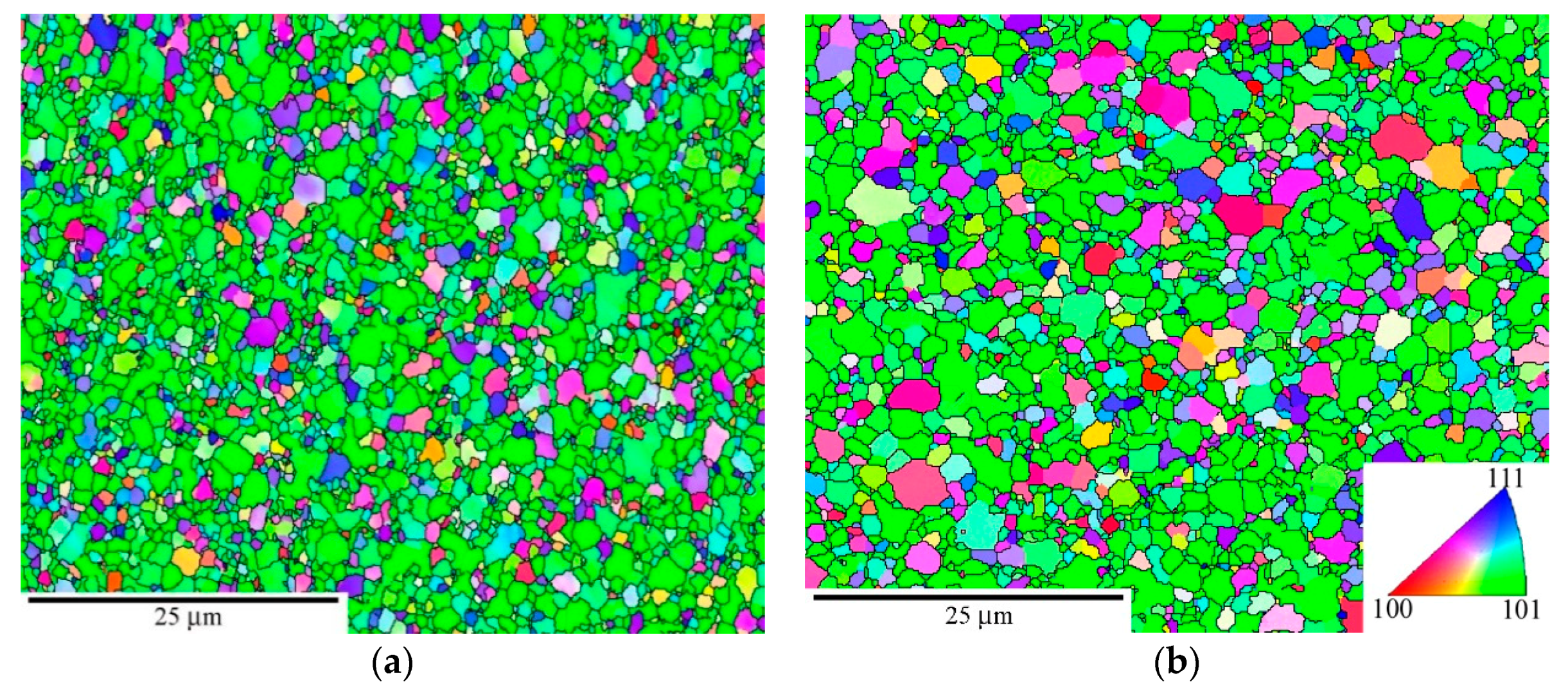
3.1. Microstructure before Creep
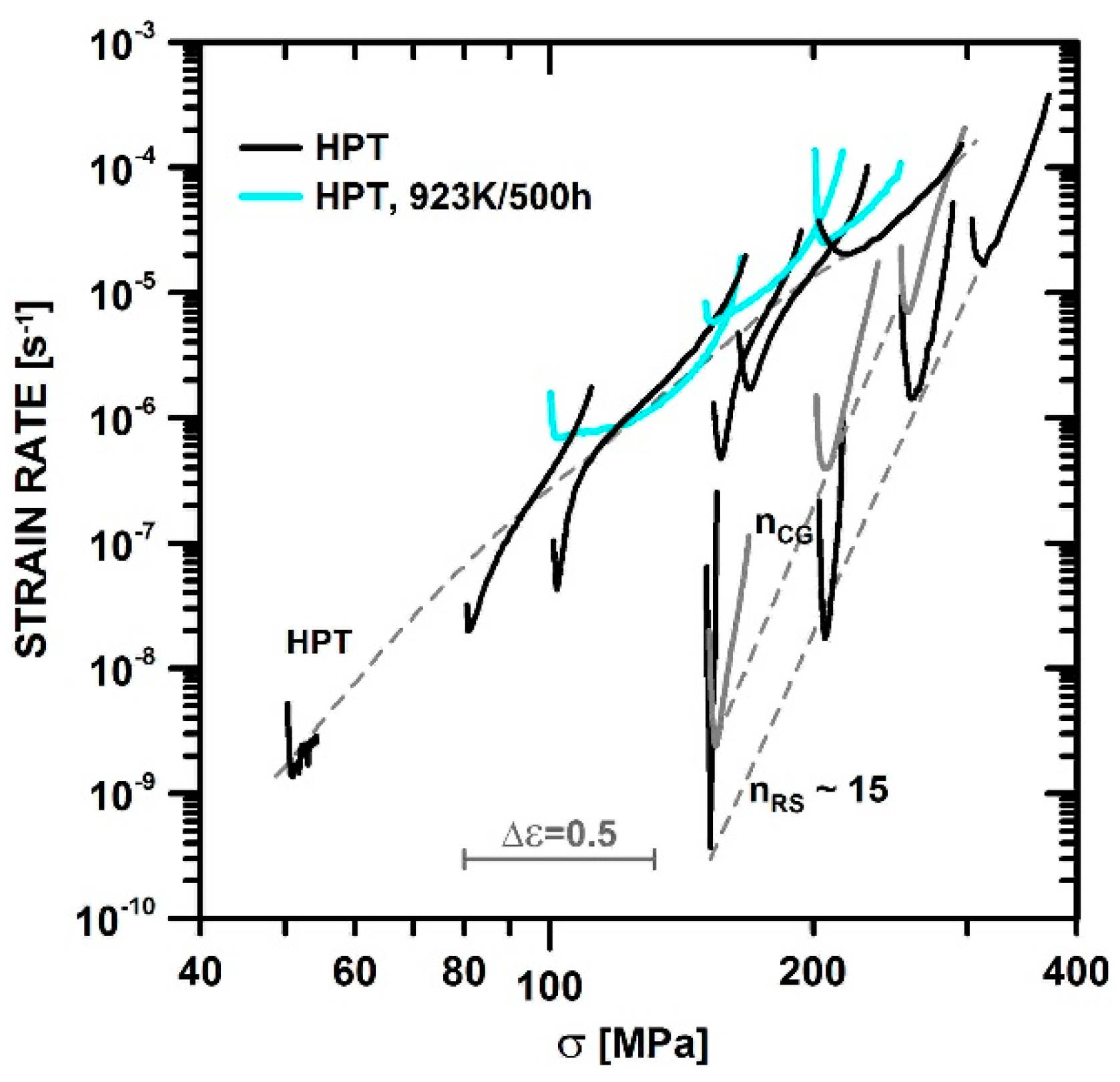
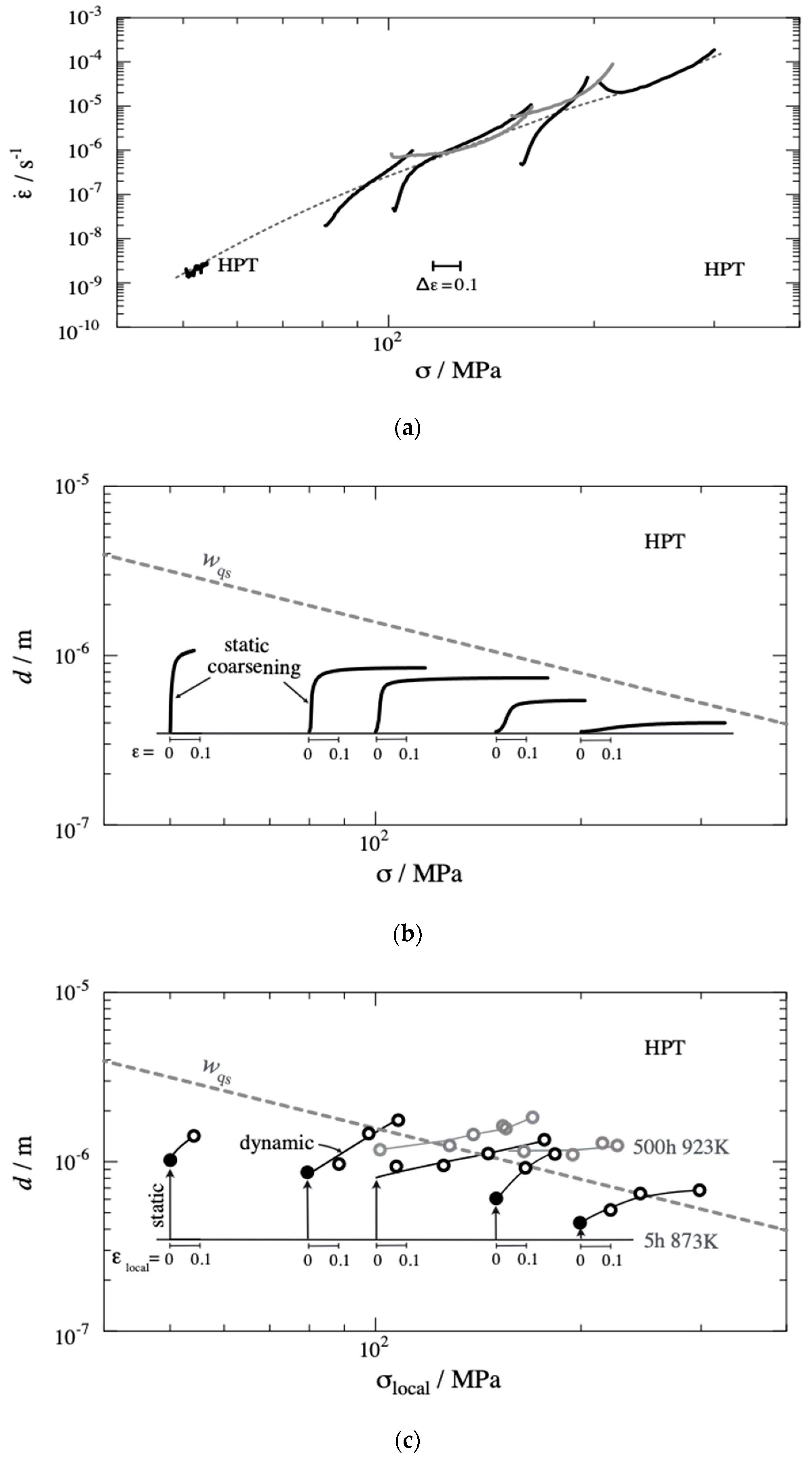
3.2. Creep Behavior
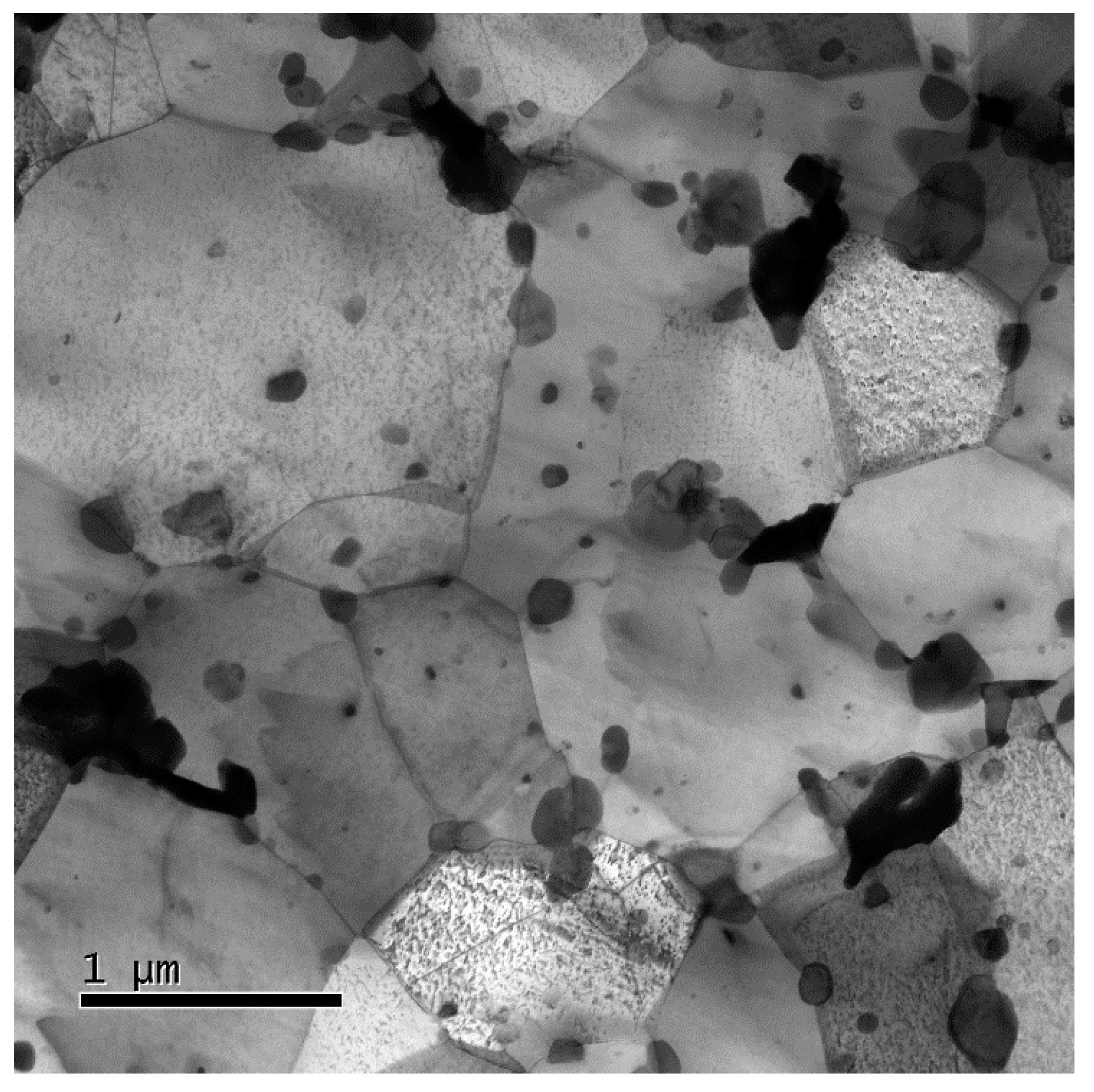
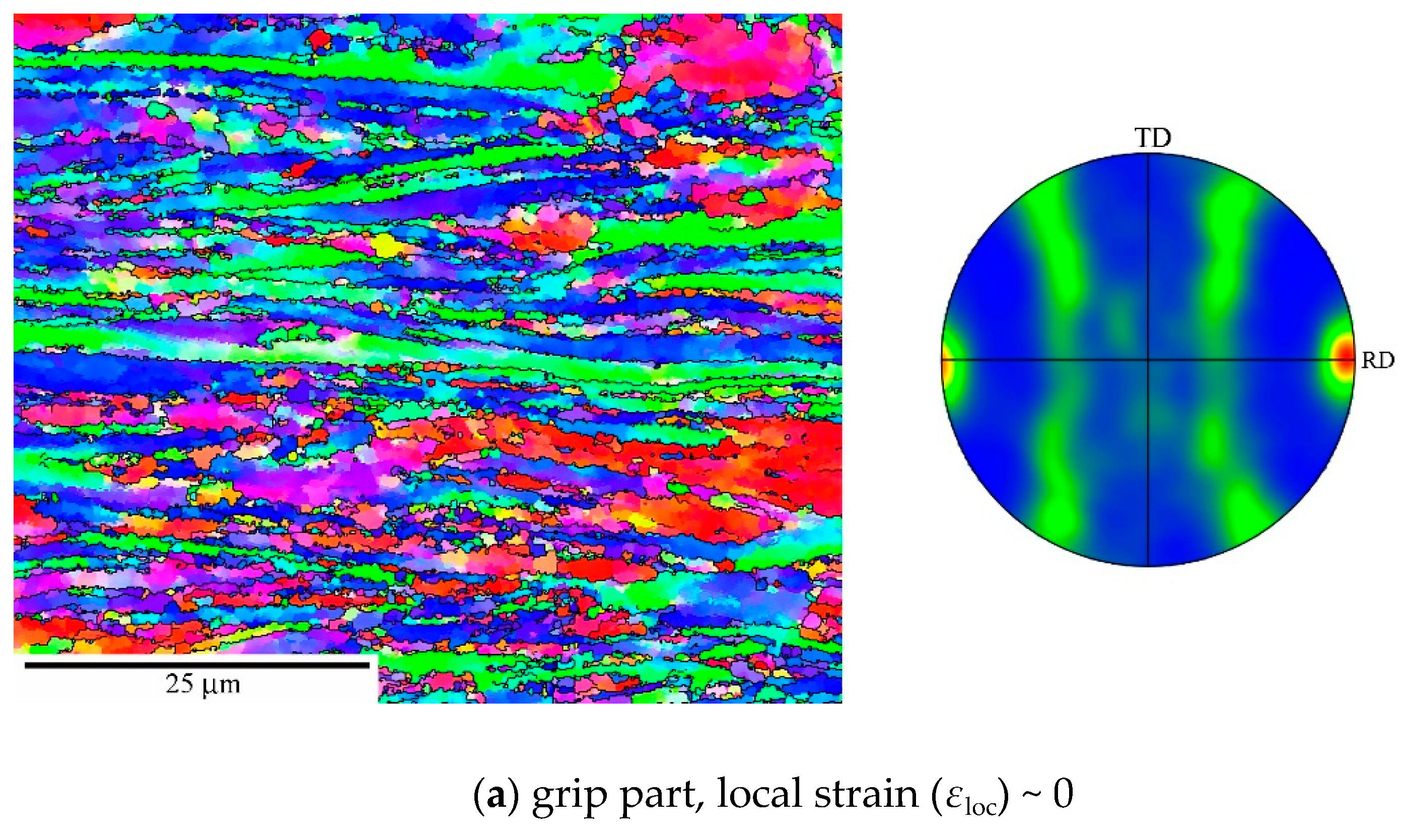
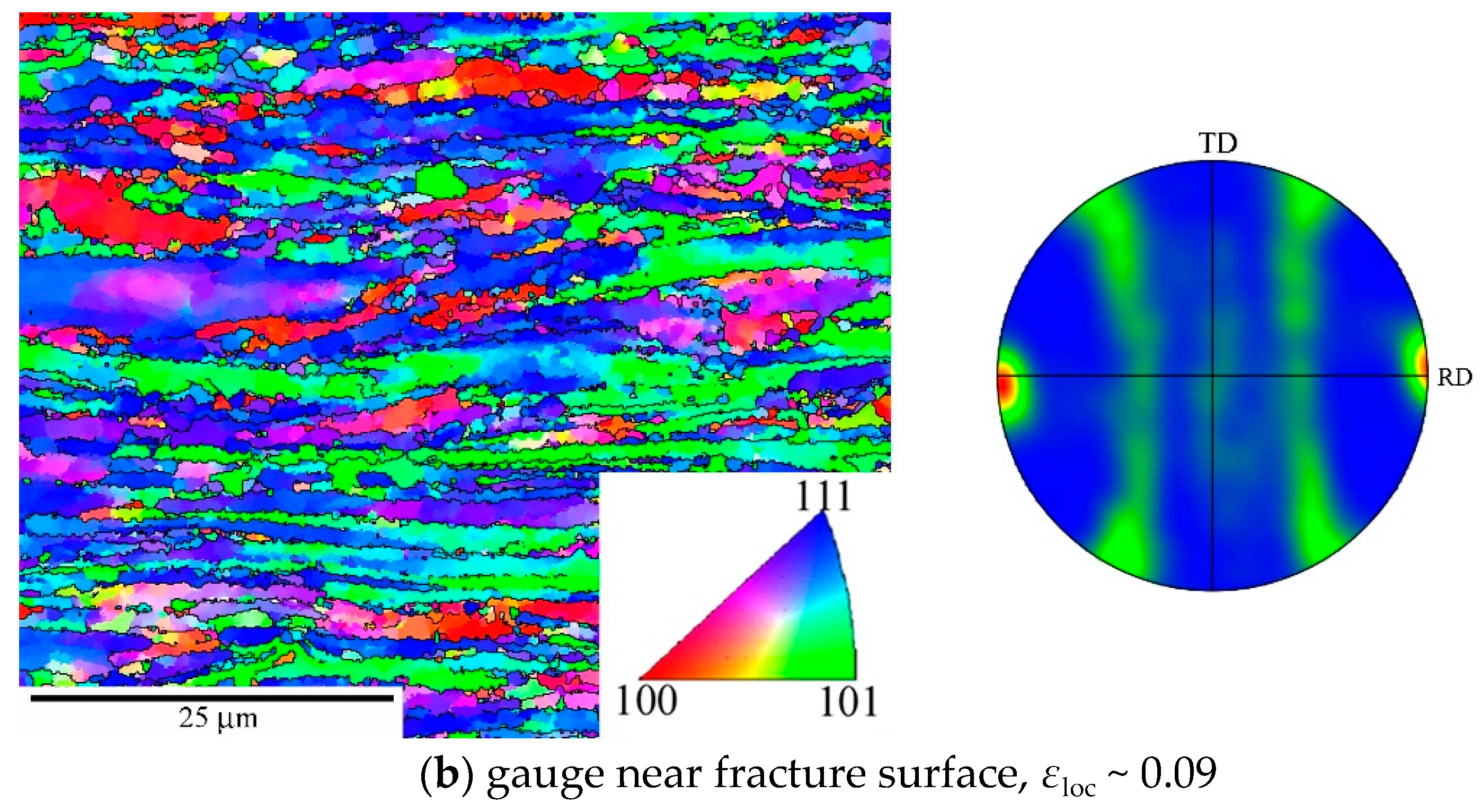
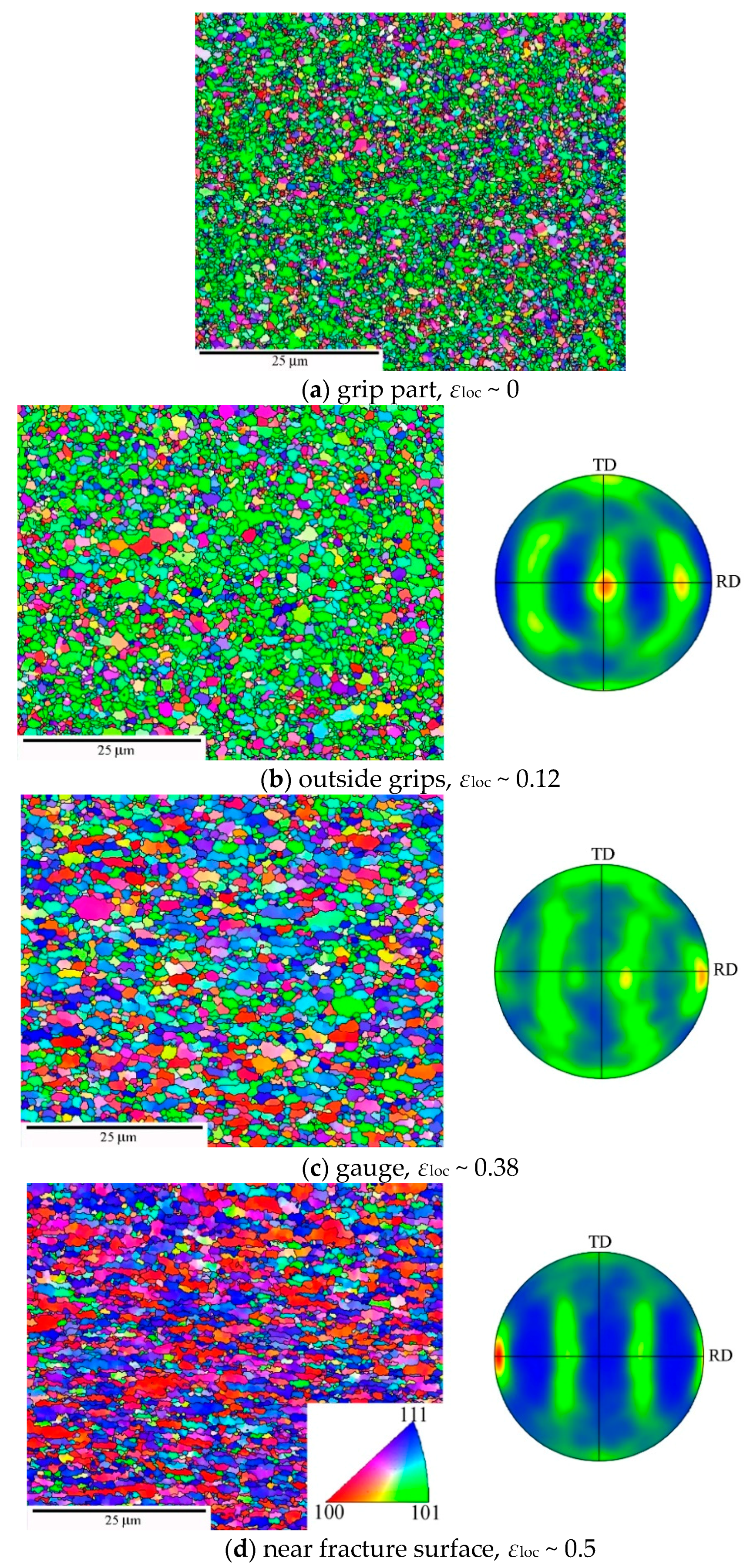
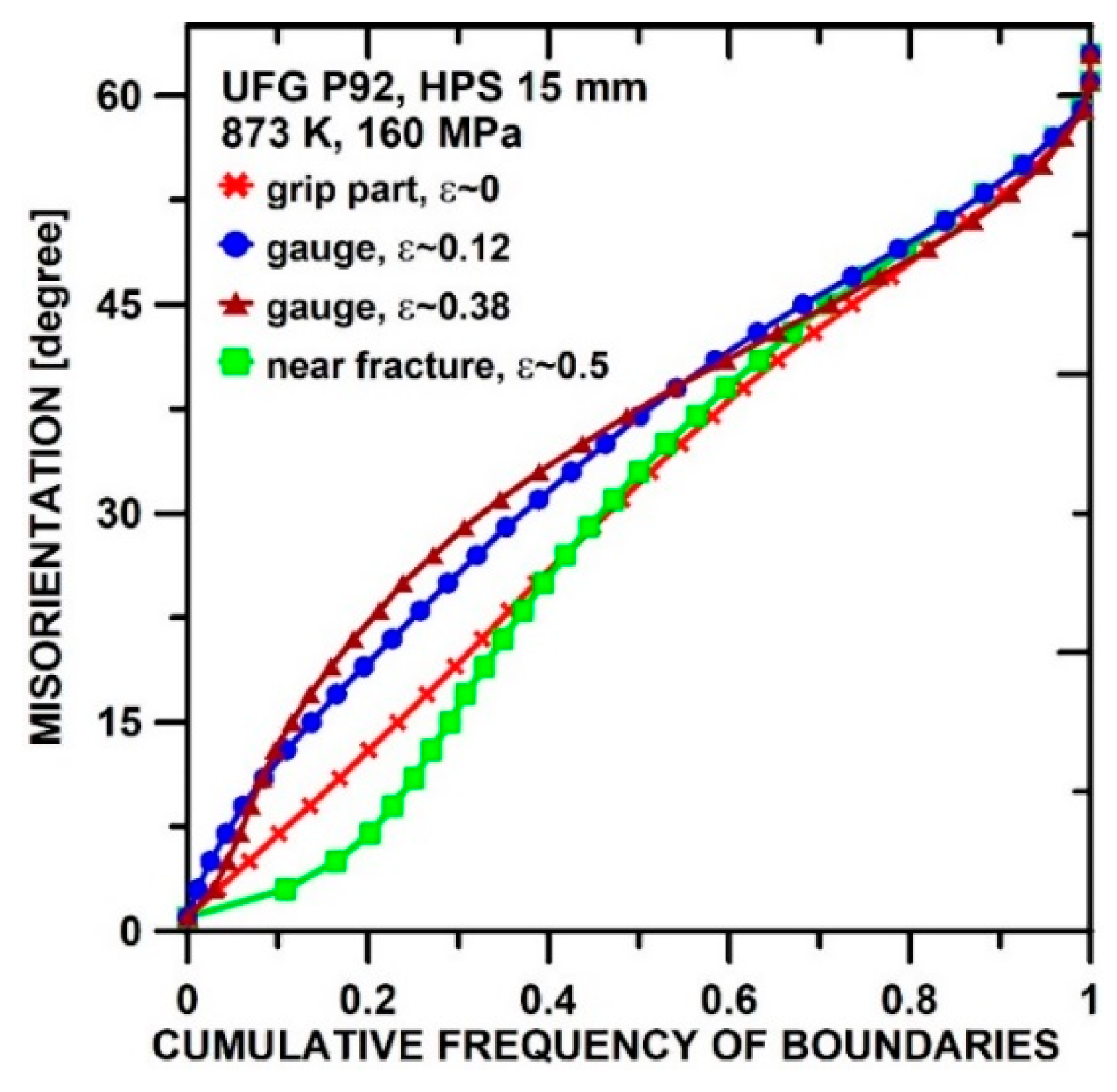
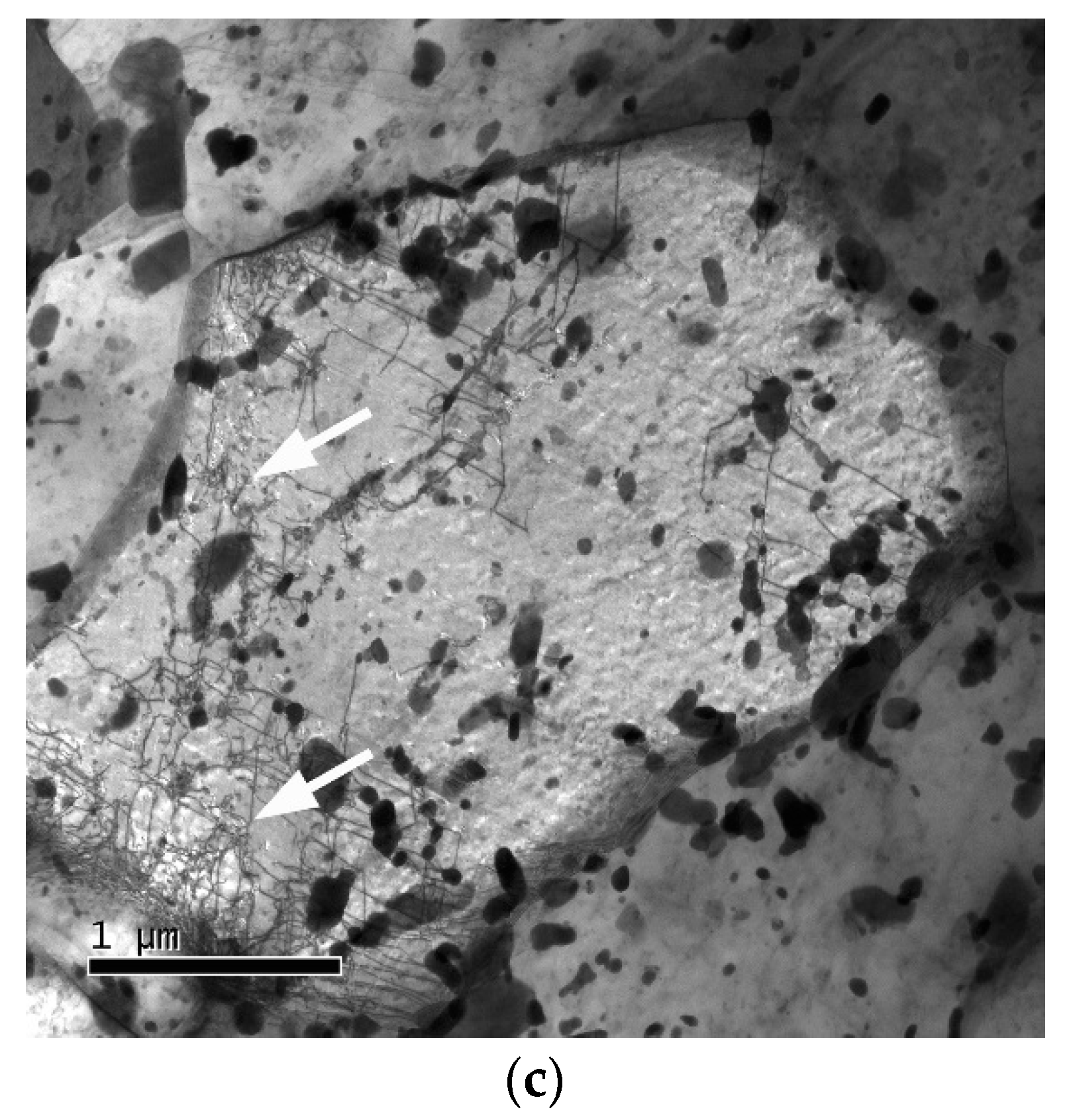
3.3. Changes of Microstructure during Creep Testing
4. Discussion
5. Summary and Conclusions
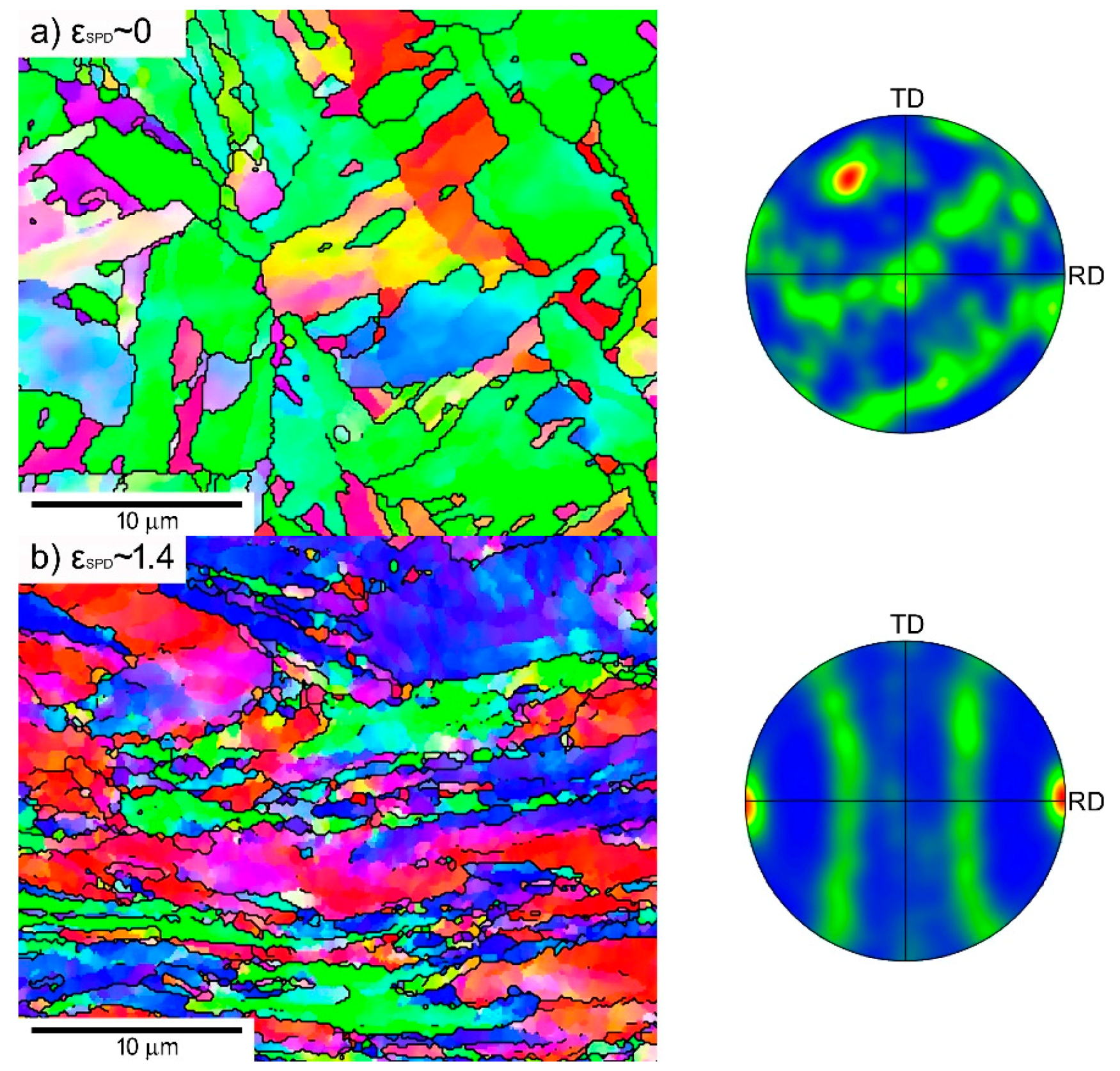
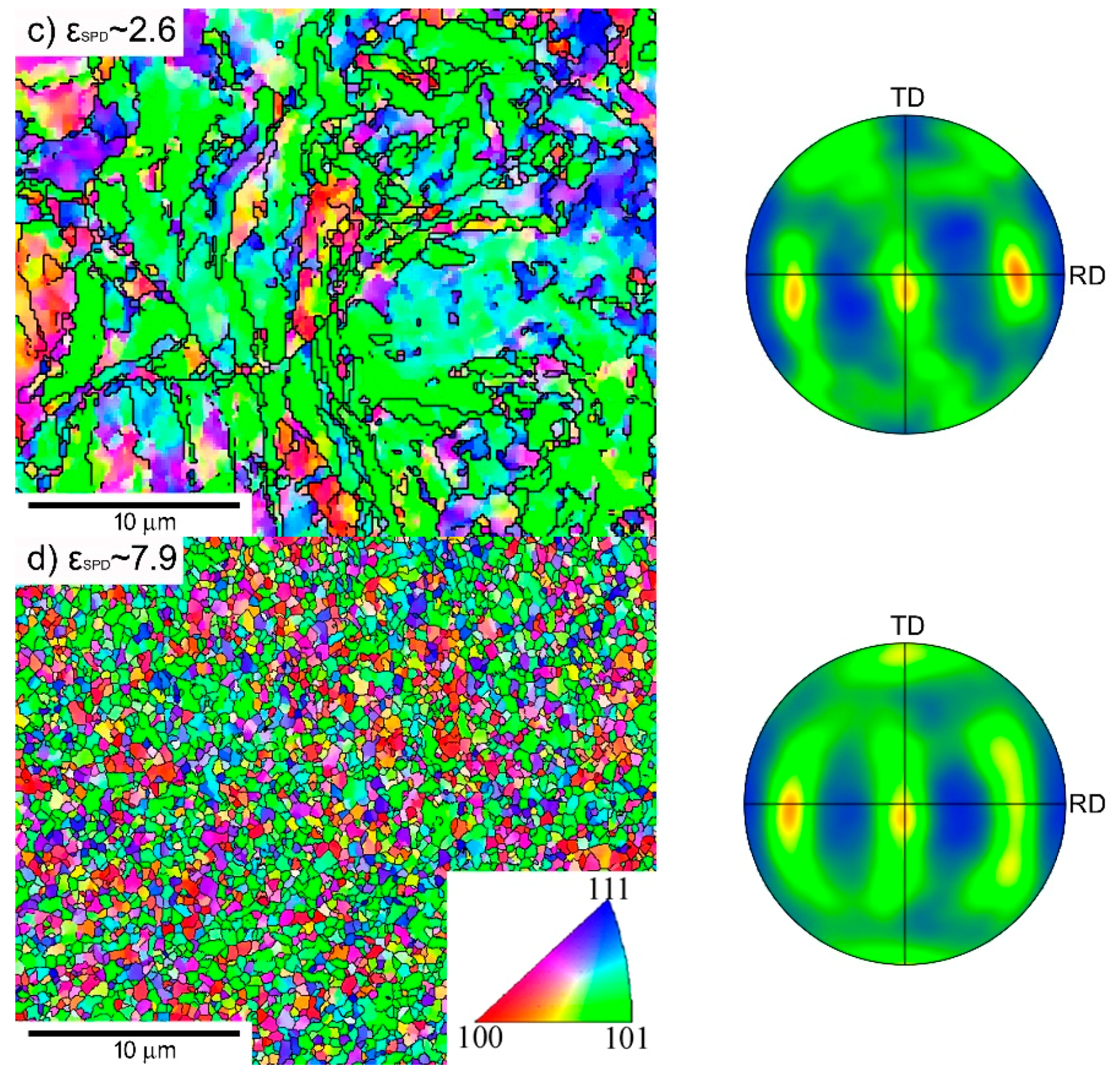
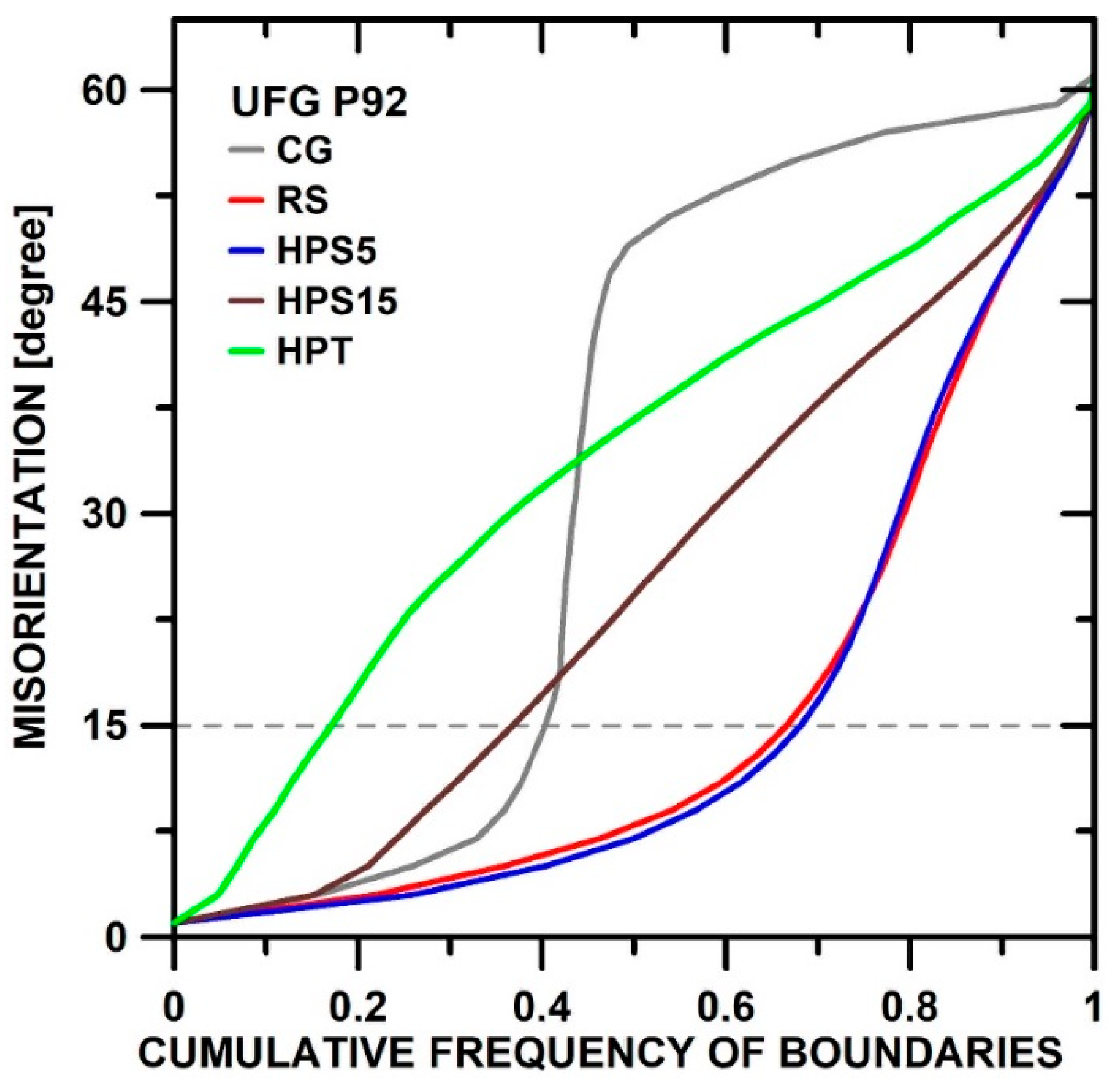
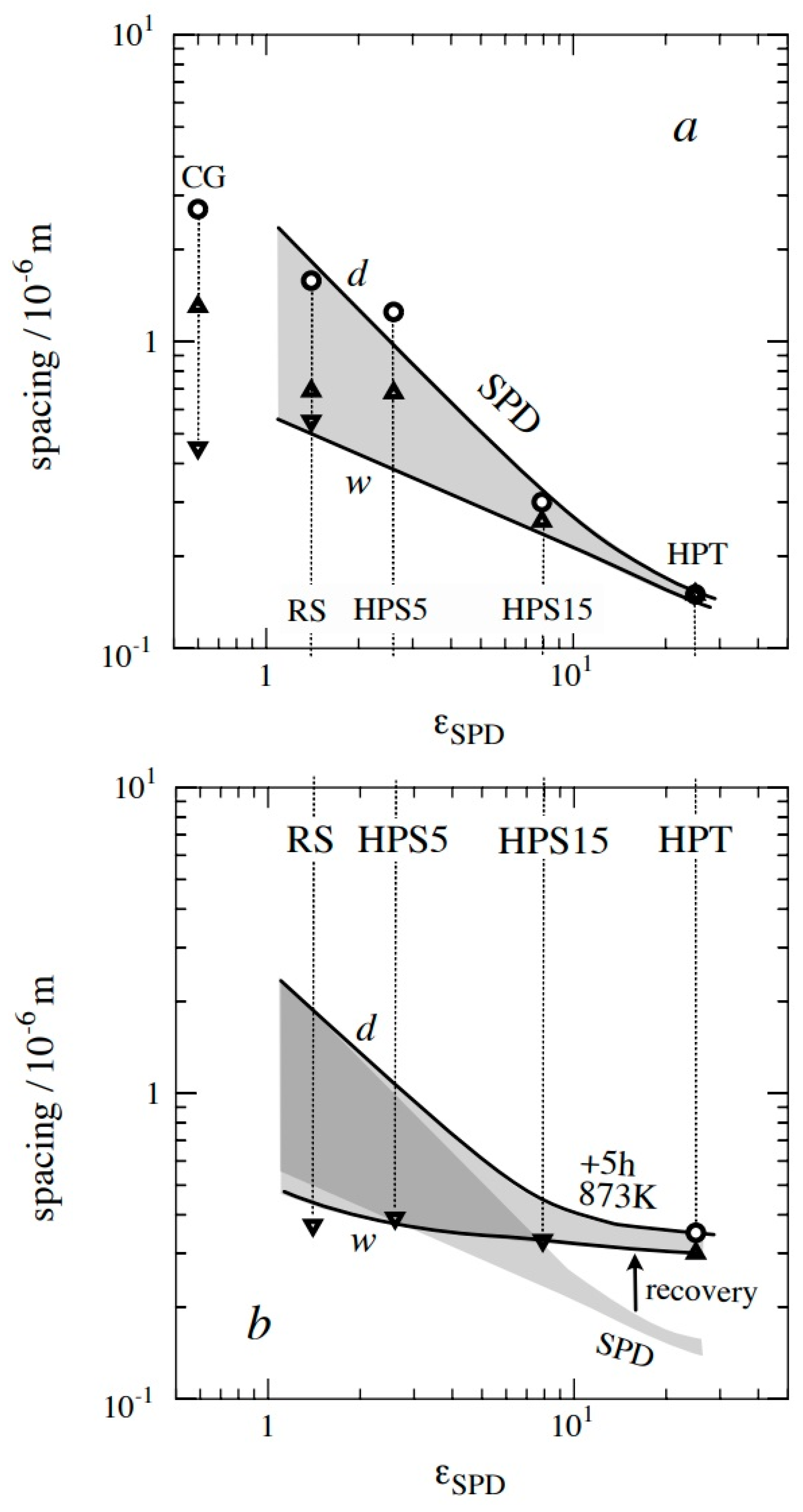
- Severe plastic deformation of P92 at room temperature by different methods led to the increase of imposed strains εSPD from about 1.4 in rotation swaging (RS), 2.6 to 7.9 in high-pressure sliding (HPS), and 25 in high-pressure torsion (HPT), which causes grain refinement. The overall boundary spacing, w, including LAGBs and the grain size, d (HAGB only), decrease in proportion to and , respectively, until the grains become nearly free from LAGB-based subgrains, and HAGBs dominate.
- Annealing at 873 K coarsens the grains; the more they coarsen, the smaller the initial grain size. Concurrent creep accelerates coarsening.
- The minimum creep rate, , is much enhanced at stresses where all grains remain subgrain-free. When the stress becomes high enough for subgrains with LAGBs to form, the differences in disappear. Low stress sensitivity of the creep rate in the region of HAGB dominance greatly ductilizes the material.
- Coarsening of subgrains and grains accompanies softening with creep strain after .
- The heterogeneous microstructure of RS containing large elongated grains with subgrains exhibits the highest creep resistance but the lowest ductility.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, D.F.; Dowd, N.P.O.; Davies, C.M.; Nikbin, K.M. A review of the effect of prior inelastic deformation on high temperature mechanical response of engineering alloys. Int. J. Press. Vessel. Pip. 2010, 87, 531–542. [Google Scholar] [CrossRef] [Green Version]
- Usami, S.; Mori, T. Creep deformation of austenitic steels at medium and low temperatures. Cryogenics 2000, 40, 117. [Google Scholar] [CrossRef]
- Kikuchi, S.; Ilschner, B. Effects of a small prestrain at high temperatures on the creep behaviour of AISI 304 stainless steel. Scr. Metal. 1986, 20, 159–162. [Google Scholar] [CrossRef]
- Sklenička, V.; Kuchařová, K.; Král, P.; Kvapilová, M.; Svobodová, M.; Čmakal, J. The effect of hot bending and thermal ageing on creep and microstructure evolution in thick-walled P92 steel pipe. Mater. Sci. Eng. A 2015, 644, 297–309. [Google Scholar] [CrossRef]
- Caminada, S.; Cumino, G.; Cipolla, L.; Di Gianfrancesco, A. Cold bending of advanced steels: ASTM grades T23, T92, T92. Int. J. Press. Vessel. Pip. 2009, 86, 853–861. [Google Scholar] [CrossRef]
- Abe, F. Effect of quenching, tempering, and cold rolling on creep deformation behavior of a tempered martensitic 9Cr-1W steel. Metall. Mater. Trans. A 2003, 34, 913–925. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic materials. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Renk, O.; Pippan, R. Saturation of Grain Refinement during Severe Plastic Deformation of Single Phase Materials: Reconsiderations, Current Status and Open Questions. Mater. Trans. 2019, 60, 1270–1282. [Google Scholar] [CrossRef] [Green Version]
- Ganeev, A.; Nikitina, M.; Sitdikov, V.; Islamgaliev, R.; Hoffman, A.; Wen, H. Effects of the Tempering and High-Pressure Torsion Temperatures on Microstructure of Ferritic/Martensitic Steel Grade 91. Materials 2018, 11, 627. [Google Scholar] [CrossRef] [Green Version]
- Blum, W.; Dvorak, J.; Kral, P.; Eisenlohr, P.; Sklenicka, V. Effect of grain refinement by ECAP on creep of pure Cu. Mater. Sci. Eng. A 2014, 590, 423–432. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Langdon, T.G. The Characteristics of creep in metallic materials processed by severe plastic deformation. Mater. Trans. 2019, 60, 1506–1517. [Google Scholar] [CrossRef] [Green Version]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. The effect of ultrafine-grained microstructure on creep behaviour of 9% Cr steel. Materials 2018, 11, 787. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kostka, A.; Tak, K.-G.; Hellmig, R.J.; Estrin, Y.; Eggeler, G. On the contribution of carbides and micrograin boundaries to the creep strength of tempered martensite ferritic steel. Acta Mater. 2007, 55, 539–550. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kvapilova, M.; Svobodova, M. Effect of ultrafine-grained microstructure on creep behaviour in 304L austenitic steel. Mater. Sci. Eng. A 2020, 785, 139383. [Google Scholar] [CrossRef]
- Blum, W.; Dvorak, J.; Kral, P.; Eisenlohr, P.; Sklenicka, V. Effects of grain refinement by ECAP on the deformation resistance of Al interpreted in terms of boundary-mediated processes. J. Mater. Sci. Technol. 2016, 32, 1309–1320. [Google Scholar] [CrossRef]
- Blum, W.; Eisenlohr, P. A simple dislocation model of the influence of high-angle boundaries on the deformation behavior of ultrafine-grained materials. In Proceedings of the 15th International Conference on the Strength of Materials (ICSMA-15), Dresden, Germany, 16–21 August 2009; IOP Publishing: Bristol, UK, 2010; Volume 240, p. 012136. [Google Scholar] [CrossRef]
- Blum, W.; Dvorak, J.; Kral, P.; Eisenlohr, P.; Sklenicka, V. Quasi-stationary strength of ECAP-processed Cu-Zr at 0.5 Tm. Metals 2019, 9, 1149. [Google Scholar] [CrossRef] [Green Version]
- Fujioka, T.; Horita, Z. Development of high-pressure sliding process for microstructural refinement of rectangular metallic sheets. Mater. Trans. 2009, 50, 930–933. [Google Scholar] [CrossRef] [Green Version]
- Kunčická, L.; Kocich, R.; Dvořák, K.; Macháčková, A. Rotary swaged laminated Cu-Al composites: Effect of structure on residual stress and mechanical and electric properties. Mater. Sci. Eng. A 2019, 742, 743–750. [Google Scholar] [CrossRef]
- Macháčková, A.; Krátká, L.; Petrmichl, R.; Kunčická, L.; Kocich, R. Affecting structure characteristics of rotary swaged tungsten heavy alloy via variable deformation temperature. Materials 2019, 12, 4200. [Google Scholar] [CrossRef] [Green Version]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. Microstructure and creep behaviour of P92 steel after HPT. Mater. Sci. Eng. A 2018, 723, 287–295. [Google Scholar] [CrossRef]
- Straub, S.; Meier, M.; Ostermann, J.; Blum, W. Development of microstructure and strengthening in the ferritic Steel X20CrMoV121 at 823K during long-term creep tests and during annealing. VGB Kraftw. 1993, 73, 646–653. [Google Scholar]
- Blum, W.; Zeng, X.H. A simple dislocation model of deformation resistance of ultrafine-grained materials explaining Hall–Petch strengthening and enhanced strain rate sensitivity. Acta Mater. 2009, 57, 1966–1974. [Google Scholar] [CrossRef]
- Li, Y.; Zeng, X.; Blum, W. Transition from strengthening to softening by grain boundaries in ultrafine-grained Cu. Acta Mater. 2004, 52, 5009–5018. [Google Scholar] [CrossRef]
- Raj, S.V.; Pharr, G.M. A compilation and analysis of data for the stress dependence of the subgrain size. Mater. Sci. Eng. A 1986, 81, 217–237. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps; Pergamon Press: Oxford, UK, 1982; pp. 62–63. [Google Scholar]
- Abe, F. Effect of fine precipitation and subsequent coarsening of Fe2W Laves phase on the creep deformation behaviour of tempered martensitic 9Cr-W steels. Metal. Mater. Trans. A 2005, 26, 321–332. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material State of P92 Steel | RS | HPS5 | HPS15 | HPT |
|---|---|---|---|---|
| εSPD | 1.4 | 2.6 | 7.9 | 25 ± 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Král, P.; Dvořák, J.; Blum, W.; Sklenička, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kunčická, L.; Kocich, R.; Kvapilová, M.; et al. The Effect of Predeformation on Creep Strength of 9% Cr Steel. Materials 2020, 13, 5330. https://doi.org/10.3390/ma13235330
Král P, Dvořák J, Blum W, Sklenička V, Horita Z, Takizawa Y, Tang Y, Kunčická L, Kocich R, Kvapilová M, et al. The Effect of Predeformation on Creep Strength of 9% Cr Steel. Materials. 2020; 13(23):5330. https://doi.org/10.3390/ma13235330
Chicago/Turabian StyleKrál, Petr, Jiří Dvořák, Wolfgang Blum, Václav Sklenička, Zenji Horita, Yoichi Takizawa, Yongpeng Tang, Lenka Kunčická, Radim Kocich, Marie Kvapilová, and et al. 2020. "The Effect of Predeformation on Creep Strength of 9% Cr Steel" Materials 13, no. 23: 5330. https://doi.org/10.3390/ma13235330