

Low-Melting Phosphate Glass Coatings for Structural Parts Composed of Depleted Uranium
 , , , ,
, , , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Smelting
2.3. Preparation of Glass Powders
2.4. Coating the Substrates
2.4.1. Casting of a Coarse Glass Powder
2.4.2. Spraying of a Fine Glass Powder
2.4.3. Firing
2.5. Analysis
2.5.1. Fourier-Transform Infrared Spectroscopy
2.5.2. Fourier-Transform Raman Spectroscopy
2.5.3. X-ray Diffraction
2.5.4. Differential Scanning Calorimetry
2.5.5. Electron Microscopy
2.5.6. Light Microscopy (LM)
2.5.7. Laser Diffraction
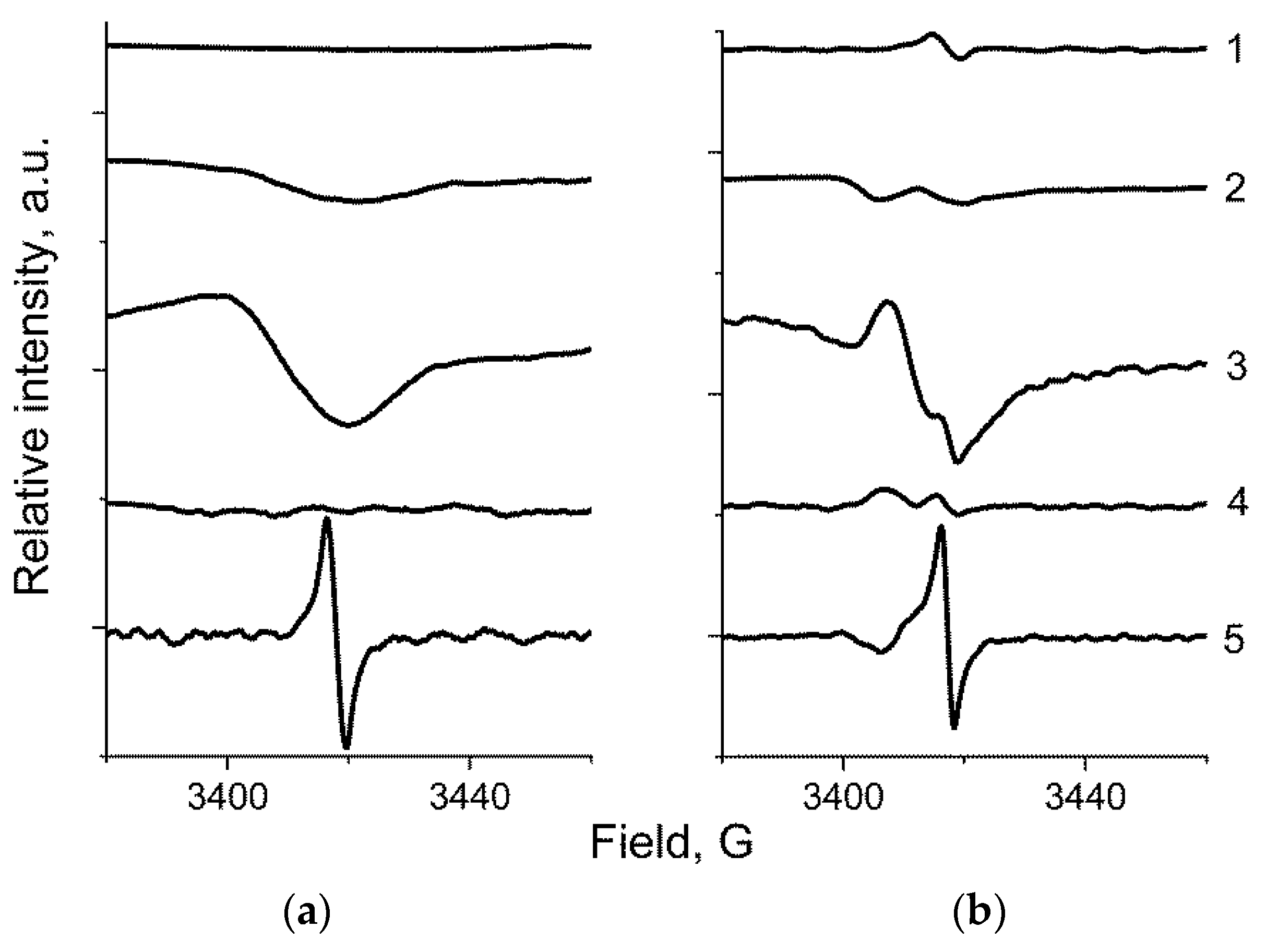
2.5.8. Electron Spin Resonance (ESR)
2.5.9. Vickers Hardness Measurement
2.5.10. Accelerated Corrosion Tests
3. Results and Discussion
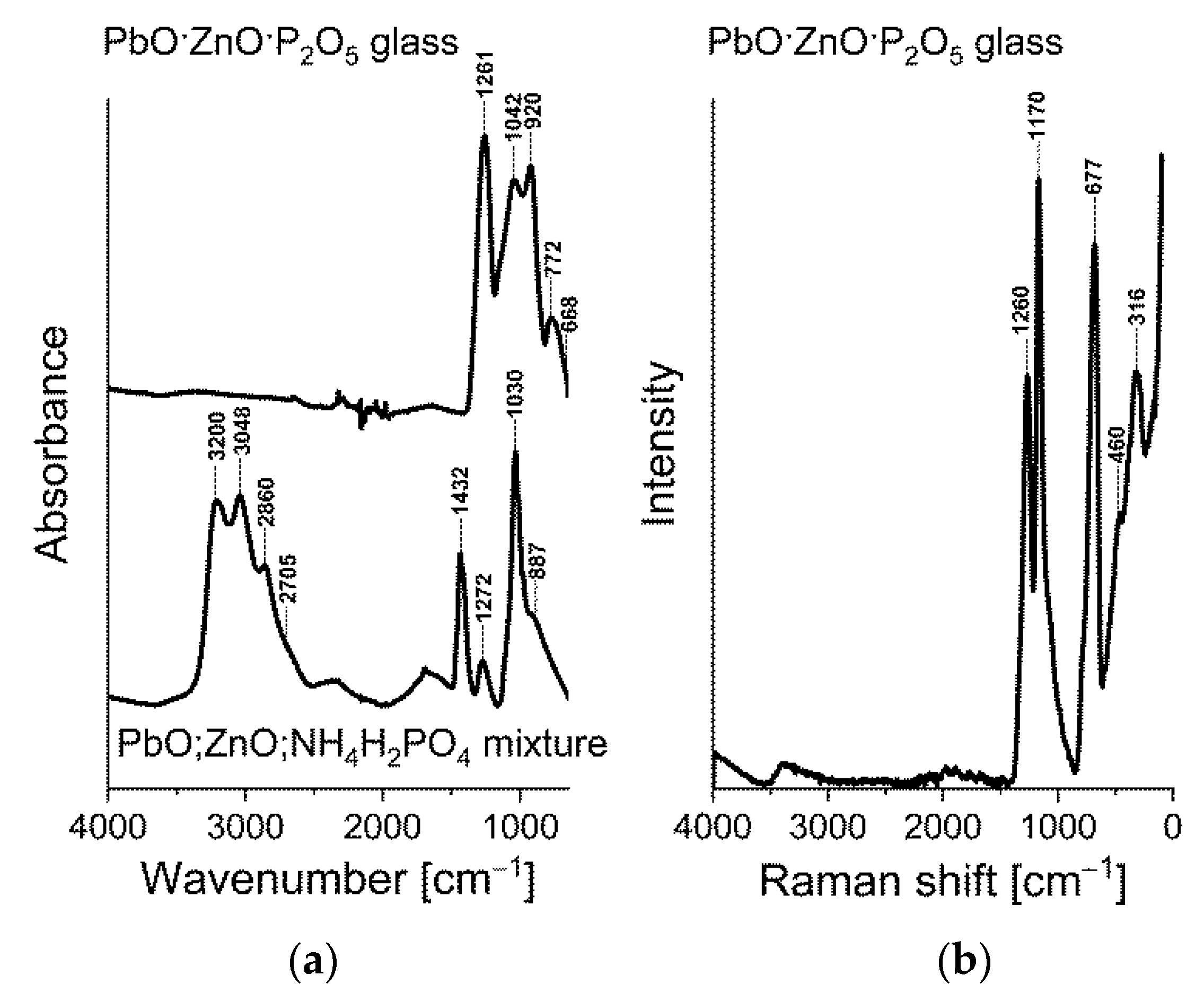
3.1. Molecular Structure of PbO·ZnO·P2O5 Glass Studied by FTIR and FT-Raman Spectroscopy
3.2. The Material Properties of PbO·ZnO·P2O5 Glass Were Studied with XRD and DSC
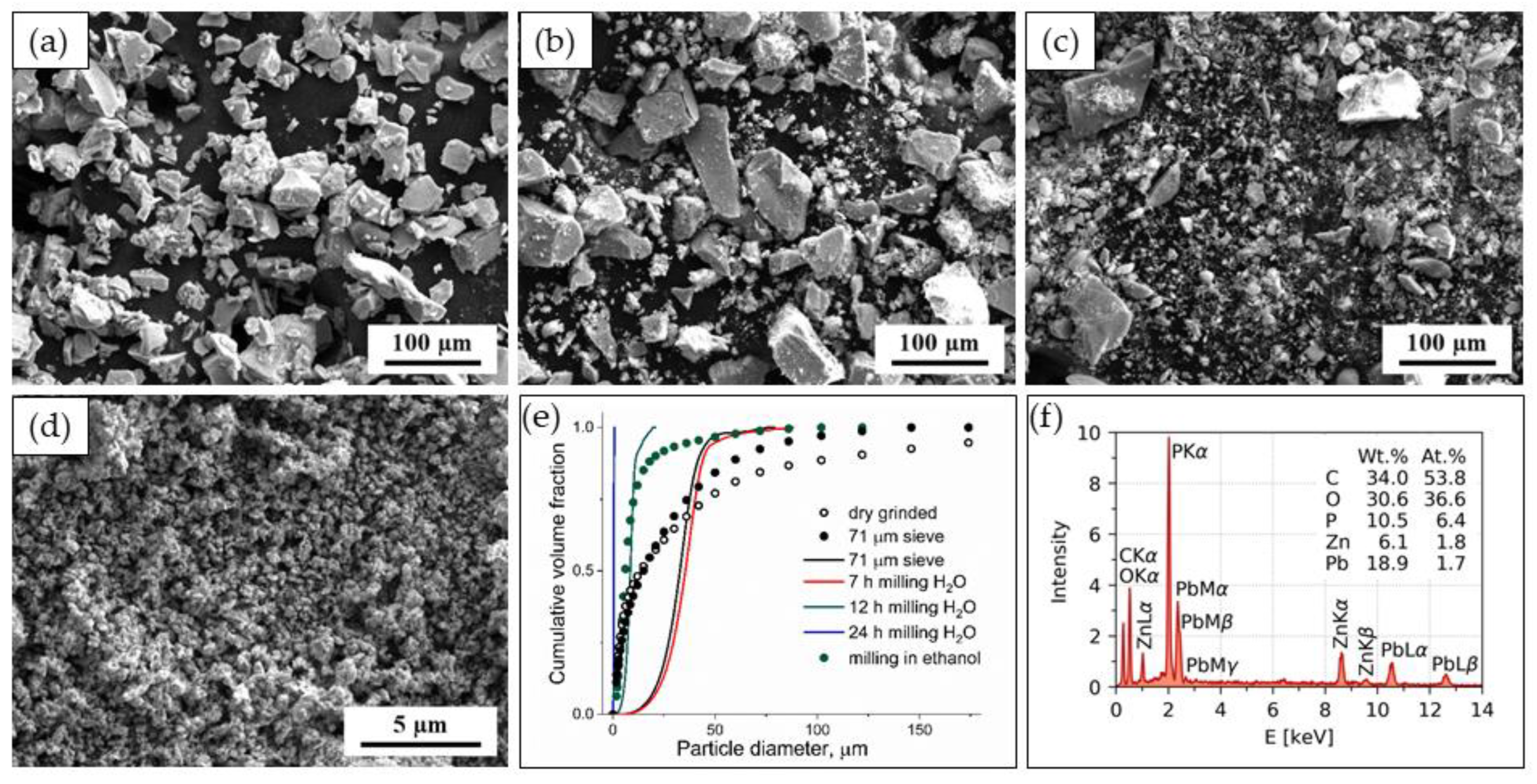
3.3. Composition and Particle Size Distribution of the PbO·ZnO·P2O5 Glass Powders
3.4. The Morphology and Properties of PbO·ZnO·P2O5 Films
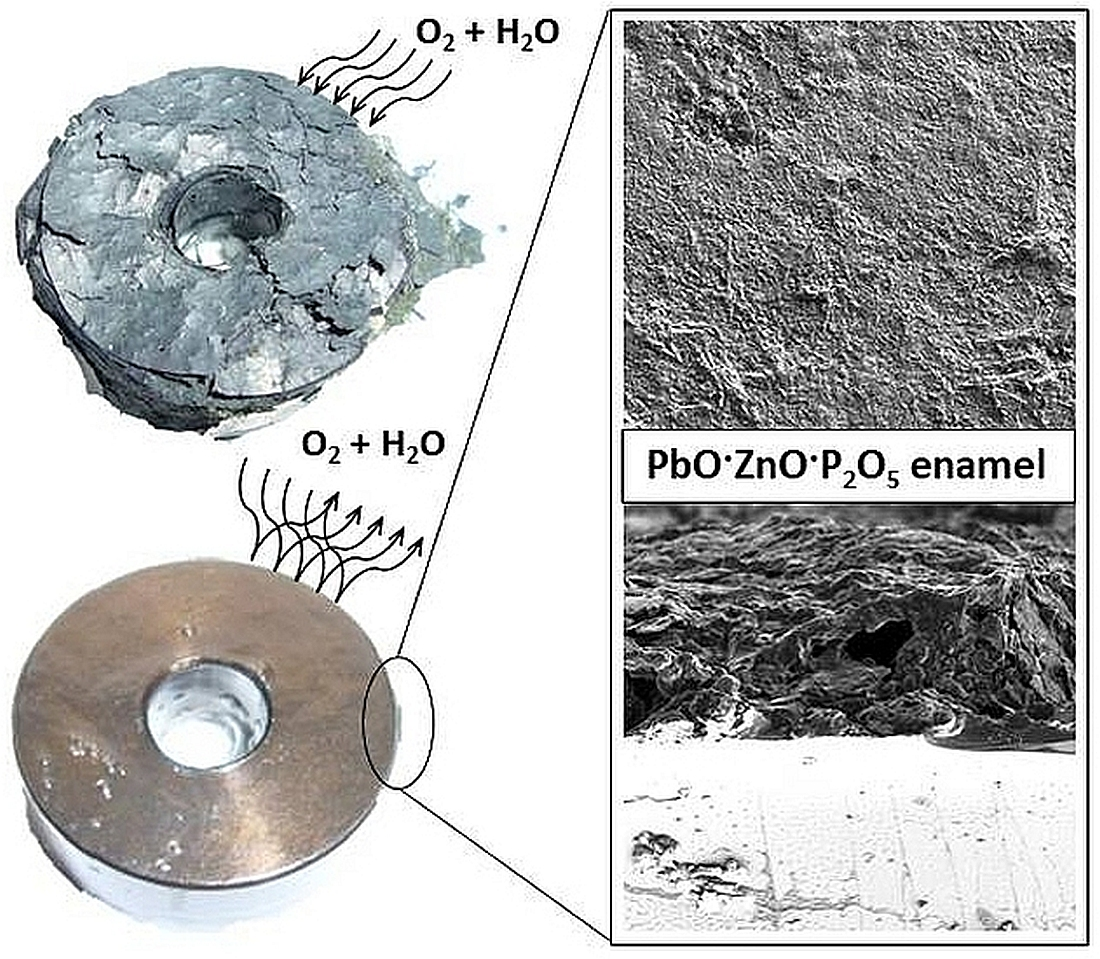
3.5. The Corrosion Tests for DU Discs Coated with PbO·ZnO·P2O5 Glass Layers
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schimmack, W.; Gerstmann, U.; Schultz, W.; Geipel, G. Long-term corrosion and leaching of depleted uranium (DU) in soil. Radiat. Environ. Biophys. 2007, 46, 221–227. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Von Gunten, K.; Bartova, B.; Meisser, N.; Astner, M.; Burger, M.; Bernier-Latmani, R. Products of In Situ Corrosion of Depleted Uranium Ammunition in Bosnia and Herzegovina Soils. Environ. Sci. Technol. 2016, 50, 12266–12274. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Malard, V.; Gaillard, J.C.; Bérenguer, F.; Sage, N.; Quéméneur, E. Urine proteomic profiling of uranium nephrotoxicity. Biochim. Biophys. Acta Proteins Proteom. 2009, 1794, 882–891. [Google Scholar] [CrossRef]
- Vicente-Vicente, L.; Quiros, Y.; Pérez-Barriocanal, F.; López-Novoa, J.M.; López-Hernández, F.J.; Morales, A.I. Nephrotoxicity of uranium: Pathophysiological, diagnostic and therapeutic perspectives. Toxicol. Sci. 2010, 118, 324–347. [Google Scholar] [CrossRef] [Green Version]
- Qi, L.; Basset, C.; Averseng, O.; Quéméneur, E.; Hagège, A.; Vidaud, C. Characterization of UO22+ binding to osteopontin, a highly phosphorylated protein: Insights into potential mechanisms of uranyl accumulation in bones. Metallomics 2014, 6, 166–176. [Google Scholar] [CrossRef]
- Bourgeois, D.; Burt-Pichat, B.; Le Goff, X.; Garrevoet, J.; Tack, P.; Falkenberg, G.; Van Hoorebeke, L.; Vincze, L.; Denecke, M.A.; Meyer, D.; et al. Micro-distribution of uranium in bone after contamination: New insight into its mechanism of accumulation into bone tissue. Anal. Bioanal. Chem. 2015, 407, 6619–6625. [Google Scholar] [CrossRef] [PubMed]
- Quapp, W.J.; Lessing, P.A. Radiation Shielding Composition. U.S. Patent 6,166,390, 26 December 2000. [Google Scholar]
- Mattus, C.H.; Dole, L.R. Durability of depleted uranium aggregates in ducrete shielding applications. In Proceedings of the 10th International Conference on Environmental Remediation and Radioactive Waste Management, ICEM’05, Glasgow, Scotland, 3–8 September 2005; Volume 2005, pp. 1820–1827. [Google Scholar]
- Derrington, S.B.; Marsicek, M.J.; Thompson, J.E. Prototype Shield Plug Fabrication at the Oak Ridge Y-12 Plant. In Proceedings of the Sixth Annual International Conference on High Level Radioactive Waste Management, Las Vegas, NV, USA, 30 April–5 May 1995; pp. 707–709. [Google Scholar]
- Ryang, H.; Cited, R.; Schofer, P.E.L.; Smith, A.E.T. Method of Making Particulate Uranium for Shaped Charge Liners. U.S. Patent US4592790A, 3 June 1986. [Google Scholar]
- Weirick, L.J.; Lynch, C.T. Corrosion Resistant Coatings for Uranium and Uranium Alloys. In Proceedings of the Corrosion/77 NACE Meeting, San Francisco, CA, USA, 14–18 March 1977. [Google Scholar]
- Chang, F.; Levy, M.; Jackman, B.; Nowak, W.B. Assessment of corrosion-resistant coatings for a depleted uranium-0.75 titanium alloy. Surf. Coat. Technol. 1991, 48, 31–39. [Google Scholar] [CrossRef]
- Schroeder, J.B.; Vaughan, D.A.; Schwartz, C.M. Aqueous Uranium Corrosion at 100 °C. J. Electrochem. Soc. 1959, 106, 486. [Google Scholar] [CrossRef]
- Allen, G.C.; Holmes, N.R. The passivation of uranium metal surfaces by nitrogen bombardment—The formation of uranium nitride. J. Nucl. Mater. 1988, 152, 187–193. [Google Scholar] [CrossRef]
- Nelson, A.J.; Felter, T.E.; Wu, K.J.; Evans, C.; Ferreira, J.L.; Siekhaus, W.J.; McLean, W. Uranium passivation by C+ implantation: A photoemission and secondary ion mass spectrometry study. Surf. Sci. 2006, 600, 1319–1325. [Google Scholar] [CrossRef]
- Parida, S.C.; Dash, S.; Singh, Z.; Prasad, R.; Venugopal, V. Thermodynamic studies on uranium-molybdenum alloys. J. Phys. Chem. Solids 2001, 62, 585–597. [Google Scholar] [CrossRef]
- Paukov, M.; Tkach, I.; Huber, F.; Gouder, T.; Cieslar, M.; Drozdenko, D.; Minarik, P.; Havela, L. U-Zr alloy: XPS and TEM study of surface passivation. Appl. Surf. Sci. 2018, 441, 113–119. [Google Scholar] [CrossRef]
- Henderson, G.S. The structure of silicate melts: A glass perspective. Can. Mineral. 2005, 43, 1921–1958. [Google Scholar] [CrossRef] [Green Version]
- Naito, T.; Aoyagi, T.; Sawai, Y.; Tachizono, S.; Yoshimura, K.; Hashiba, Y.; Yoshimoto, M. Lead-Free Low-Melting and Semiconductive Vanadate Glass Applicable to Low-Temperature Sealing. Jpn. J. Appl. Phys. 2011, 50, 88002. [Google Scholar] [CrossRef]
- Brow, R.K. Review: The structure of simple phosphate glasses. J. Non Cryst. Solids 2000, 263, 1–28. [Google Scholar] [CrossRef]
- Smedskjaer, M.M.; Mauro, J.C.; Youngman, R.E.; Hogue, C.L.; Potuzak, M.; Yue, Y. Topological principles of borosilicate glass chemistry. J. Phys. Chem. B 2011, 115, 12930–12946. [Google Scholar] [CrossRef]
- Day, D.E.; Wu, Z.; Ray, C.S.; Hrma, P. Chemically durable iron phosphate glass wasteforms. J. Non Cryst. Solids 1998, 241, 1–12. [Google Scholar] [CrossRef]
- Liu, H.S.; Chin, T.S.; Yung, S.W. FTIR and XPS studies of low-melting PbO-ZnO-P2O5glasses. Mater. Chem. Phys. 1997, 50, 1–10. [Google Scholar] [CrossRef]
- Minamf, T.; Mackkenzie, J.D. Thermal Expansion and Chemical Durability of Phosphate Glasses. J. Am. Ceram. Soc. 1977, 60, 232–235. [Google Scholar] [CrossRef]
- Dousti, M.R.; Ghoshal, S.K.; Amjad, R.J.; Sahar, M.R.; Nawaz, F.; Arifin, R. Structural and optical study of samarium doped lead zinc phosphate glasses. Opt. Commun. 2013, 300, 204–209. [Google Scholar] [CrossRef]
- Dayanand, C.; Sarma, R.V.G.K.; Bhikshamaiah, G.; Salagram, M. Optical properties of lead phosphate glasses. J. Non Cryst. Solids 1994, 167, 122–126. [Google Scholar] [CrossRef]
- Wang, X.; Cai, S.; Liu, T.; Ren, M.; Huang, K.; Zhang, R.; Zhao, H. Fabrication and corrosion resistance of calcium phosphate glass-ceramic coated Mg alloy via a PEG assisted sol-gel method. Ceram. Int. 2014, 40, 3389–3398. [Google Scholar] [CrossRef]
- Ren, M.; Cai, S.; Liu, T.; Huang, K.; Wang, X.; Zhao, H.; Niu, S.; Zhang, R.; Wu, X. Calcium phosphate glass/MgF2 double layered composite coating for improving the corrosion resistance of magnesium alloy. J. Alloys Compd. 2014, 591, 34–40. [Google Scholar] [CrossRef]
- Beghi, G. Gamma Phase Uranium-Molybdenum Alloys; Technical Report of European Atomic Energy Community; EURATOM Joint Nuclear Research Center: Ispra, Italy, 1968. [Google Scholar]
- Aboud, H. Enhanced luminescence of Er+3-doped Zinc-Lead-Phosphate Glass embedded SnO2 nanoparticles. J. Nanostruct. 2016, 6, 179–183. [Google Scholar]
- Carta, D.; Pickup, D.M.; Knowles, J.C.; Ahmed, I.; Smith, M.E.; Newport, R.J. A structural study of sol-gel and melt-quenched phosphate-based glasses. J. Non Cryst. Solids 2007, 353, 1759–1765. [Google Scholar] [CrossRef]
- Sun, C.; Xue, D. In situ iR spectral observation of NH4H2PO4 crystallization: Structural identification of nucleation and crystal growth. J. Phys. Chem. C 2013, 117, 19146–19153. [Google Scholar] [CrossRef]
- Chowdhury, S.; Mandal, P.; Ghosh, S. Structural properties of Er3+ doped lead zinc phosphate glasses. Mater. Sci. Eng. B Solid State Mater. Adv. Technol. 2019, 240, 116–120. [Google Scholar] [CrossRef]
- Le Saoût, G.; Simon, P.; Fayon, F.; Blin, A.; Vaills, Y. Raman and infrared study of (PbO)x(P2O5)(1−x) glasses. J. Raman Spectrosc. 2002, 33, 740–746. [Google Scholar] [CrossRef]
- Lobaz, V.; Konefał, M.; Kotov, N.; Lukešová, M.; Hromádková, J.; Šlouf, M.; Pánek, J.; Hrubý, M.; Chmela, T.; Krupička, P. Low-melting phosphate glass for corrosion protection of depleted uranium. Chem. Listy 2020, 114, 411–415. [Google Scholar]
- Cataldo, F.; Putz, M.V.; Ursini, O.; Angelini, G.; Garcia-Hernandez, D.A.; Manchado, A. A new route to graphene starting from heavily ozonized fullerenes: Part 3-An electron spin resonance study. Fuller. Nanotub. Carbon Nanostruct. 2016, 24, 195–201. [Google Scholar] [CrossRef]
- Matori, K.A.; Sayyed, M.I.; Sidek, H.A.A.; Zaid, M.H.M.; Singh, V.P. Comprehensive study on physical, elastic and shielding properties oflead zinc phosphate glasses. J. Non-Cryst. Solids 2017, 457, 97–103. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | dv50 (µm) | dv90 (µm) | dv95 (µm) | dv99 (µm) |
|---|---|---|---|---|
| dry ground powder 1 | 14 | 117 | 200 | 250 |
| after the 71 µm sieve 1 | 15 | 64 | 85 | 120 |
| after 7 h of wet grinding, H2O 2 | 35 | 45 | 51 | 76 |
| after 12 h of wet grinding, H2O 2 | 9 | 11 | 15 | 19 |
| after 24 h of wet grinding, H2O 2 | 0.48 | 0.54 | 0.71 | 0.83 |
| after 2 h of wet grinding in ethanol 1 | 6 | 21 | 40 | 76 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lobaz, V.; Konefał, M.; Kotov, N.; Lukešová, M.; Hromádková, J.; Šlouf, M.; Pánek, J.; Hrubý, M.; Chmela, T.; Krupička, P. Low-Melting Phosphate Glass Coatings for Structural Parts Composed of Depleted Uranium. Coatings 2022, 12, 1540. https://doi.org/10.3390/coatings12101540
Lobaz V, Konefał M, Kotov N, Lukešová M, Hromádková J, Šlouf M, Pánek J, Hrubý M, Chmela T, Krupička P. Low-Melting Phosphate Glass Coatings for Structural Parts Composed of Depleted Uranium. Coatings. 2022; 12(10):1540. https://doi.org/10.3390/coatings12101540
Chicago/Turabian StyleLobaz, Volodymyr, Magdalena Konefał, Nikolay Kotov, Miroslava Lukešová, Jiřina Hromádková, Miroslav Šlouf, Jiří Pánek, Martin Hrubý, Tomáš Chmela, and Pavel Krupička. 2022. "Low-Melting Phosphate Glass Coatings for Structural Parts Composed of Depleted Uranium" Coatings 12, no. 10: 1540. https://doi.org/10.3390/coatings12101540