HVOF Sprayed Fe-Based Wear-Resistant Coatings with Carbide Reinforcement, Synthesized In Situ and by Mechanically Activated Synthesis

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Production and Characterization
2.2. Coating Deposition
2.3. Microstructure Studies
2.4. Study of Hardness
2.5. Abrasive Wear Study
3. Results and Discussion
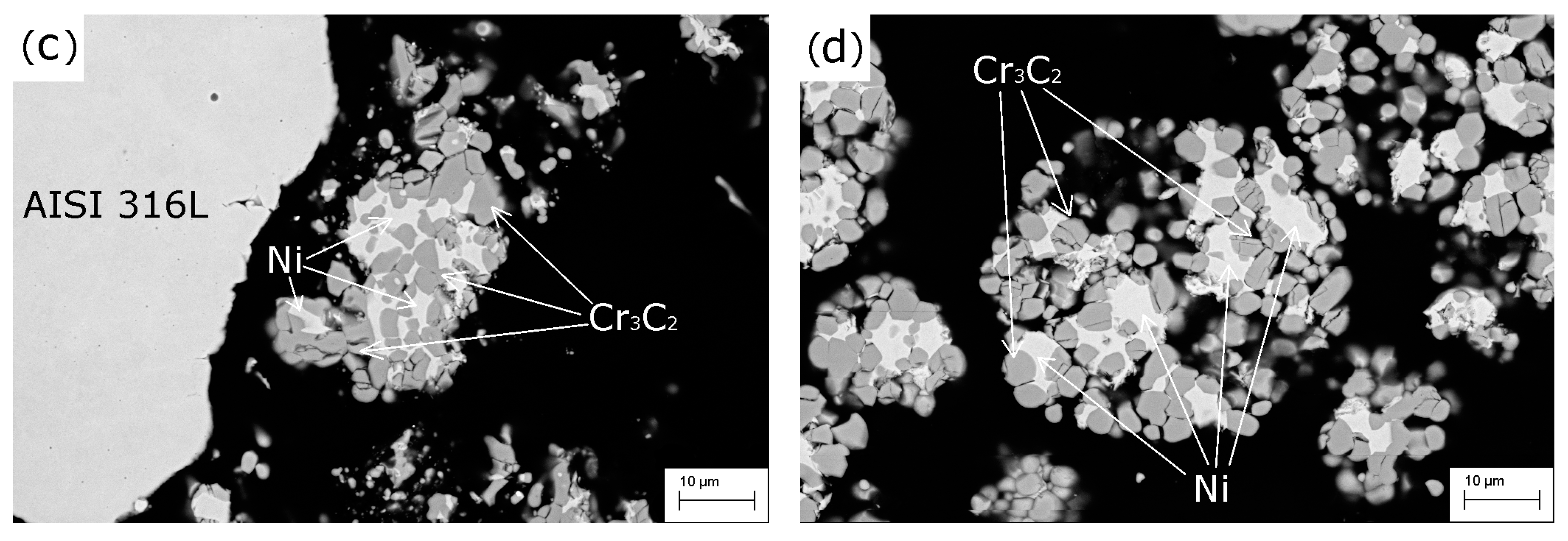
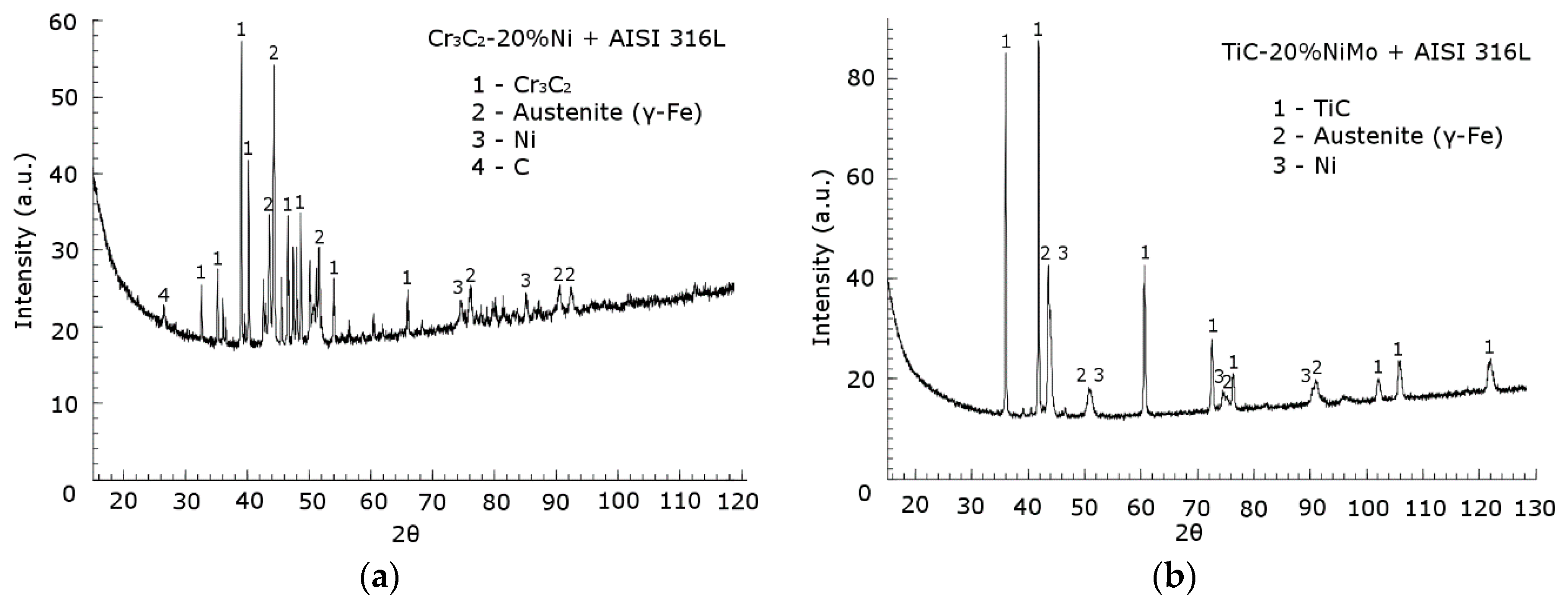
3.1. Characterization of Spray Powders
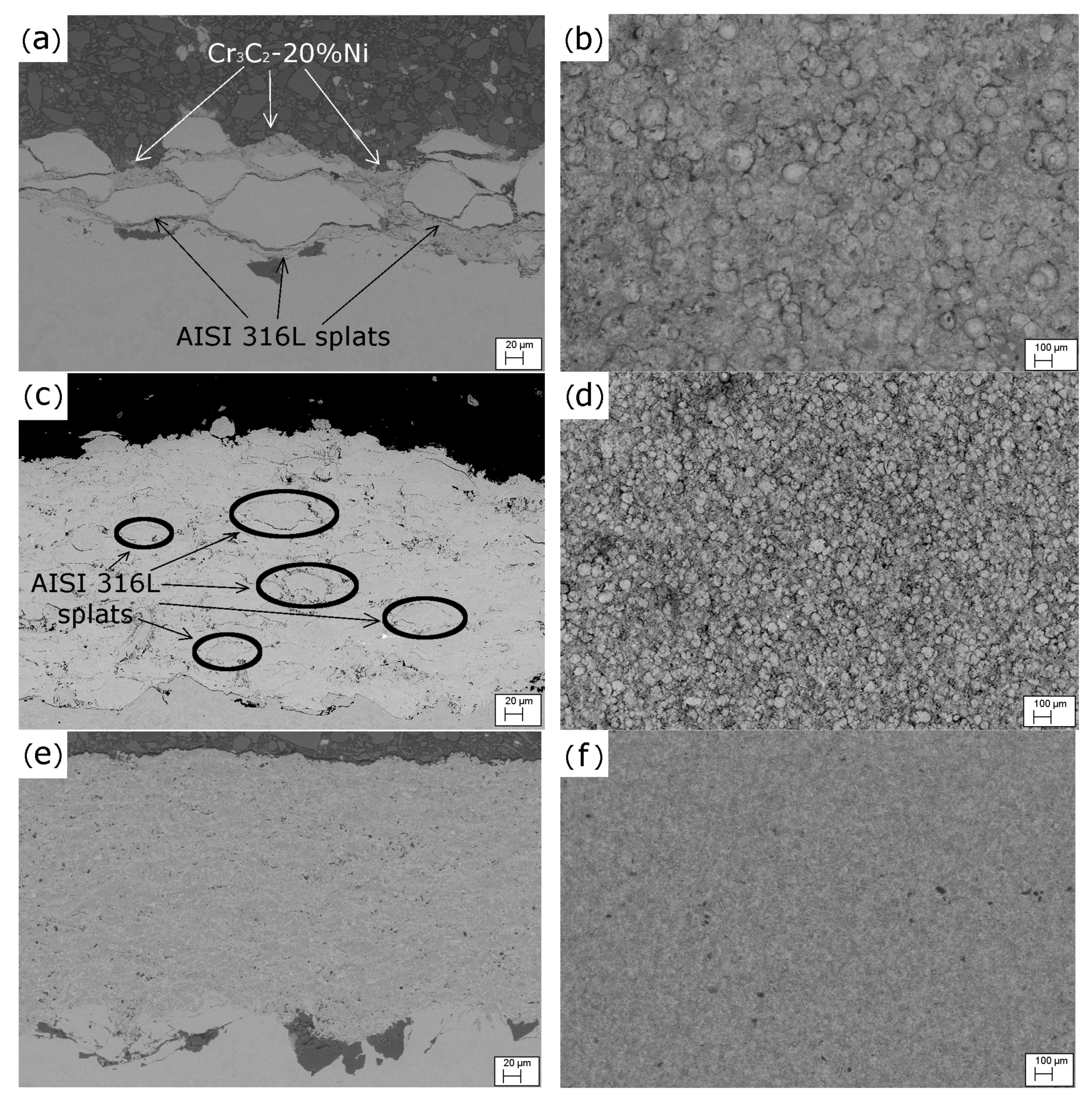
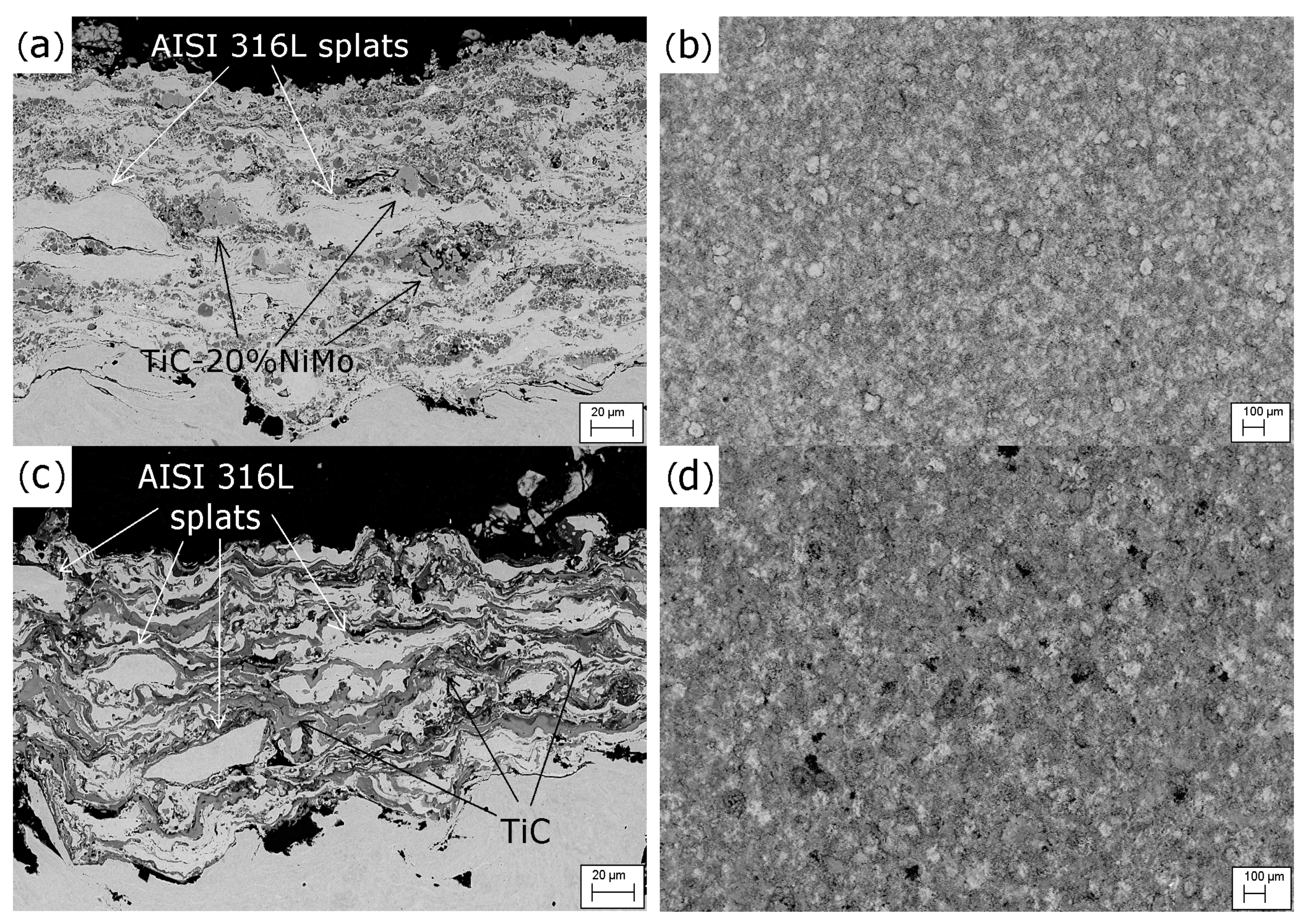
3.2. Deposition of Coatings
3.3. Hardness of the Coatings
3.4. Abrasive Wear
4. Conclusions
- HVOF sprayed wear-resistant composite coatings were designed from cermet powders produced by mechanically activated synthesis (MAS) and from the agglomerated mixture of elemental powders.
- Carbide phase formation was achieved by the carbothermal reduction of TiO2 via MAS and by in situ synthesis during the deposition of the agglomerated mixture via reactive thermal spray (RTS) of (Ti + C) + AISI 316L. The Ti-based MAS coating showed homogeneous and fine-grained microstructure.
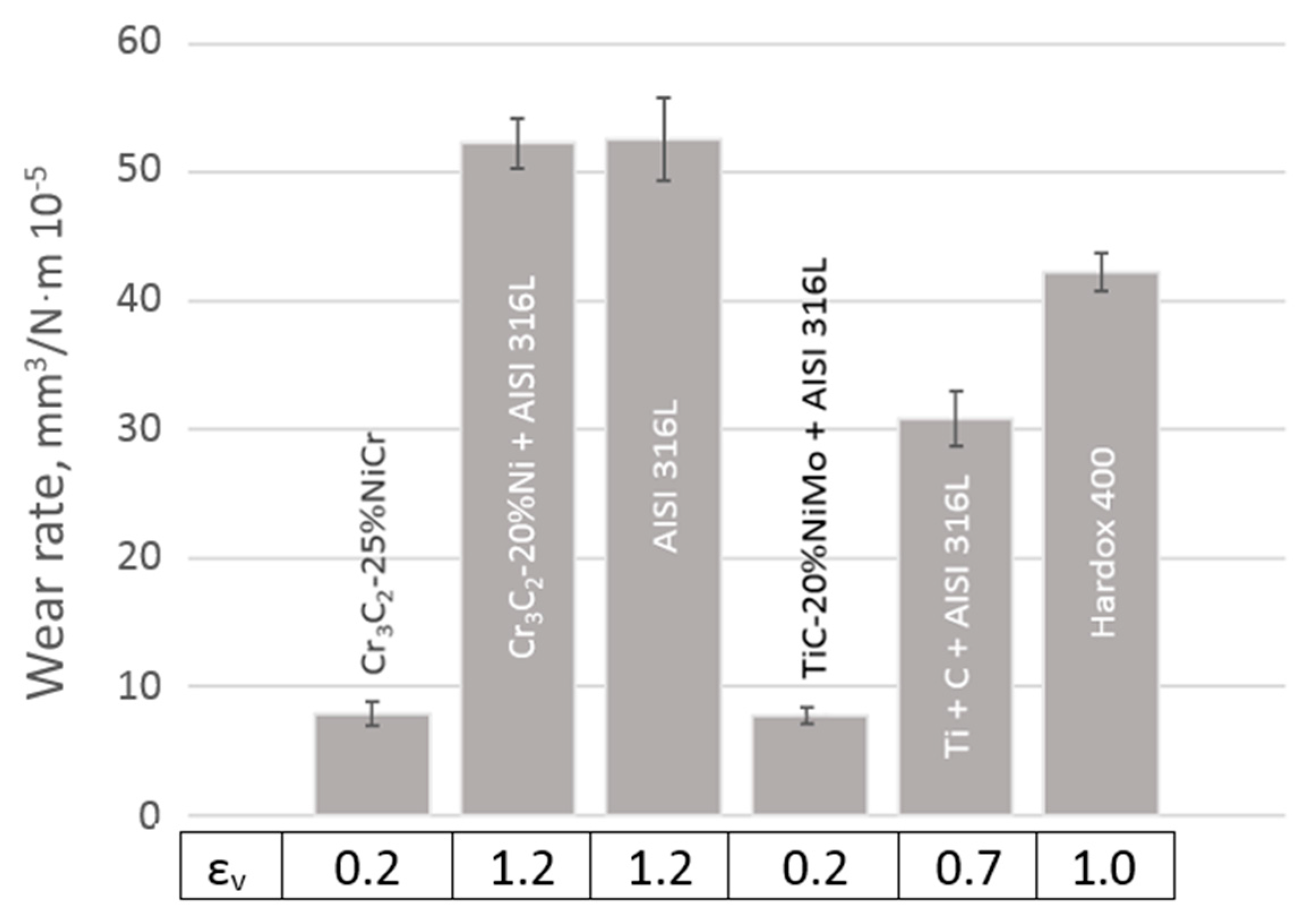
- Developed Ti-based coatings (MAS and RTS) were demonstrated to be superior to Cr3C2–25%NiCr coating performance in the abrasive–erosive test. However, the abrasive–erosive wear resistance of the developed materials can be enhanced even further by increasing the presence of metal matrix in the composite. Compared to the Ti-based RTS coating, the Ti-based MAS coating is more applicable to abrasive rubber wheel wear due to containing 10% more of the hard carbide phase. Its performance was slightly better than that of the reference Cr3C2–25%NiCr coating. Cr-based MAS coating did not exhibit satisfactory wear resistance due to its inhomogeneous microstructure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davis, E.J. Introduction to Applications for Thermal Spray Processing. In Handbook of Thermal Spray Technology; Davis, J.R., Ed.; ASM International: Geauga County, OH, USA, 2004; p. 172. [Google Scholar]
- Sarjas, H.; Kulu, P.; Juhani, K.; Vuoristo, P. Vuoristo, Novel WC-Co Spray Powders and HVOF Sprayed Coatings on Their Basis. In Proceedings of the 28th International Conference on Surface Modification Technologies, Tampere, Finland, 16–18 June 2014. [Google Scholar]
- Sarjas, H.; Kulu, P.; Juhani, K.; Viljus, M.; Matikainen, V.; Vuoristo, P. Wear resistance of HVOF sprayed coatings from mechanically activated thermally synthesized Cr3C2–Ni spray powder. Proc. Est. Acad. Sci. 2016, 65, 101. [Google Scholar] [CrossRef]
- Bordbar, H.; Yousefi, A.A.; Abedini, H. Production of titanium tetrachloride (TiCl4) from titanium ores: A review. Polyolefins J. 2017, 4, 150–169. [Google Scholar]
- Kang, J.; Okabe, T.H. Removal of Iron from Titanium Ore through Selective Chlorination Using Magnesium Chloride. Mater. Trans. 2013, 54, 1444–1453. [Google Scholar] [CrossRef] [Green Version]
- Woo, Y.-C.; Kang, H.-J.; Kim, D.J. Formation of TiC particle during carbothermal reduction of TiO2. J. Eur. Ceram. Soc. 2007, 27, 719–722. [Google Scholar] [CrossRef]
- Rahimi-Vahedi, A.; Adeli, M.; Saghafian, H. Formation of Fe-TiC composite clad layers on steel using the combustion synthesis process. Surf. Coat. Technol. 2018, 347, 217–224. [Google Scholar] [CrossRef]
- Terry, B.S.; Chinyamakobvu, O.S. In situ production of Fe-Tic composites by reactions in liquid iron alloys. J. Mater. Sci. Lett. 1991, 10, 628–629. [Google Scholar] [CrossRef]
- Nuilek, K.; Memongkol, N.; Niyomwas, S. The Effect of TiO2 on Synthesizing Fe-TiC Composites. In Proceedings of the 4th Thailand Materials Science and Technology Conference, Bangkok, Thailand, 31 March–1 April 2006. [Google Scholar]
- Sarjas, H.; Surzhenkov, A.; Juhani, K.; Antonov, M.; Adoberg, E.; Kulu, P.; Viljus, M.; Traksmaa, R.; Matikainen, V.; Vuoristo, P. Abrasive-Erosive Wear of Thermally Sprayed Coatings from Experimental and Commercial Cr3C2-Based Powders. J. Therm. Spray Technol. 2017, 26, 2020–2029. [Google Scholar] [CrossRef]
- Zhang, G.; Zheng, Y.; Zhou, W.; Zhao, Y.; Zhang, J.; Ke, Z.; Yu, L. Microstructure and mechanical properties of Ti(C,N)-based cermets fabricated by in situ carbothermal reduction of TiO2 and subsequent liquid phase sintering. Ceram. Int. 2018, 44, 3092–3098. [Google Scholar] [CrossRef]
- Yu, H.; Zhang, W.; Wang, H.; Ji, X.; Song, Z.; Li, X.; Xu, B. In-situ synthesis of TiC/Ti composite coating by high frequency induction cladding. J. Alloy Compd. 2017, 701, 244–255. [Google Scholar] [CrossRef] [Green Version]
- Khalili, A.; Goodarzi, M.; Mojtahedi, M.; Torkamany, M.J. Solidification microstructure of in-situ laser-synthesized Fe-TiC hard coating. Surf. Coat. Technol. 2016, 307, 747–752. [Google Scholar] [CrossRef]
- Wang, X.; Song, S.; Qu, S.; Zou, Z. Characterization of in situ synthesized TiC particle reinforced Fe-based composite coatings produced by multi-pass overlapping GTAW melting process. Surf. Coat. Technol. 2007, 201, 5899–5905. [Google Scholar] [CrossRef]
- Emamian, A.; Corbin, S.F.; Khajepour, A. Tribology characteristics of in-situ laser deposition of Fe-TiC. Surf. Coat. Technol. 2012, 206, 4495–4501. [Google Scholar] [CrossRef]
- Gallo, S.C.; Alam, N.; O’Donnell, R. In Situ Synthesis of TiC-Fe Composite Overlays from Low Cost TiO2 Precursors Using Plasma Transferred Arc Deposition. J. Therm. Spray Technol. 2013, 23, 551–556. [Google Scholar] [CrossRef]
- Liu, H.; Huang, J. Reactive thermal spraying of TiC-Fe composite coating by using asphalt as a carbonaceous precursor. J. Mater. Sci. 2005, 40, 4149–4151. [Google Scholar] [CrossRef]
- Sun, X.; Huang, J.; Yang, J.; Chen, S. Microstructure evolution and mechanical properties of in-situ bimodal TiC-Fe coatings prepared by reactive plasma spraying. Ceram. Int. 2019, 45, 5848–5857. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J.-M. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form composites by selective laser melting. J. Alloy. Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- Bolelli, G.; Colella, A.; Lusvarghi, L.; Morelli, S.; Puddu, P.; Righetti, E.; Sassatelli, P.; Testa, V. TiC-NiCr thermal spray coatings as an alternative to WC-CoCr and Cr3C2-NiCr. Wear 2020, 203273. [Google Scholar] [CrossRef]
- Surzhenkov, A.; Goljandin, D.; Traksmaa, R.; Viljus, M.; Talviste, K.; Aruniit, A.; Latokartano, J.; Kulu, P. High Temperature Erosion Wear of Cermet Particles Reinforced Self-Fluxing Alloy HVOF Sprayed Coatings. Mater. Sci. (Medžiagotyra) 2015, 21, 386–390. [Google Scholar] [CrossRef] [Green Version]
- Pirso, J.; Viljus, M.; Letunovits, S.; Juhani, K. Reactive carburizing sintering—A novel production method for high quality chromium carbide–nickel cermets. Int. J. Refract. Met. Hard Mater. 2006, 24, 263–270. [Google Scholar] [CrossRef]
- Tkachivskyi, D.; Juhani, K.; Surzhenkov, A.; Kulu, P.; Viljus, M.; Traksmaa, R.; Jankauskas, V.; Leišys, R. Production of Thermal Spray Cr3C2-Ni Powders by Mechanically Activated Synthesis. Key Eng. Mater. 2019, 799, 31–36. [Google Scholar] [CrossRef]
- Pirso, J.; Viljus, M.; Juhani, K.; Kuningas, M. Three-body abrasive wear of TiC-NiMo cermets. Tribol. Int. 2010, 43, 340–346. [Google Scholar] [CrossRef]
- Jõeleht, M.; Pirso, J.; Juhani, K.; Viljus, M.; Traksmaa, R. The formation of reactive sintered (Ti, Mo)C-Ni cermet from nanocrystalline powders. Int. J. Refract. Met. Hard Mater. 2014, 43, 284–290. [Google Scholar] [CrossRef]
- Kulu, P.; Pihl, T. Selection Criteria for Wear Resistant Powder Coatings Under Extreme Erosive Wear Conditions. J. Therm. Spray Technol. 2002, 11, 517–522. [Google Scholar] [CrossRef]
- ASTM International. ASTM B213-20, Standard Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ISO 6507-1. Metallic Materials—Vickers Hardness Test 2018; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- ASTM International. ASTM G65-16e1, Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- GOST 23.201-78 Standard. Products Wear Resistance Assurance, Gas Abrasive Wear Testing of Materials and Coatings with Centrifugal Accelerato; Publishing House of Standards: Moscow, Russia, 1987. (In Russian) [Google Scholar]
- Pirso, J.; Viljus, M.; Letunovitš, S.; Juhani, K.; Joost, R. Three-body abrasive wear of cermets. Wear 2011, 271, 2868–2878. [Google Scholar] [CrossRef]
- Antonov, M.; Veinthal, R.; Yung, D.-L.; Katušin, D.; Hussainova, I. Mapping of impact-abrasive wear performance of WC-Co cemented carbides. Wear 2015, 332, 971–978. [Google Scholar] [CrossRef]
- Antonov, M.; Pirso, J.; Vallikivi, A.; Goljandin, D.; Hussainova, I. The effect of fine erodent retained on the surface during erosion of metals, ceramics, plastic, rubber and hardmetal. Wear 2016, 354–355, 53–68. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Constituents and Their Amount, (wt.%) | Grade | Manufacturer | Average Particle Size (Range), (μm) | Chemical Composition, (wt.%) |
|---|---|---|---|---|---|
| MAS (TiC–20%NiMo) | 64 TiO2 | Pretiox CG 100 | Precheza a.s. | 0.02 | 100 TiO2 |
| 16 C | 7782-42-5 | Imerys SA (Timrex KS6) | 6.45 | 99.8 C, 0.1 moisture, 0.06 ash, bal. residuals | |
| 13.3 Ni | Ni-7262 | Pacific Particulate Materials Ltd. | 2.4 | 99.7 Ni, 0.14 O, 0.14 C, bal. residuals | |
| 6.7 Mo | Mo-7164 | Pacific Particulate Materials Ltd. | 2.32 | 99.8 Mo, 0.05 O, 0.0003 Fe, bal. residuals | |
| MAS (Cr3C2–20%Ni) | 69.3 Cr | Cr-6995 | Pacific Particulate Materials Ltd. | 6.65 | 99.5 Cr, 0.38 O, 0.01 Fe, bal. residuals |
| 10.7 C | 7782-42-5 | Imerys SA (Timrex KS6) | 6.45 | 99.8 C, 0.1 moisture, 0.06 ash, bal. residuals | |
| 20 Ni | Ni-7262 | Pacific Particulate Materials Ltd. | 2.4 | 99.7 Ni, 0.14 O, 0.14 C, bal. residuals | |
| Cr3C2–25%NiCr | - | Amperit 588.074 | H.C. Starck | 15–45 | Base Cr, 18–22 Ni, 0.6 O, 9–11 C, 0.5 Fe |
| RTS (Ti + C) + AISI 316L | 32.8 Ti | HFTi-1 99.5% | Baoji Ziyu Metal Materials CO., Ltd. | 20–90 | 98.8 Ti, 1.2 Al |
| 8.2 C 1 | - | - | 20–90 | 100 C | |
| 59 AISI 316L | 16316 | Castolin Eutectic® | 20–90 | Base Fe, 0.03 C, 17.5 Cr, 13 Ni, 2.7 Mo |
| Composition | MAS (Cr3C2–20%Ni):AISI 316L | MAS (TiC–20%NiMo):AISI 316L | Ti:C: AISI 316L |
|---|---|---|---|
| Ratio, (vol.%) | 50:50 | 56:44 | 32.8:8.2:59 |
| Composition | Oxygen Flow Rate, (L/min) | Kerosene Flow Rate, (L/h) | Powder Feed Rate, (g/min) | Carrier Gas Flow Rate, (L/min) | Spraying Distance, (mm) | Number of Passes |
|---|---|---|---|---|---|---|
| MAS (TiC–20%NiMo) + AISI 316L | 870 | 28 | 60 | 5 | 380 | 14 |
| RTS (Ti + C) + AISI 316L | 870 | 28 | 60 | 5 | 380 | 6 |
| MAS (Cr3C2–20%Ni) + AISI 316L | 872 | 27 | 68 | 5 | 380 | 12 |
| Cr3C2–25%NiCr (Amperit) | 872 | 27 | 68 | 5 | 380 | 12 |
| AISI 316L | 900 | 24 | 100 | 5 | 360 | 7 |
| Wear Test | Load, (N) | Linear Speed, (m/s) | Impact Angle, (°) | Wheel Diameter, (mm) | Number of Wheel Revolutions | Testing Temp., (°C) | Abrasive Type and Size, (mm) | Abrasive Amount, (kg) | Abrasive Feed Rate, (g/s) | Duration of the Test, (s) |
|---|---|---|---|---|---|---|---|---|---|---|
| ARWW | 130 | 2.4 | – | 227 | 1007 | 20 | Silica, 0.2–0.3 | 1.85 | 5–6.5 | 300 |
| AEW | – | 40 1 | 30 | – | – | 20 | Silica, 0.2–0.3 | 2 + 6 2 | 6.94 | 2400 |
| Composition | Flowability, s |
|---|---|
| MAS (TiC–20%NiMo) + AISI 316L | 31.9 ± 0.3 |
| RTS (Ti + C) + AISI 316L | 49.2 ± 1.0 |
| MAS (Cr3C2–20%Ni) + AISI 316L | 55.7 ± 2.2 |
| Cr3C2–25%NiCr (Amperit) | 37.3 ± 0.2 |
| AISI 316L | 15.2 ± 0.1 |
| Type of Coating | TiC, (wt.%) | α-Ti, (wt.%) | Cr3C2, (wt.%) | Ni, (wt.%) | γ-Fe, (wt.%) | α-Fe, (wt.%) |
|---|---|---|---|---|---|---|
| MAS (TiC–20%NiMo) + AISI 316L | 37.8 | – | – | – | 53.2 | 9 |
| RTS (Ti + C) + AISI 316L | 27 | 12.8 | – | – | 47.6 | 12.6 |
| MAS (Cr3C2–20%Ni) + AISI 316L | – | – | 36.1 | – | 44.8 | 14.6 |
| Cr3C2–25%NiCr (Amperit) | – | – | 58.2 | 41.8 | – | – |
| AISI 316L | – | – | – | – | 88.8 | 11.2 |
| Type of Coating | Thickness, (μm) | Vickers Hardness HV, (GPa) | ||
|---|---|---|---|---|
| Surface | Cross-Section | |||
| HV1 | HV0.3 | HV0.3 | ||
| MAS (TiC–20%NiMo) + AISI 316L | 120 | 4.5 ± 1.0 | - | 4.5 ± 1.3 |
| RTS (Ti + C) + AISI 316L | 90 | 4.0 ± 0.6 | - | 3.3 ± 0.7 |
| MAS (Cr3C2–20%Ni) + AISI 316L | 55 | - | 4.9 ± 1.1 | 2.6 ± 0.8 |
| Cr3C2–25%NiCr (Amperit) | 263 | 8.8 ± 1.0 | 8.2 ± 2.1 | 9.2 ± 1.6 |
| AISI 316L | 203 | 3.2 ± 0.4 | 2.7 ± 1.2 | 3.1 ± 0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tkachivskyi, D.; Juhani, K.; Surženkov, A.; Kulu, P.; Tesař, T.; Mušálek, R.; Lukáč, F.; Antoš, J.; Vostřák, M.; Antonov, M.; et al. HVOF Sprayed Fe-Based Wear-Resistant Coatings with Carbide Reinforcement, Synthesized In Situ and by Mechanically Activated Synthesis. Coatings 2020, 10, 1092. https://doi.org/10.3390/coatings10111092
Tkachivskyi D, Juhani K, Surženkov A, Kulu P, Tesař T, Mušálek R, Lukáč F, Antoš J, Vostřák M, Antonov M, et al. HVOF Sprayed Fe-Based Wear-Resistant Coatings with Carbide Reinforcement, Synthesized In Situ and by Mechanically Activated Synthesis. Coatings. 2020; 10(11):1092. https://doi.org/10.3390/coatings10111092
Chicago/Turabian StyleTkachivskyi, Dmytro, Kristjan Juhani, Andrei Surženkov, Priit Kulu, Tomáš Tesař, Radek Mušálek, František Lukáč, Jakub Antoš, Marek Vostřák, Maksim Antonov, and et al. 2020. "HVOF Sprayed Fe-Based Wear-Resistant Coatings with Carbide Reinforcement, Synthesized In Situ and by Mechanically Activated Synthesis" Coatings 10, no. 11: 1092. https://doi.org/10.3390/coatings10111092