
Influence of Build Orientation on Surface Roughness and Fatigue Life of the Al2024-RAM2 Alloy Produced by Laser Powder Bed Fusion (L-PBF)

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and L-PBF Fabrication
2.2. Fatigue Testing
2.3. Surface Roughness
3. Results and Discussion
3.1. Microstructure
3.2. Hardness
3.3. Surface Roughness
3.4. Fatigue Life
3.5. Fractography
4. Conclusions
- The powder alloy Al2024-RAM2 with the addition of 2 wt.% ceramic nanoparticles based on Ti enables the preparation of material by the L-PBF method with a crack-free microstructure. The microstructure consists of ultra-fine equiaxed grains of the α-Al phase with random orientation.
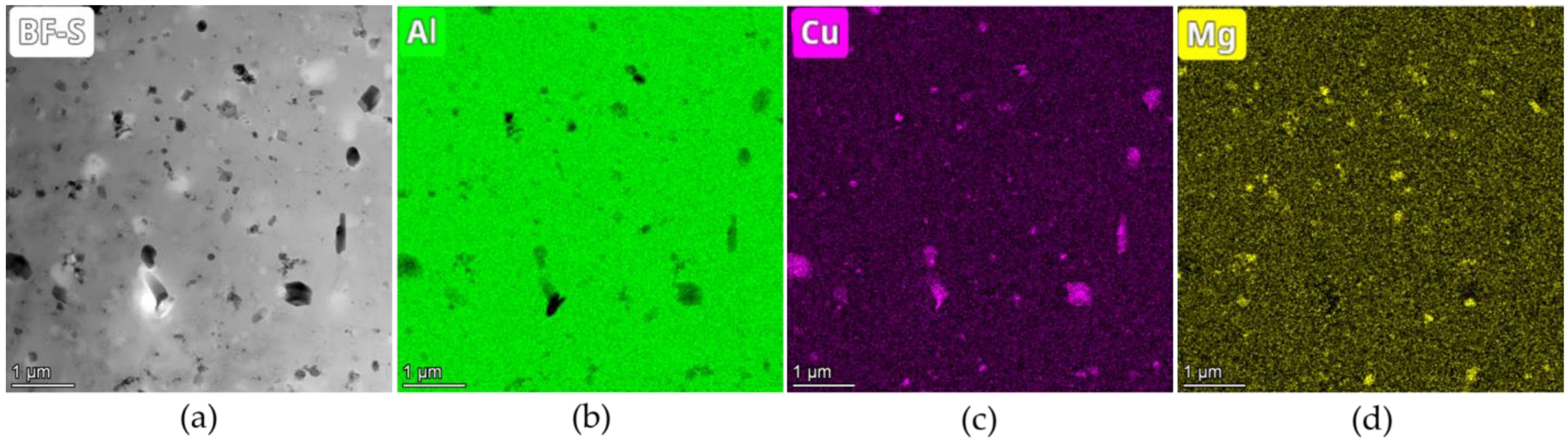
- T6 heat treatment results in a microstructure consisting of areas of coarsened grains and areas of ultra-fine equiaxed grains of α-Al phase with random orientation. A STEM analysis confirmed the presence of precipitates of θ-Al2Cu and Al2CuMg phases. T6 processing increases the hardness, which the same in both areas (HV0.01 = 150).
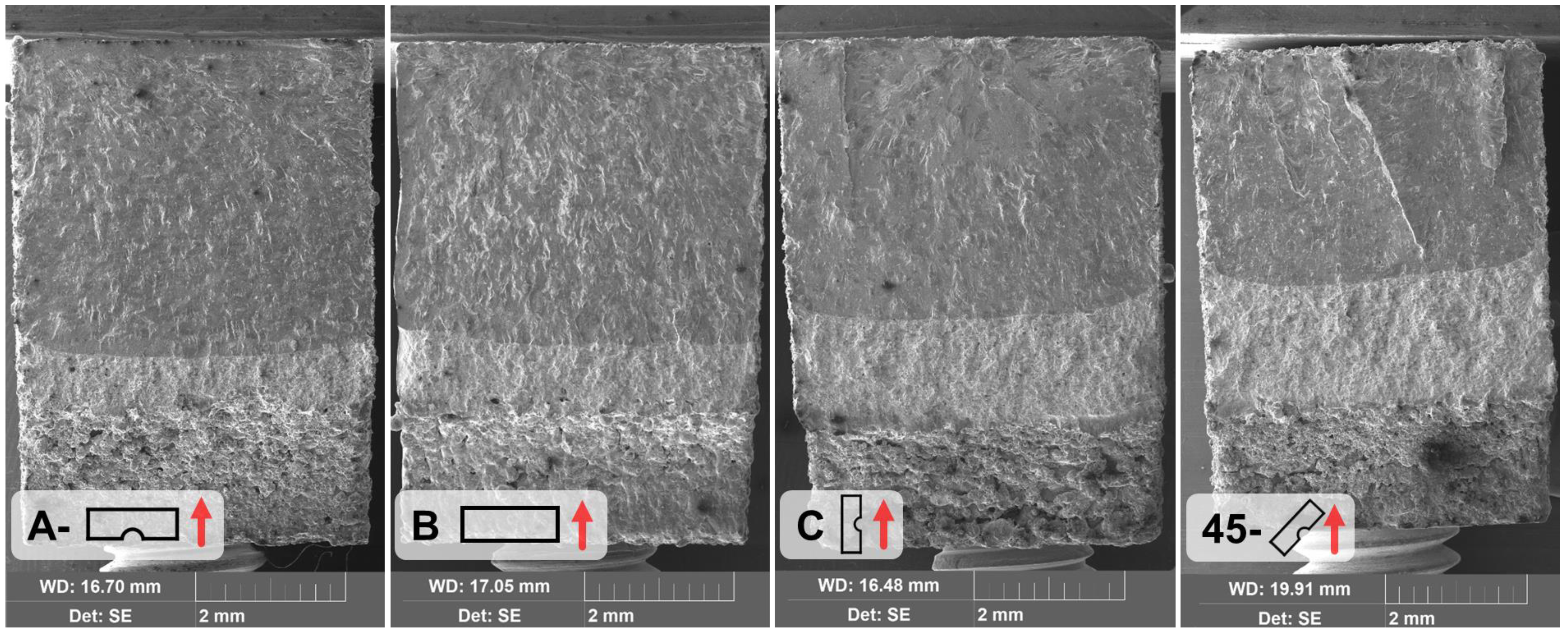
- The roughness of the as-built surface depends on the orientation of the specimens to the building platform. The roughness increases from orientation A- (the lowest value, Ra = 2.1 µm), to a higher value for orientation B and C (Ra = 12 µm), to the highest value for orientation 45- (Ra = 17.6 µm).
- Fatigue life depends on the build orientation of specimens. The differences in fatigue life expressed in terms of S-N curves between the individual orientations are not significant. The specimens with orientation A- with the lowest roughness showed the highest fatigue strength σmax = 118 MPa (for fatigue life at 2 × 106 cycles and cyclic loading with R = 0). Fatigue life for a given σmax decreases with increasing surface roughness. Specimens with grounded surface (Ra = 0.6 µm) exhibit a fatigue strength σmax of about 200 MPa at 2 × 106 cycles.
- From the fractographic observation it can be concluded that deep notches on the surface, the occurrence of which is in relation to the linear roughens Ra, play a decisive role in crack initiation and thus in fatigue life.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASTM 52900: 2015; Additive Manufacturing. ISO International: Geneva, Switzerland, 2015.
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-4455-2. [Google Scholar]
- Kruth, J.-P.; Levy, G.; Klocke, F.; Childs, T.H.C. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Klahn, C.; Leutenecker, B.; Meboldt, M. Design for Additive Manufacturing—Supporting the Substitution of Components in Series Products. Procedia CIRP 2014, 21, 138–143. [Google Scholar] [CrossRef]
- Emmelmann, C.; Sander, P.; Kranz, J.; Wycisk, E. Laser Additive Manufacturing and Bionics: Redefining Lightweight Design. Phys. Procedia 2011, 12, 364–368. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Daynes, S.; Zhang, H.; Feih, S.; Wang, M.Y. Design of graded lattice structure with optimized mesostructures for additive manufacturing. Mater. Des. 2018, 142, 114–123. [Google Scholar] [CrossRef]
- Badrossamay, M.; Yasa, E.; Van Vaerenbergh, J.; Kruth, J.P. Improving Productivity Rate in SLM of Commercial Steel Powders. Technol. Pap.-Soc. Manuf. Eng. 2009, TP09PUB17, 1–13. [Google Scholar]
- Campagnolo, A.; Meneghetti, G.; Berto, F.; Tanaka, K. Crack initiation life in notched steel bars under torsional fatigue: Synthesis based on the averaged strain energy density approach. Int. J. Fatigue 2017, 100, 563–574. [Google Scholar] [CrossRef]
- Pyka, G.; Kerckhofs, G.; Papantoniou, I.; Speirs, M.; Schrooten, J.; Wevers, M. Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures. Materials 2013, 6, 4737–4757. [Google Scholar] [CrossRef]
- Nicoletto, G. Influence of rough as-built surfaces on smooth and notched fatigue behavior of L-PBF AlSi10Mg. Addit. Manuf. 2020, 34, 101251. [Google Scholar] [CrossRef]
- Solberg, K.; Berto, F. Notch-defect interaction in additively manufactured Inconel 718. Int. J. Fatigue 2019, 122, 35–45. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; ISBN 0-471-43491-4. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Narra, S.P.; Beuth, J. Rapid Solidification: Selective Laser Melting of AlSi10Mg. JOM J. Miner. Met. Mater. Soc. 2016, 68, 960–966. [Google Scholar] [CrossRef]
- Khorasani, M.; Gibson, I.; Ghasemi, A.H.; Hadavi, E.; Rolfe, B. Laser Subtractive and Laser Powder Bed Fusion of Metals: Review of Process and Production Features. Rapid Prototyp. J. 2023, 29, 935–958. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Rappaz, M.; Drezet, J.M.; Mathier, V.; Vernède, S. Towards a Micro-Macro Model of Hot Tearing. Mater. Sci. Forum 2006, 519, 1665–1674. [Google Scholar] [CrossRef]
- Uddin, S.Z.; Murr, L.E.; Terrazas, C.A.; Morton, P.; Roberson, D.A.; Wicker, R.B. Processing and Characterization of Crack-Free Aluminum 6061 Using High-Temperature Heating in Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2018, 22, 405–415. [Google Scholar] [CrossRef]
- Leirmo, J.L. High Strength Aluminium Alloys in Laser-Based Powder Bed Fusion—A Review. Procedia CIRP 2021, 104, 1747–1752. [Google Scholar] [CrossRef]
- Nuechterlein, J.S.; Joseph, J. Reactive Additive Manufacturing. 2019. Available online: https://patents.google.com/patent/US20160271878A1/en (accessed on 17 June 2023).
- Spierings, A.B.; Dawson, K.; Heeling, T.; Uggowitzer, P.J.; Schäublin, R.; Palm, F.; Wegener, K. Microstructural features of Sc- and Zr-modified Al-Mg alloys processed by selective laser melting. Mater. Des. 2017, 115, 52–63. [Google Scholar] [CrossRef]
- Understanding Metal Matrix Composites—Elementum 3D. 2022. Available online: https://www.elementum3d.com/white-papers/metal-matrix-composites/ (accessed on 17 June 2023).
- An Inside Look at How AM Aluminum Alloys are Possible Using RAM Technology—Elementum 3D. 2022. Available online: https://www.elementum3d.com/white-papers/an-inside-look-at-how-am-commercial-aluminum-alloys-are-made-possible-using-ram-technology/ (accessed on 17 June 2023).
- Sullivan, E.; Polizzi, A.; Iten, J.; Nuechterlein, J.; Domack, M.; Liu, S. Microstructural Characterization and Tensile Behavior of Reaction Synthesis Aluminum 6061 Metal Matrix Composites Produced via Laser Beam Powder Bed Fusion and Electron Beam Freeform Fabrication. Int. J. Adv. Manuf. Technol. 2022, 121, 2197–2218. [Google Scholar] [CrossRef]
- Nicoletto, G. Anisotropic high cycle fatigue behavior of Ti–6Al–4V obtained by powder bed laser fusion. Int. J. Fatigue 2017, 94, 255–262. [Google Scholar] [CrossRef]
- Nicoletto, G. A novel test method for the fatigue characterization of metal powder bed fused alloys. Procedia Struct. Integr. 2017, 7, 67–74. [Google Scholar] [CrossRef]
- ASTM ISO 22407:2021; Metallic Materials—Fatigue Testing—Axial Plane Bending Method. ISO International: Geneva, Switzerland, 2021.
- ISO-ISO 4287:1997; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. ISO International: Geneva, Switzerland, 1997. Available online: https://www.iso.org/standard/10132.html (accessed on 17 June 2023).
- 3D Printed Aluminum, AM Powder Solution—Elementum 3D. 2021. Available online: https://www.elementum3d.com/aluminum/ (accessed on 24 July 2023).
- Tan, Q.; Zhang, J.; Sun, Q.; Fan, Z.; Li, G.; Yin, Y.; Liu, Y.; Zhang, M.-X. Inoculation Treatment of an Additively Manufactured 2024 Aluminium Alloy with Titanium Nanoparticles. AMI Acta Mater. 2020, 38. [Google Scholar] [CrossRef]
- Chen, B.; Xi, X.; Gu, T.; Tan, C.; Song, X. Influence of heat treatment on microstructure evolution and mechanical properties of TiB2/Al 2024 composites fabricated by directed energy deposition. J. Mater. Res. Technol. 2020, 9, 14223–14236. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Precipitates and intermetallic phases in precipitation hardening Al–Cu–Mg–(Li) based alloys. Int. Mater. Rev. 2005, 50, 193–215. [Google Scholar] [CrossRef]
- Lin, F.; Jia, F.; Ren, M.; Wang, J.; Yang, M.; Chen, Z.; Jiang, Z. Microstructure, mechanical and thermal properties of ultrafine-grained Al2024–TiC-GNPs nanocomposite. Mater. Sci. Eng. A 2022, 841, 142855. [Google Scholar] [CrossRef]
- Rosito, M.; Vanzetti, M.; Padovano, E.; Gili, F.; Sampieri, R.; Bondioli, F.; Badini, C.F. Processability of A6061 Aluminum Alloy Using Laser Powder Bed Fusion by In Situ Synthesis of Grain Refiners. Metals 2023, 13, 1128. [Google Scholar] [CrossRef]
- Konečná, R.; Nicoletto, G. On the link between as-built surface quality and fatigue behavior of additively manufactured Inconel 718. Procedia Struct. Integr. 2019, 23, 384–389. [Google Scholar] [CrossRef]
- Frkan, M.; Konecna, R.; Nicoletto, G.; Kunz, L. Microstructure and fatigue performance of SLM-fabricated Ti6Al4V alloy after different stress-relief heat treatments. Transp. Res. Procedia 2019, 40, 24–29. [Google Scholar] [CrossRef]
- Al2024-RAM2. Available online: https://www.elementum3d.com/wp-content/uploads/2023/03/A2024-RAM2-WEB-Data-Sheets-2023-02-22.pdf (accessed on 24 July 2023).
- ASTM E466-15; Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2015.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements [wt.%] | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| Al2024–RAM2 | 0.12 | 0.1 | 3.68 | 0.57 | 1.47 | 0.02 | 2.43 | balance |
| Measurement | Coarse Grain | Fine Grain | Ti Particles |
|---|---|---|---|
| 1 | 157 | 144 | 666 |
| 2 | 147 | 156 | 652 |
| 3 | 150 | 148 | 652 |
| 4 | 145 | 150 | 624 |
| Average value | 150 ± 6 | 150 ± 5 | 648 ± 10 |
| Orientation | Ra [µm] | Rz [µm] |
|---|---|---|
| A- | 2.1 | 5.8 |
| B | 12.3 | 34.8 |
| C | 12 | 34.2 |
| 45- | 17.6 | 49.8 |
| A- 180SP | 0.6 | 1.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konecna, R.; Varmus, T.; Nicoletto, G.; Jambor, M. Influence of Build Orientation on Surface Roughness and Fatigue Life of the Al2024-RAM2 Alloy Produced by Laser Powder Bed Fusion (L-PBF). Metals 2023, 13, 1615. https://doi.org/10.3390/met13091615
Konecna R, Varmus T, Nicoletto G, Jambor M. Influence of Build Orientation on Surface Roughness and Fatigue Life of the Al2024-RAM2 Alloy Produced by Laser Powder Bed Fusion (L-PBF). Metals. 2023; 13(9):1615. https://doi.org/10.3390/met13091615
Chicago/Turabian StyleKonecna, Radomila, Tibor Varmus, Gianni Nicoletto, and Michal Jambor. 2023. "Influence of Build Orientation on Surface Roughness and Fatigue Life of the Al2024-RAM2 Alloy Produced by Laser Powder Bed Fusion (L-PBF)" Metals 13, no. 9: 1615. https://doi.org/10.3390/met13091615