
Natural Rubber Composites Using Hydrothermally Carbonized Hardwood Waste Biomass as a Partial Reinforcing Filler- Part I: Structure, Morphology, and Rheological Effects during Vulcanization
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Hydrochar Filler
2.3. Composition of the Rubber Mixtures

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code * | CB Content, phr | HC Content, phr | CB Content, wt.% | HC Content, wt.% | CB Content, % v/v ‡ | HC Content, % v/v ‡ | Combined Fillers % v/v ‡ |
|---|---|---|---|---|---|---|---|
| CB10 * and VCB10 * | 10 | 40 | 6.29 | 25.16 | 2.42 | 20.39 | 22.80 |
| CB20 and VCB20 | 20 | 30 | 12.58 | 18.87 | 4.83 | 15.29 | 20.12 |
| CB30 and VCB30 | 30 | 20 | 18.87 | 12.58 | 7.25 | 10.19 | 17.44 |
| CB40 and VCB40 | 40 | 10 | 25.16 | 6.29 | 9.66 | 5.10 | 14.76 |
| CB50 and VCB50 | 50 | 0 | 31.45 | 0 | 12.08 | 0 | 12.08 |
| Sample | Density, g/cm3 * | SBET, m2/g |
|---|---|---|
| Carbon black | 2.969 | 77.8 |
| Hydrochar | 1.407 | 21.4 |
2.4. Mixing and Vulcanization Procedure
2.5. Rheology of Vulcanization
2.6. Structure and Morphology of Fillers and Nanocomposites
3. Results and Discussion
3.1. Hydrochar Filler
3.1.1. Size and Geometry of the Hydrochar Particles
3.1.2. Specific Surface Area of fillers
3.1.3. Chemical Composition of the Hydrochar
Elemental Composition of the Fillers
Structure Characteristics
3.2. Nanocomposite Rubber/CB/Hydrochar: Basic Properties
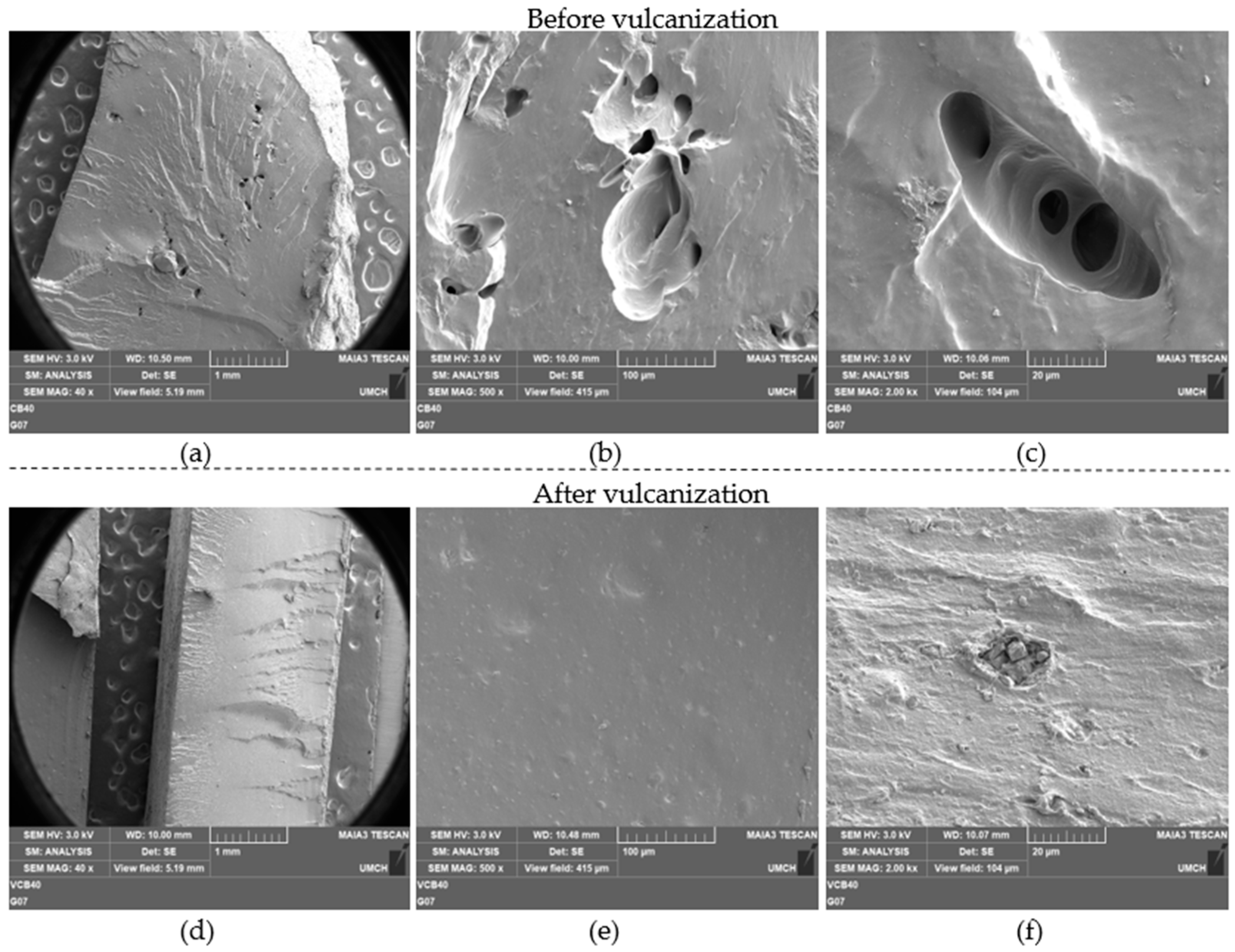
3.2.1. Dispersion of the Fillers and Overall Morphology
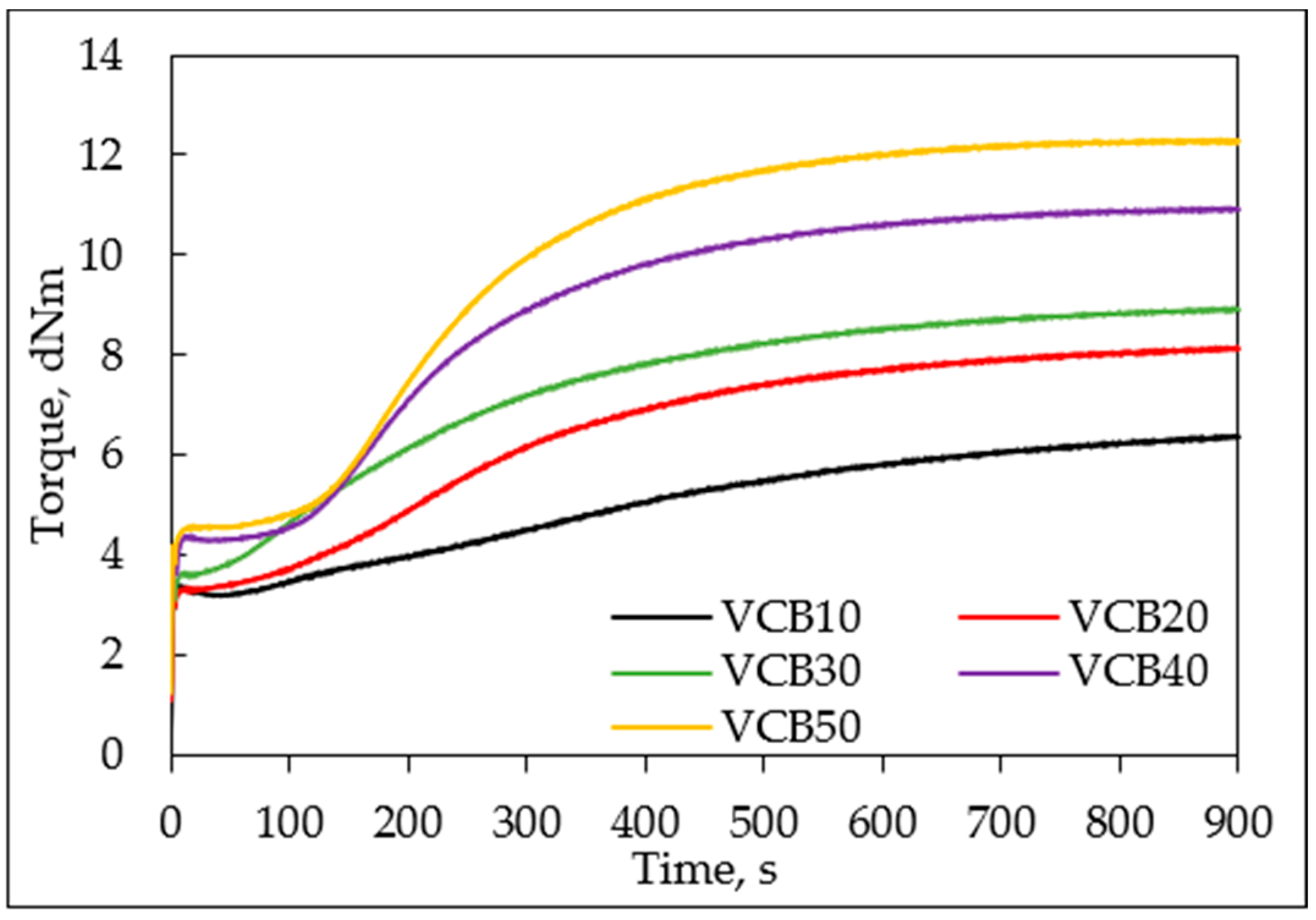
3.2.2. Vulcanization Behavior
3.2.3. FTIR Analysis of the Nanocomposites
4. Conclusions
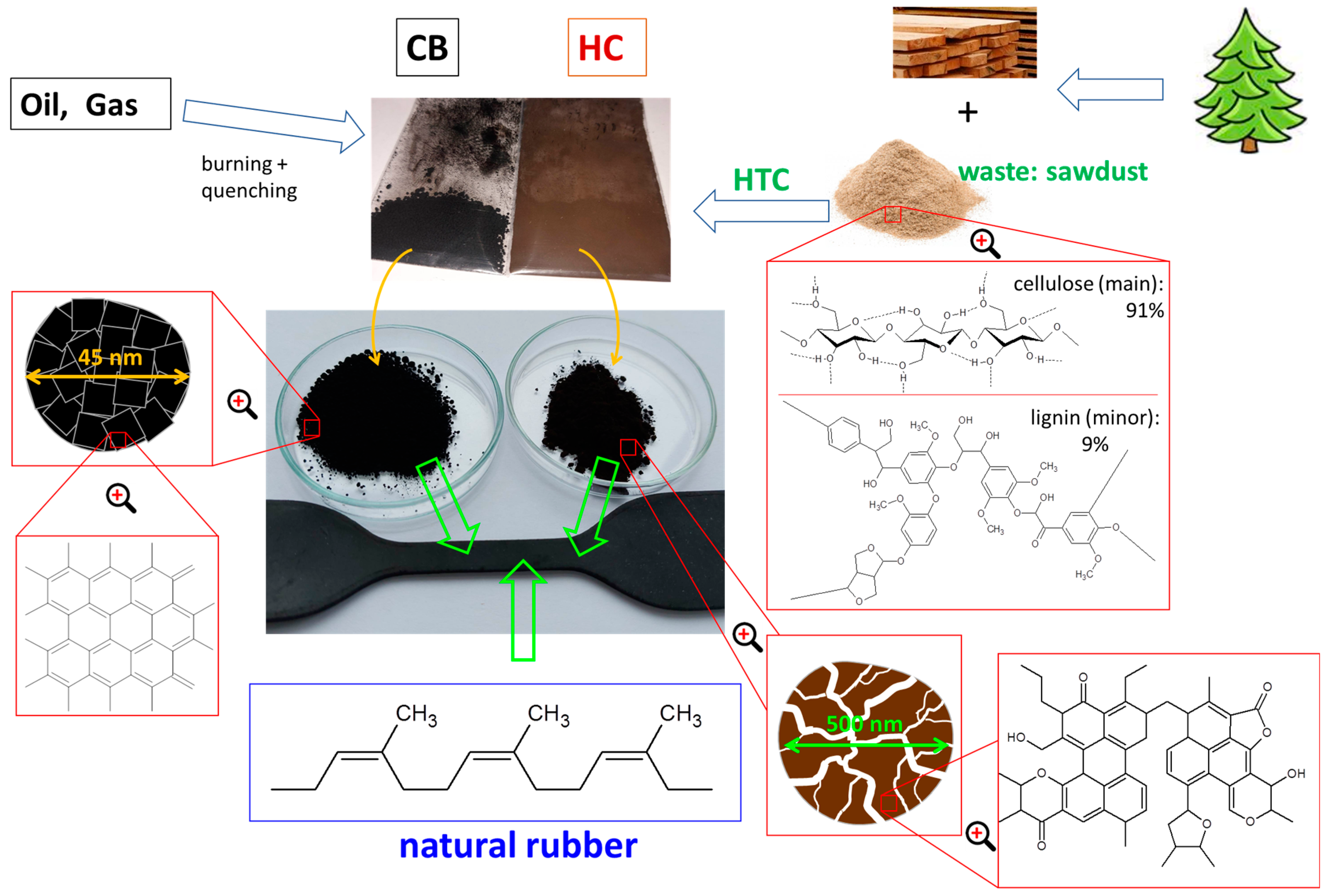
- Rubber composites were prepared and studied, in which the traditional carbon black (CB) filler was partly replaced by bio-sourced ‘hydrochar’ (HC), which in turn was produced from hardwood waste (from an oak tree, cellulose content: 91 wt.%, lignin content: 9 wt.%) by the innovative and energy-saving hydrothermal carbonization route (HTC). In this part of a broader work, a comprehensive characterization of the prepared HC filler is undertaken at first, as well as the analysis of rubber composites’ morphology and their vulcanization behavior, at different fractions of CB/HC ratios in the filler phase. Other interesting characteristics of the rubber composites are studied in a follow-on work.
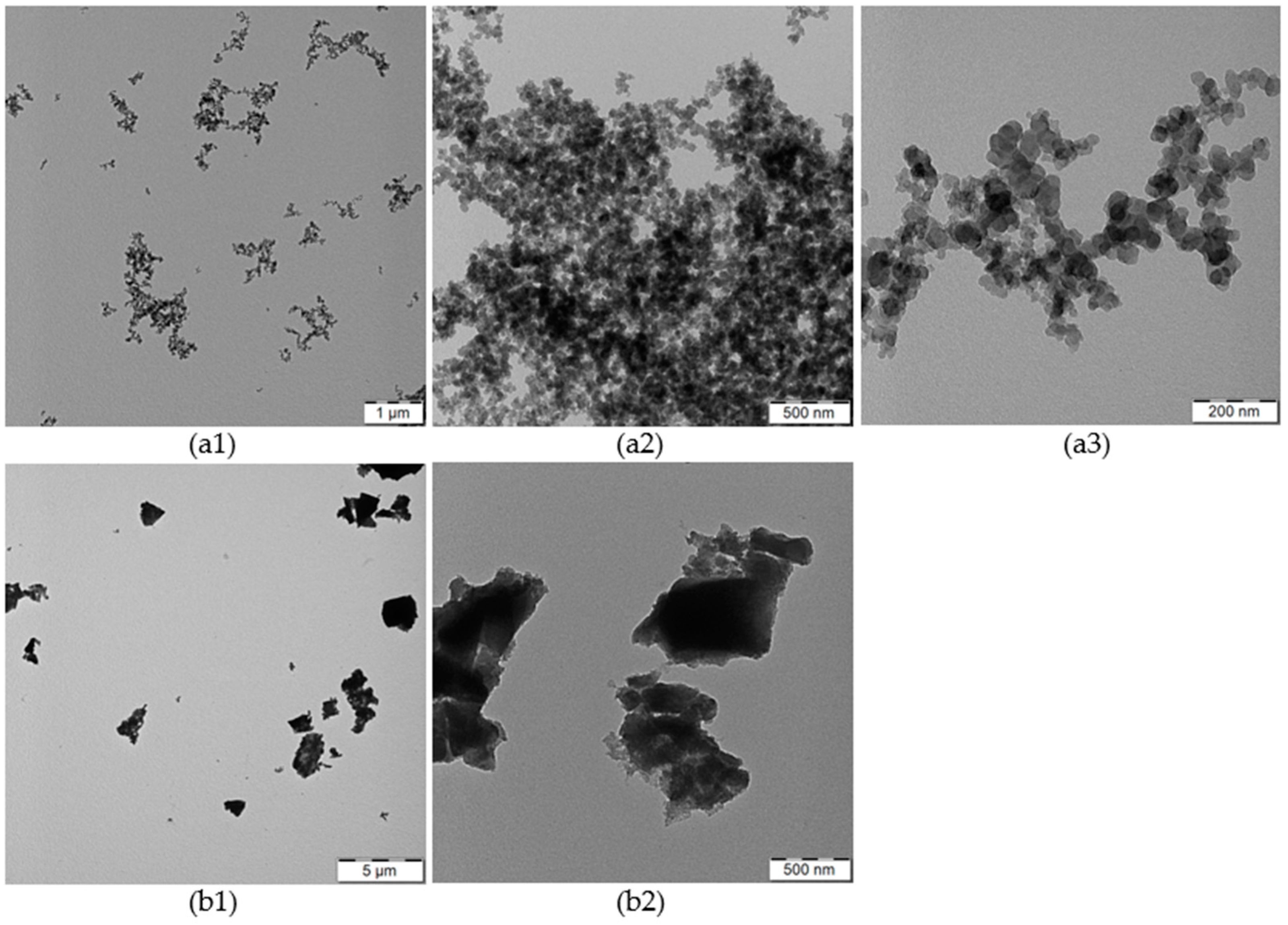
- The particle size and shape of HC and CB were compared using TEM. The HC grains were found to be larger (0.5–3 µm) and less regular than the CB particles (30–60 nm).
- The specific surface area of CB (determined by the BET method) was expectedly found to be larger than that of HC (77.8 vs. 21.4 m2/g), but much less so than suggested by the difference in particle size. This finding indicates a considerable porosity of HC.
- Elemental analysis of the bio-waste feed (sawdust), the hydrochar produced from it, and the traditional CB filler revealed that the HTC treatment substantially raised the carbon content in the final hydrochar (HC) product, from 46 to 71 wt.%, but HC still stayed relatively organic in its composition if compared to CB (more than 96 wt.% of C). The oxygen content was halved after HTC processing (from 47 to 24 wt.%), but remained significant.
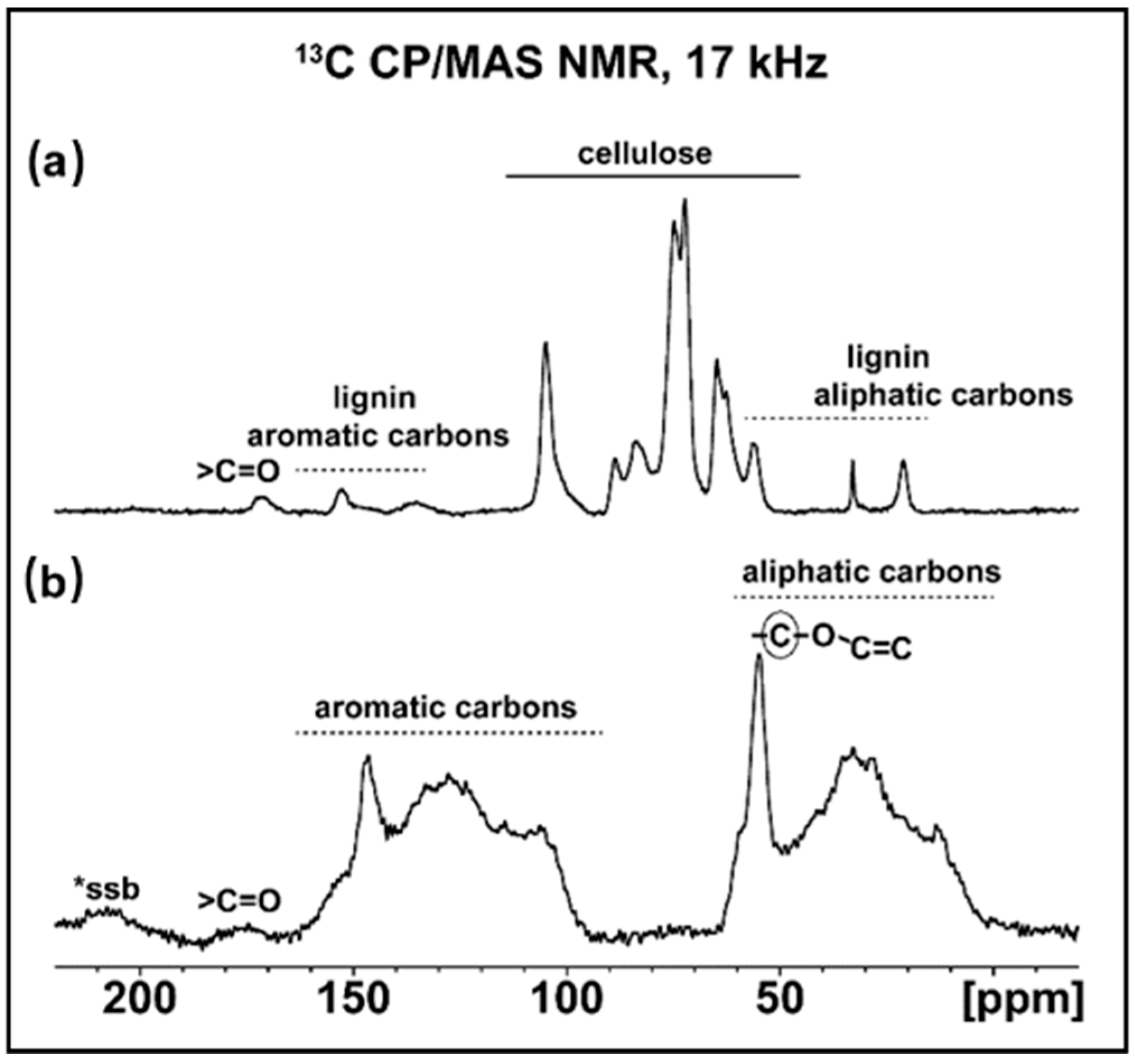
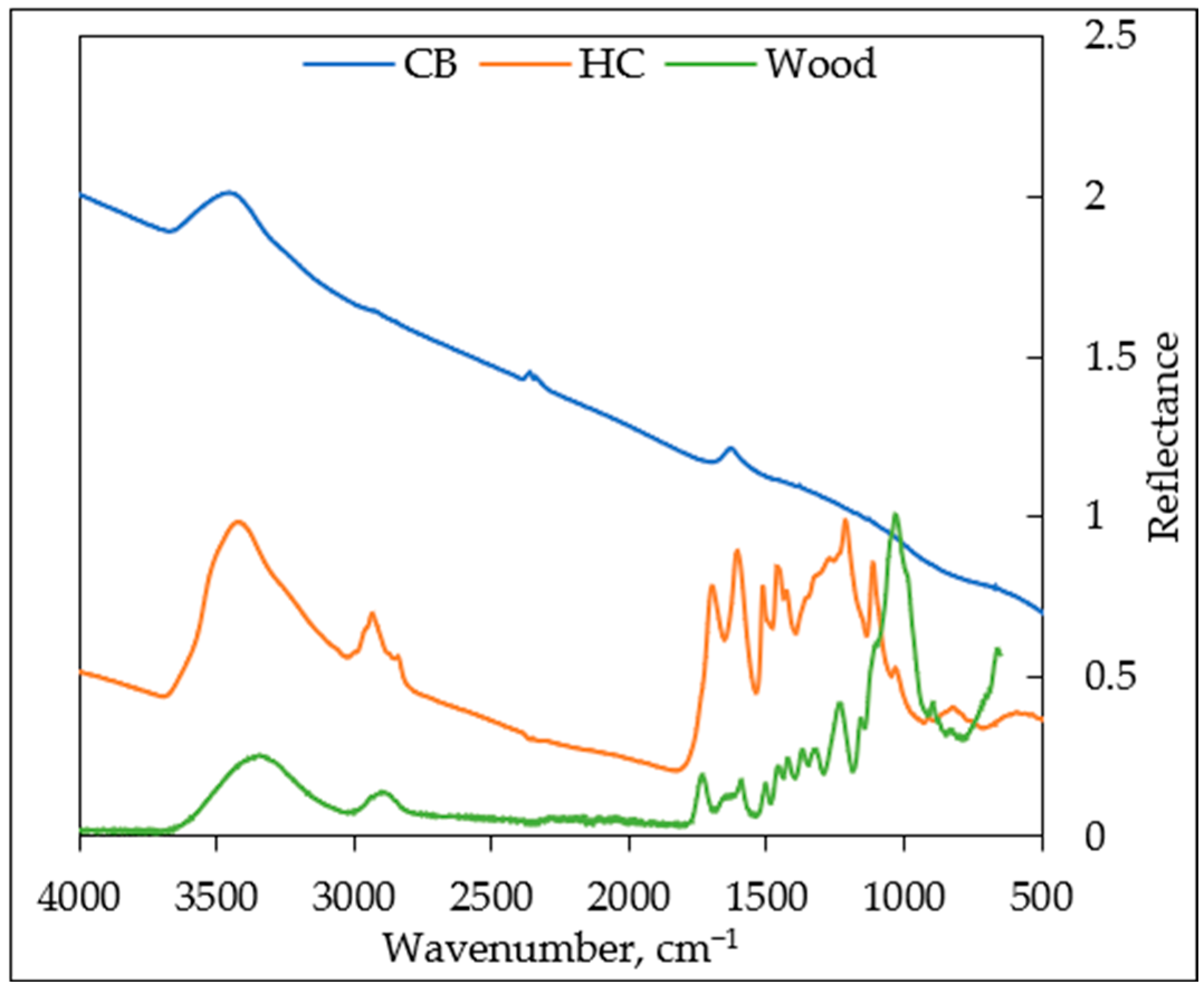
- Analyses of a primary structure performed by means of FTIR and 13C-NMR confirmed the predominantly organic character of HC, but also a fundamental change of structure after the HTC process. HC namely was found to be of markedly different structure if compared to pure cellulose (which was found to be very dominant in the sawdust feed), or to pure lignin. Hence, its structure can be described as partly carbonized cellulose. The presence of non-aromatic double bonds, as well as oxygen, might cause an increased chemical reactivity of HC if compared to CB.
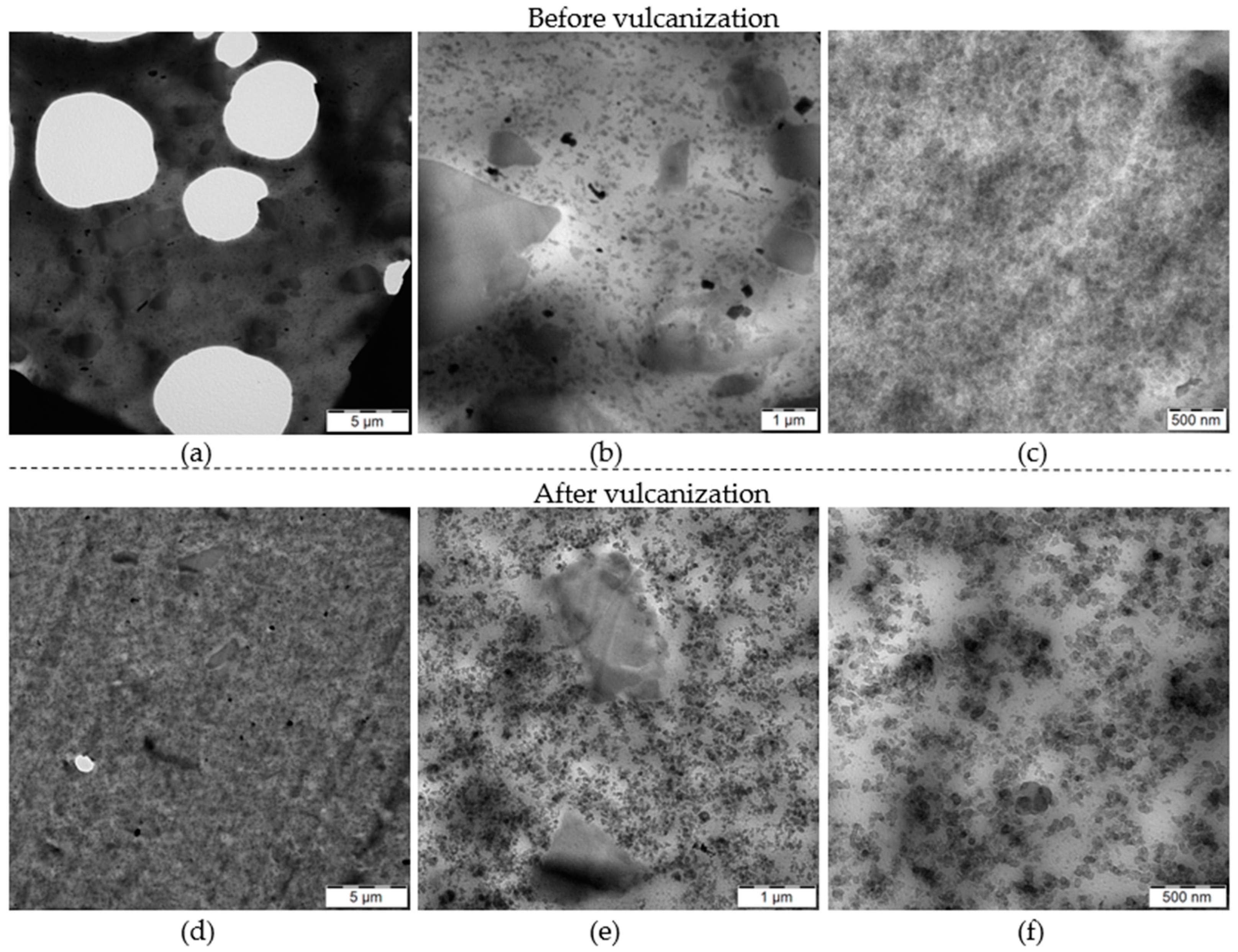
- SEM and TEM analyses of filler dispersion were performed on unvulcanized and vulcanized rubber composite samples. The latter were prepared following a commercial recipe by mixing natural rubber with additives, including a combined filler phase composed of CB and HC. The weight loading of the combined fillers in the rubber composites was kept constant at 50 phr (31.45 wt.%), while the ratio CB/HC varied from 10 CB/40 HC to 50 CB/0 HC. At the finer scale (TEM), both fillers were found to be evenly distributed. At the ‘global scale’ observed by SEM, occasional large particles and/or agglomerates of HC were noted at the highest HC fractions in the fillers’ mixture.
- Tests of vulcanization rheology of the rubbers with different CB/HC indicated that the HC filler does not markedly change the overall rheological behavior of the rubbers, but that it influences the cure reaction and also the final crosslinking density. HC, on one hand, accelerated the start of the reaction (reduced induction time = ‘scorch time’), but on the other hand, it slowed down and reduced the extent of the crosslinking itself.
- To sum up, the results of all the above methods indicated that rubber composites, in which 10–20 phr of CB were replaced by bio-sourced HC (prepared under mild process conditions), might be very promising materials, with properties very similar to rubber filled exclusively by CB. These results show a promise of application in significant tonnage for the hardwood waste, as well as for the hydrothermal carbonization (HTC) method. The chemical effect of the predominantly organic HC bio-filler, which was observed in the present experiments, might be exploited after future optimization in adjusted recipes and cure procedures.
- A follow-on paper is being published as a continuation (second part) of the present work and is dedicated to the mechanical and thermo-mechanical properties of the prepared rubber composites, their swelling behavior, as well as their chemical stability.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Robertson, C.G.; Hardman, N.J. Nature of Carbon Black Reinforcement of Rubber: Perspective on the Original Polymer Nanocomposite. Polymers 2021, 13, 538. [Google Scholar] [CrossRef]
- Okoye, C.O.; Jones, I.; Zhu, M.; Zhang, Z.; Zhang, D. Manufacturing of Carbon Black from Spent Tyre Pyrolysis Oil—A Literature Review. J. Clean. Prod. 2021, 279, 123336. [Google Scholar] [CrossRef]
- Ismail, H.; Edyham, M.R.; Wirjosentono, B. Bamboo Fibre Filled Natural Rubber Composites: The Effects of Filler Loading and Bonding Agent. Polym. Test. 2002, 21, 139–144. [Google Scholar] [CrossRef]
- Jong, L. Reinforcement Effect of Soy Protein/Carbohydrate Ratio in Styrene-Butadiene Polymer. J. Elastomers Plast. 2011, 43, 99–117. [Google Scholar] [CrossRef]
- Peterson, S.C. Carbon Black Replacement in Natural Rubber Composites Using Dry-Milled Calcium Carbonate, Soy Protein, and Biochar. Processes 2022, 10, 123. [Google Scholar] [CrossRef]
- Moonlek, B.; Saenboonruang, K. Mechanical and Electrical Properties of Radiation-Vulcanized Natural Rubber Latex with Waste Eggshell Powder as Bio-Fillers. Radiat. Eff. Defects Solids 2019, 174, 452–466. [Google Scholar] [CrossRef]
- Tang, H.; Qi, Q.; Wu, Y.; Liang, G.; Zhang, L.; Ma, J. Reinforcement of Elastomer by Starch. Macromol. Mater. Eng. 2006, 291, 629–637. [Google Scholar] [CrossRef]
- Wang, Z.F.; Peng, Z.; Li, S.D.; Lin, H.; Zhang, K.X.; She, X.D.; Fu, X. The Impact of Esterification on the Properties of Starch/Natural Rubber Composite. Compos. Sci. Technol. 2009, 69, 1797–1803. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. The Potential Application of Cereal Straw as a Bio-Filler for Elastomer Composites. Polym. Bull. 2020, 77, 2021–2038. [Google Scholar] [CrossRef] [Green Version]
- Lay, M.; Rusli, A.; Abdullah, M.K.; Abdul Hamid, Z.A.; Shuib, R.K. Converting Dead Leaf Biomass into Activated Carbon as a Potential Replacement for Carbon Black Filler in Rubber Composites. Compos. B Eng. 2020, 201, 108366. [Google Scholar] [CrossRef]
- Jong, L.; Peterson, S.C.; Jackson, M.A. Utilization of Porous Carbons Derived from Coconut Shell and Wood in Natural Rubber. J. Polym. Environ. 2014, 22, 289–297. [Google Scholar] [CrossRef]
- Peterson, S.C.; Chandrasekaran, S.R.; Sharma, B.K. Birchwood Biochar as Partial Carbon Black Replacement in Styrene-Butadiene Rubber Composites. J. Elastomers Plast. 2016, 48, 305–316. [Google Scholar] [CrossRef]
- Peterson, S.C. Evaluating Corn Starch and Corn Stover Biochar as Renewable Filler in Carboxylated Styrene-Butadiene Rubber Composites. J. Elastomers Plast. 2012, 44, 43–54. [Google Scholar] [CrossRef]
- Xue, B.; Wang, X.; Sui, J.; Xu, D.; Zhu, Y.; Liu, X. A Facile Ball Milling Method to Produce Sustainable Pyrolytic Rice Husk Bio-Filler for Reinforcement of Rubber Mechanical Property. Ind. Crops Prod. 2019, 141, 111791. [Google Scholar] [CrossRef]
- Li, M.C.; Zhang, Y.; Cho, U.R. Mechanical, Thermal and Friction Properties of Rice Bran Carbon/Nitrile Rubber Composites: Influence of Particle Size and Loading. Mater Des. 2014, 63, 565–574. [Google Scholar] [CrossRef]
- Jiang, C.; Bo, J.; Xiao, X.; Zhang, S.; Wang, Z.; Yan, G.; Wu, Y.; Wong, C.; He, H. Converting Waste Lignin into Nano-Biochar as a Renewable Substitute of Carbon Black for Reinforcing Styrene-Butadiene Rubber. Waste Manag. 2020, 102, 732–742. [Google Scholar] [CrossRef]
- Peterson, S.C. Utilization of Low-Ash Biochar to Partially Replace Carbon Black in Styrene-Butadiene Rubber Composites. J. Elastomers Plast. 2013, 45, 487–497. [Google Scholar] [CrossRef]
- Peterson, S.C. Coppiced Biochars as Partial Replacement of Carbon Black Filler in Polybutadiene/Natural Rubber Composites. J. Compos. Sci. 2020, 4, 147. [Google Scholar] [CrossRef]
- Peterson, S.C.; Joshee, N. Co-Milled Silica and Coppiced Wood Biochars Improve Elongation and Toughness in Styrene-Butadiene Elastomeric Composites While Replacing Carbon Black. J. Elastomers Plast. 2018, 50, 667–676. [Google Scholar] [CrossRef]
- Fang, J.; Zhan, L.; Ok, Y.S.; Gao, B. Minireview of Potential Applications of Hydrochar Derived from Hydrothermal Carbonization of Biomass. J. Ind. Eng. Chem. 2018, 57, 15–21. [Google Scholar] [CrossRef]
- Sekar, P. Design of a Bio-Based Filler System for Tire Treads. Ph.D. Thesis, University of Twente, Enschede, The Netherlends, 2020. [Google Scholar]
- Liu, T.; Jiao, H.T.; Yang, L.; Zhang, W.; Hu, Y.; Guo, Y.; Yang, L.; Leng, S.; Chen, J.; Chen, J.; et al. Co-Hydrothermal Carbonization of Cellulose, Hemicellulose, and Protein with Aqueous Phase Recirculation: Insight into the Reaction Mechanisms on Hydrochar Formation. Energy 2022, 251, 123965. [Google Scholar] [CrossRef]
- Funke, A.; Ziegler, F. Hydrothermal Carbonization of Biomass: A Summary and Discussion of Chemical Mechanisms for Process Engineering. Biofuels Bioprod. Biorefining 2010, 4, 160–177. [Google Scholar] [CrossRef]
- Rodríguez Correa, C.; Stollovsky, M.; Hehr, T.; Rauscher, Y.; Rolli, B.; Kruse, A. Influence of the Carbonization Process on Activated Carbon Properties from Lignin and Lignin-Rich Biomasses. ACS Sustain. Chem. Eng. 2017, 5, 8222–8233. [Google Scholar] [CrossRef]
- Wang, T.; Zhai, Y.; Zhu, Y.; Li, C.; Zeng, G. A Review of the Hydrothermal Carbonization of Biomass Waste for Hydrochar Formation: Process Conditions, Fundamentals, and Physicochemical Properties. Renew. Sustain. Energy Rev. 2018, 90, 223–247. [Google Scholar] [CrossRef]
- Saqib, N.U.; Baroutian, S.; Sarmah, A.K. Physicochemical, Structural and Combustion Characterization of Food Waste Hydrochar Obtained by Hydrothermal Carbonization. Bioresour. Technol. 2018, 266, 357–363. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Zhu, Z.; Shen, B.; Liu, L. Insights into Biochar and Hydrochar Production and Applications: A Review. Energy 2019, 171, 581–598. [Google Scholar] [CrossRef]
- Bejenari, I.; Dinu, R.; Montes, S.; Volf, I.; Mija, A. Hydrothermal Carbon as Reactive Fillers to Produce Sustainable Biocomposites with Aromatic Bio-Based Epoxy Resins. Polymers 2021, 13, 240. [Google Scholar] [CrossRef]
- Lubura, J.; Kojić, P.; Ikonić, B.; Pavličević, J.; Govedarica, D.; Bera, O. Influence of Biochar and Carbon Black on Natural Rubber Mixture Properties. Polym. Int. 2022, 71, 1347–1353. [Google Scholar] [CrossRef]
- Brus, J. Heating of Samples Induced by Fast Magic-Angle Spinning. Solid State Nucl. Magn. Reson. 2000, 16, 151–160. [Google Scholar] [CrossRef]
- Rouquerol, J.; Avnir, D.; Fairbridge, C.W.; Everett, D.H.; Haynes, J.M.; Pernicone, N.; Unger, K.K. Recommendations for the characterization of porous solids (Technical Report). Pure Appl. Chem. 1994, 66, 1739–1758. [Google Scholar] [CrossRef]
- Lubura, J.; Kočková, O.; Strachota, B.; Bera, O.; Pavličević, J.; Ikonić, B.; Kojić, P.; Strachota, A. Natural Rubber Composites Using Hydrothermally Carbonized Hardwood Waste Biomass as a Partial Reinforcing Filler-Part II: Mechanical, Thermal and Ageing Properties. Polymers 2023. [Google Scholar]
- Barton, T.J.; Bull, L.M.; Klemperer, W.G.; Loy, D.A.; McEnaney, B.; Misono, M.; Monson, P.A.; Pez, G.; Schere, G.W.; Vartuli, J.C.; et al. Tailored Porous Materials. Chem. Mater. 1999, 11, 2633–2656. [Google Scholar] [CrossRef] [Green Version]
- Ren, T.; Qi, W.; Su, R.; He, Z. Promising Techniques for Depolymerization of Lignin into Value-Added Chemicals. ChemCatChem 2019, 11, 639–654. [Google Scholar] [CrossRef]
- de Souza, F.A.L.; Ambrozio, A.R.; Souza, E.S.; Cipriano, D.F.; Scopel, W.L.; Freitas, J.C.C. NMR Spectral Parameters in Graphene, Graphite, and Related Materials: Ab Initio Calculations and Experimental Results. J. Phys. Chem. 2016, 120, 27707–27716. [Google Scholar] [CrossRef]
- Kono, H.; Yunoki, S.; Shikano, T.; Fujiwara, M.; Erata, T.; Takai, M. CP/MAS 13C NMR Study of Cellulose and Cellulose Derivatives. 1. Complete Assignment of the CP/MAS 13C NMR Spectrum of the Native Cellulose. J. Am. Chem. Soc. 2002, 124, 7506–7511. [Google Scholar] [CrossRef]
- Huang, C.; He, J.; Narron, R.; Wang, Y.; Yong, Q. Characterization of Kraft Lignin Fractions Obtained by Sequential Ultrafiltration and Their Potential Application as a Biobased Component in Blends with Polyethylene. ACS Sustain. Chem. Eng. 2017, 5, 11770–11779. [Google Scholar] [CrossRef]
- Ambrozio, A.R.; Leyssale, J.M.; Pellenq, R.J.M.; de Souza, F.A.L.; Vignoles, G.L.; Scopel, W.L.; Freitas, J.C.C. 13C NMR Parameters of Disordered Carbons: Atomistic Simulations, DFT Calculations, and Experimental Results. J. Phys. Chem. 2020, 124, 12784–12793. [Google Scholar] [CrossRef]







| Components | Parts per Hundred Natural Rubber | Weight, % |
|---|---|---|
| Natural rubber | 100 | 62.89 |
| Hydrochar and carbon black | 50 * | 31.45 * |
| ZnO | 4 | 2.52 |
| Stearic acid | 1 | 0.63 |
| IPPD | 1 | 0.63 |
| Sulphur | 2.5 | 1.57 |
| CBS | 0.5 | 0.31 |
| C, wt.% | H, wt.% | N, wt.% | O, wt.% * | Ash, wt.% | |
|---|---|---|---|---|---|
| Sawdust (wood) | 46.28 | 6.34 | 0 | 46.83 | 0.55 |
| Hydrochar | 70.61 | 5.15 | 0.13 | 23.69 | 0.42 |
| Carbon black | 95.71 ** | 0.515 ** | 0 | 3.63 ** | 0.145 |
| Mmax, dNm | Mmin, dNm | CRI, min−1 | ts2, min | t90, min | |
|---|---|---|---|---|---|
| VCB10 | 6.37 | 2.96 | 11.98 | 5.04 | 11.02 |
| VCB20 | 8.12 | 2.97 | 14.63 | 3.05 | 8.53 |
| VCB30 | 8.91 | 3.1 | 13.1 | 1.54 | 8.48 |
| VCB40 | 10.93 | 3.64 | 16.15 | 2.19 | 7.47 |
| VCB50 | 12.29 | 3.86 | 16.2 | 2.21 | 7.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lubura, J.; Kobera, L.; Abbrent, S.; Pavlova, E.; Strachota, B.; Bera, O.; Pavličević, J.; Ikonić, B.; Kojić, P.; Strachota, A. Natural Rubber Composites Using Hydrothermally Carbonized Hardwood Waste Biomass as a Partial Reinforcing Filler- Part I: Structure, Morphology, and Rheological Effects during Vulcanization. Polymers 2023, 15, 1176. https://doi.org/10.3390/polym15051176
Lubura J, Kobera L, Abbrent S, Pavlova E, Strachota B, Bera O, Pavličević J, Ikonić B, Kojić P, Strachota A. Natural Rubber Composites Using Hydrothermally Carbonized Hardwood Waste Biomass as a Partial Reinforcing Filler- Part I: Structure, Morphology, and Rheological Effects during Vulcanization. Polymers. 2023; 15(5):1176. https://doi.org/10.3390/polym15051176
Chicago/Turabian StyleLubura, Jelena, Libor Kobera, Sabina Abbrent, Ewa Pavlova, Beata Strachota, Oskar Bera, Jelena Pavličević, Bojana Ikonić, Predrag Kojić, and Adam Strachota. 2023. "Natural Rubber Composites Using Hydrothermally Carbonized Hardwood Waste Biomass as a Partial Reinforcing Filler- Part I: Structure, Morphology, and Rheological Effects during Vulcanization" Polymers 15, no. 5: 1176. https://doi.org/10.3390/polym15051176