
Enhancement of Creep Lifetime of Aluminum through Severe Plastic Deformation

1
Institute of Physics of Materials, Czech Academy of Sciences, Zizkova 22, 616 00 Brno, Czech Republic
2
Ioffe Physical-Technical Institute, Russian Academy of Sciences, Politechnicheskaya 26, 194021 St. Petersburg, Russia
*
Author to whom correspondence should be addressed.
Crystals 2024, 14(3), 230; https://doi.org/10.3390/cryst14030230
Submission received: 31 January 2024
/
Revised: 20 February 2024
/
Accepted: 25 February 2024
/
Published: 28 February 2024
(This article belongs to the Special Issue Micro-Structure and Mechanical Properties of Alloys)
Abstract
:This work investigates the creep behavior of severely deformed commercial aluminum. The commercial aluminum was processed by helical rolling (HR) and equal-channel angular pressing (ECAP) at room temperature. During these processes, the equivalent strain up to about 4 was imposed into the as-received material. The creep testing at 200 °C revealed that HR and ECAP significantly increased the time to fracture compared to the as-received material. The stress dependences showed that the value of stress exponent n decreased with the value of the imposed strain. The stress-change tests showed that as-received and severely deformed states exhibited different recovery rates after unloading. The microstructure analysis showed that creep behavior was influenced by the microstructure formed during severe plastic deformation. The relationships between creep behavior and microstructure in the investigated states are discussed.
1. Introduction
The methods of severe plastic deformation (SPD) can be used to modify the microstructure of materials in order to improve their properties [1,2]. The microstructure processed by SPD can contain various proportions of low-angle (LAGBs) and high-angle grain boundaries (HAGBs), depending on the value of imposed plastic strain. The microstructures processed by low value of imposed plastic strain usually contain cells or subgrains with low-angle grain boundaries. However, in the case that extremely large strain is imposed on the material, the transformation of coarse-grained microstructure to ultrafine-grained one (grain size 100 nm–1 μm) occurs [3,4,5,6,7]. Nevertheless, the transformation of microstructure using SPD methods proceeds subsequently. At the beginning of the transformation the microstructure, the various slip systems are activated which leads to the local crystal rotations and the formation of LAGBs. The further strain leads to the subsequent increasing of LAGBs misorientation and to the formation of ultrafine-grained microstructure. The microstructure can contain various proportions of LAGBs and HAGBs, depending on the level of imposed plastic strain. Many methods of SPD are known at present time, e.g., high pressure torsion (HPT) [1], equal-channel angular pressing (ECAP) [2], radial shear rolling (RSR) [8,9,10], twist extrusion (TE) [11], etc.
The ultrafine-grained (UFG) microstructure with the predominant amount of HAGBs in metallic materials is usually reached after introducing an equivalent strain higher than four into the material at room temperature [1]. It was also found that UFG microstructure of extremely coarse-grained pure Al (mean grain size of 5 mm) is not fully homogenous even after eight ECAP passes. The inhomogeneity of the microstructure in ECAP-processed extremely coarse-grained Al and Al single crystals can lead to the scatter of creep behavior of UFG materials [12,13]. The UFG materials very often exhibit a lower creep time to fracture than unprocessed SPD materials [12,14]. The decrease of time to fracture in SPD-processed materials was predominantly observed in UFG alloys. The investigation of the creep behavior in aluminum alloys (Al-0.2Sc, Al-3Mg-0.2Sc) showed the deterioration of the creep properties at 473 K even after one ECAP pass [12]. The investigation of creep in Cu-0.2Zr alloy showed that creep resistance at 673 K is considerably improved after 1 ECAP pass in comparison with its unpressed state [15]. However, following ECAP pass resulted in an unexpectedly further significant increase in creep resistance of this alloy. Unfortunately, after eight ECAP passes its creep properties were deteriorated in comparison with the coarse-grained state. The creep results of different materials processed by ECAP are not consistent. At present, it is not quite obvious whether application of ECAP improves or deteriorates the creep behavior of SPD materials. The stress dependences of the minimum creep rates indicated that the creep behavior of UFG alloys is influenced by grain-boundary mediated processes such as grain boundary sliding [16,17,18,19,20] or enhanced dislocation recovery [21,22].
The improvement in creep lifetime of materials using SPD processing was observed mainly for pure metals (such as Al and Cu) of purity of 99.99%, even after 12 ECAP passes [12,23]. The time to fracture was improved in ECAP-processed pure materials especially after low values of imposed equivalent strain. The creep behavior of SPD-processed materials with lower purity was not systematically investigated.
In the present time, there are only a few reports documenting the creep properties and creep mechanisms of materials processed by low values of imposed plastic strain. Therefore, the aim of the present work is to perform an investigation of creep behavior in aluminum 1013 (AD1). The work also includes the relevant microstructure analysis.
2. Materials and Methods
The experimental material used in present work was aluminum 1013 (purity ~99.3%). This state is referred to herein as the as-received state (AR). The as-received state was pressed by equal-channel angular pressing (ECAP) at room temperature up to 4 passes to obtain the microstructure with various number of high-angle and low-angle grain boundaries. The as-received state was also processed at room temperature by radial shear rolling which is a variant of helical rolling [8]. For this reason, the specimens were marked by HR. In this method of rolling, the rolls had a feed angle higher than 18 degrees, so shear strain is imposed into the material.
The ECAP pressing was performed using a die that had a 90° angle between the channels. The subsequent extrusion passes were performed by route Bc [3]. With one ECAP pass through the die, the imposed equivalent strain of ~1 was achieved. The von Mises equivalent strain imposed by HR was estimated by εeq = ln(D0/Dn)2, where D0 is the initial diameter, where ~40 mm and Dn is the final diameter ~8 mm after application of HR at room temperature. The imposed equivalent strain was about 2.6.
Constant load creep tests in tension were carried out in an argon atmosphere up to the final fracture of the specimens. The flat creep specimens (Figure 1) with a gauge of 12 mm in length and 3 × 1.5 mm2 in cross-section were used in this study. The creep testing was conducted at 200 °C (~0.5 Tm of Al). The initial applied stresses σ in the range 15–80 MPa were used to understand creep behavior. The creep elongations were continuously measured during the whole creep exposure, recorded digitally and then computer processed. In the present work, stress change tests were also performed. The stress was reduced from a higher level to a lower one after the minimum creep rate was reached. A similar stress was used during the stress increase. The change of the stress during reduction or increase in the stress took about 10 s.
The microstructure was investigated using a scanning electron microscope (SEM, Tescan Lyra 3) equipped with a NordlysNano EBSD detector operating at an accelerating voltage of 20 kV with the specimen tilted at 70°. The specimens for ESBSD analysis were electropolished at room temperature using a solution containing 94 vol.% ethanol, 4.5 vol.% perchloric acid, and 1.5 vol.% nitric acid. In the present work, the step size of EBSD was 0.1 µm for only the ECAP- and HR-processed specimens. The step size of EBSD for the AR- and SPD-processed specimens after creep testing was 0.2 µm. The number of indexable EBSD patterns was approximately 90–95% in the specimens after creep and 80–95% in the AR- and SPD-processed states. The non-indexed data points were predominantly situated on the grain boundaries because in these places, EBSD patterns from neighboring grains overlap. The non-indexed data points were cleaned by a clean-up procedure. The clean-up procedure consisted of two steps. In the first step the possible wild spikes with a grain size of 1 pixel were removed. In the second step, the non-indexed points that were surrounded by at least 5–6 indexed neighbors were removed. An iterative approach was used so that the clean-up procedure led to the removal of all non-indexed data points. EBSD was used to determine the misorientations θ between neighboring grains. Misorientation θ = 15° was taken to distinguish HAGBs from LAGBs.
3. Results
3.1. Creep Behavior
The creep results of single stress creep tests for the AR- and SPD-processed states are summarized in Table 1. The creep results demonstrate that Al 1013 processed by 1–2 ECAP passes and HR-processed state exhibited significantly lower strain to fracture than AR and 4 ECAP passes processed state. The results in Table 1 also demonstrate that some creep tests at low stresses were still running and thus strain to fracture (εf) and time to fracture (tf) were not determined.
The stress dependences of (Figure 2) revealed that the value of the stress exponent of the minimum creep rate n = dln/dlnσ (slope of the lines) can be significantly different at stresses higher than 20–30 MPa and at lower stresses. The stress exponent n = dln/dlnσ for the as-received state exhibited a high value of n about 16. One can see that the value of n decreases with increasing value of imposed strain down to n ~ 5 for states processed by 4 ECAP passes. Thus, the stress dependence for 4 ECAP passes crossed at the stress about 30 MPa, the dependence for AR state. At stresses higher than 30 MPa, HR- and ECAP-processed specimens exhibited significantly higher creep lifetime compared to as-received coarse-grained material. For this reason, it is not possible to compare the creep behavior of ECAP- and HR-processed states with the as-received material at high stresses.
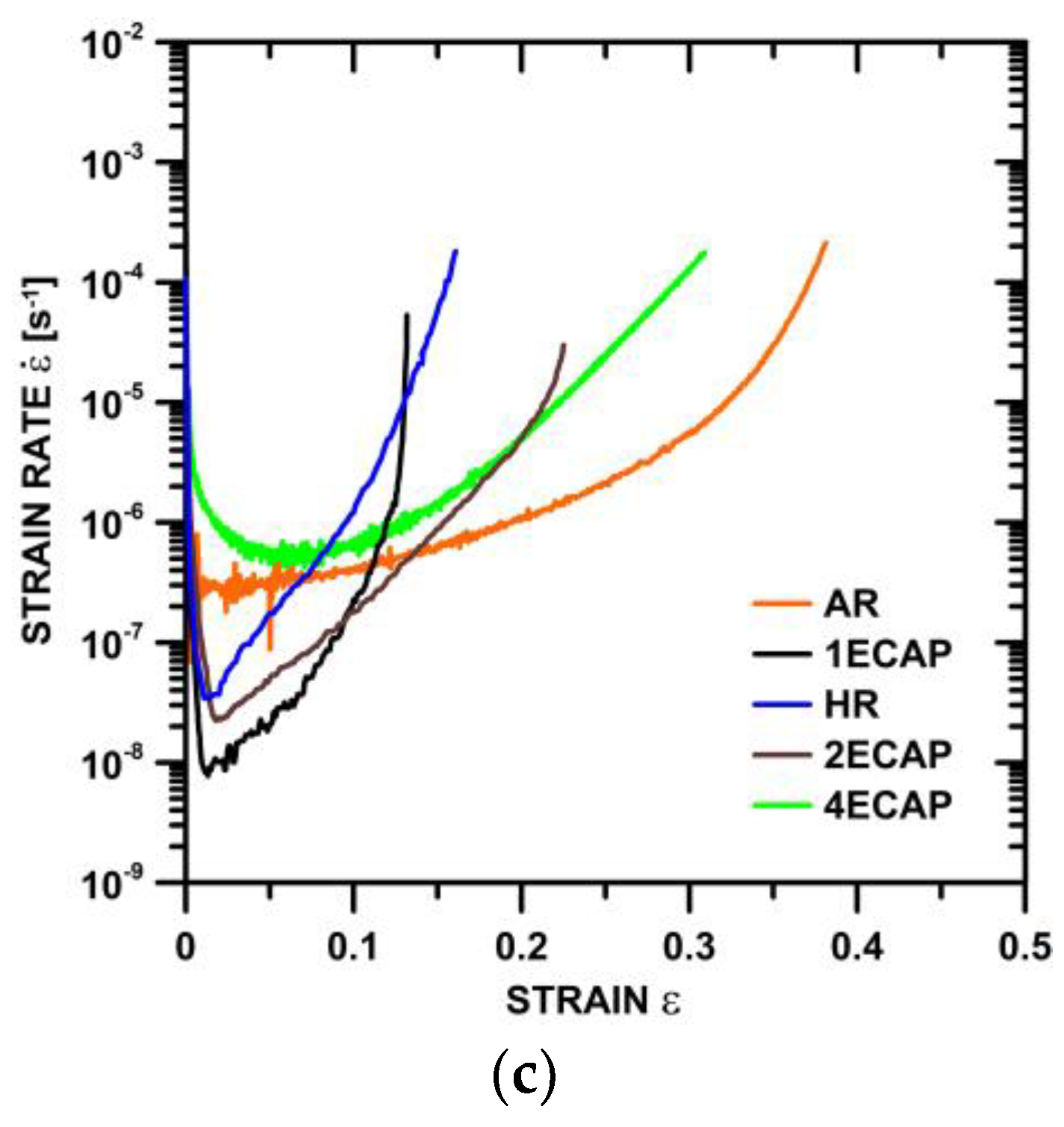
Figure 3a shows standard creep curves strain against time measured at 30 MPa for all the investigated states. The results demonstrate that the lowest strain to fracture (εf) was exhibited by the specimen that was processed by one ECAP pass. The HR-processed specimen exhibited only slightly larger εf compared to specimens processed by one ECAP pass. The εf further increased in the specimens processed by two and four ECAP passes. The specimen processed by four ECAP passes achieved a similar εf as the AR material.
The time dependencies of the strain rate against time measured at 30 MPa (Figure 3b) demonstrate that time to fracture decreased with increasing value of strain imposed into the specimens before creep testing. The specimens processed up to two ECAP passes and the HR-processed specimen exhibited significantly slower minimum creep rates than the AR material and the specimen processed by four ECAP passes. The results demonstrate that for specimens after 1–2 ECAP passes and the HR-processed specimen were not significantly different. However, the times to fracture differed significantly.
One can see (Figure 3c) that the HR-processed specimen exhibited a very short stationary stage which was followed by a relatively fast increase in the creep rate. The increase in the creep rate after reaching was the slowest of the specimens processed by one and two ECAP passes.
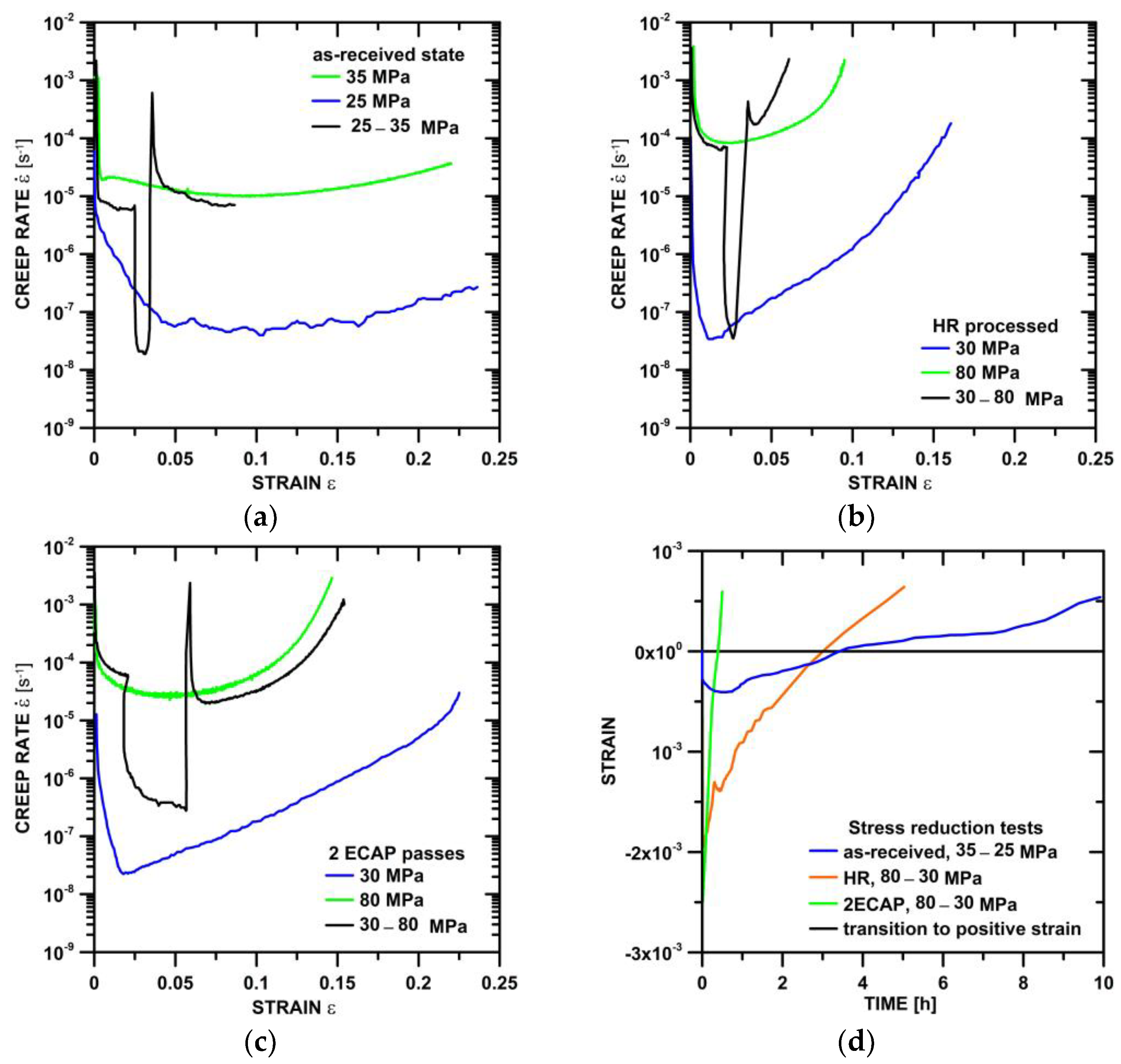
Figure 4 shows the results of stress change tests for the selected SPD-processed and as-received states. The results provide an additional view to creep processes occurring in as-received and severely deformed states. One can see that the strain becomes negative after the stress reduction. The as-received and HR processed states reached similar or slightly slower after the stress reduction compared to creep test without the stress change. However, the specimen processed by two ECAP passes reached faster after the stress reduction compared to the single stress creep test. The results of stress change tests in the severely deformed and as-received states demonstrate that after increasing to the high stress, the forward strain continued and the strain rate decreased from faster values down to similar as for the single stress creep test.
3.2. Microstructure before Creep Testing
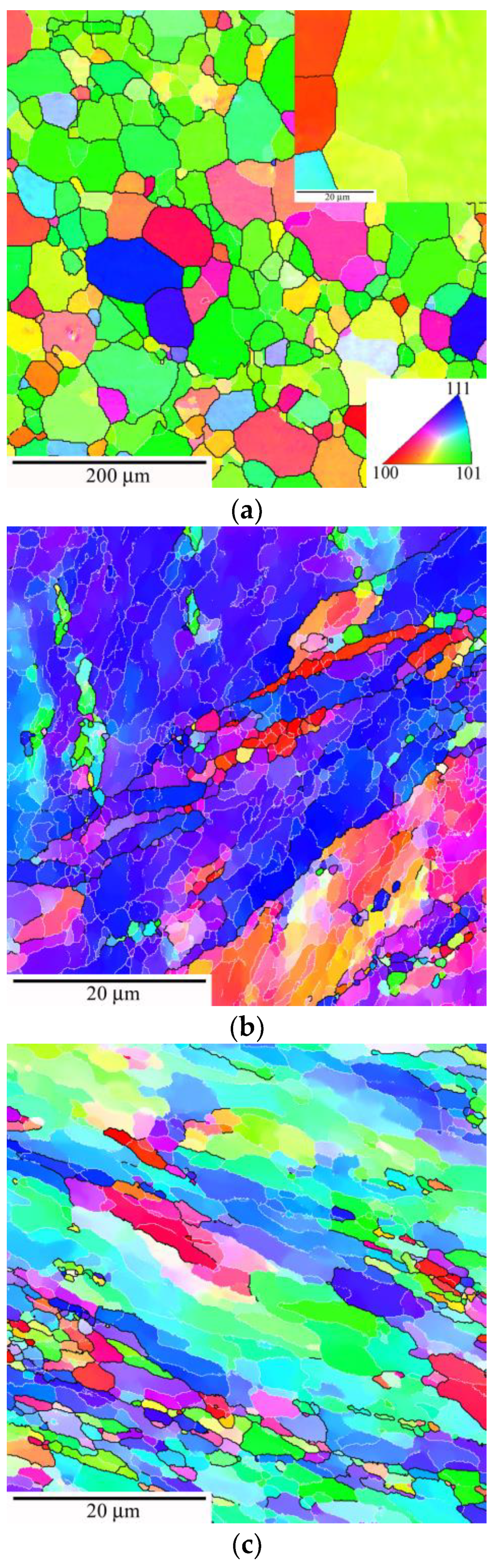
Figure 5 shows the microstructures of as-received material and its ECAP and HR processed states. The results demonstrate that the microstructure of the as-received state (Figure 5a) consisted of grains with a mean size of 33 µm and subgrains with a mean size of 19 µm. In the microstructure of the as-received state, HAGBs prevailed with a frequency of 71%. The microstructure of the SPD-processed state (Figure 5b,c) contained predominantly LAGBs (Figure 5d). The microstructure processed by 1 ECAP pass contained the lowest frequency of HAGBs (~9.5%). The 2 ECAP-processed microstructure (Figure 5c) consisted of grains with mean size of 4.5 µm and subgrains with a mean size of 1.4 µm. The HR processing (Figure 5b) led to the reduction in the mean grain size to 2.9 µm and subgrain size down to 1.6 µm. Figure 5e demonstrates that the largest decrease in the subgrain size occurred during the first ECAP pass. The further increase in the value of the imposed plastic strain led to a further smaller reduction in subgrain size. The largest reduction in the mean grain size occurred during the first two passes. With the further increase in the value of imposed plastic strain, there was a further reduction in the grain size.
3.3. Microstructure after Creep Exposure
Figure 5 shows the comparison of microstructures situated in the grip parts of the specimens processed by HR (Figure 6a) and 2 ECAP passes (Figure 6b) and tested at 200 °C under 80 MPa. The results showed that creep testing at 80 MPa led to the slight coarsening of microstructures processed by the SPD techniques. The microstructure of the HR-processed specimen (Figure 6a) contained significantly elongated grains parallel to the stress axis with a mean size of 6.2 µm and subgrains with a mean size of 2.1 µm. The HR-processed microstructure contained approximately 42% of HAGBs (Figure 6c). The microstructure of the specimen processed by 2 ECAP passes (Figure 6b) consisted of grains with mean size of 4.5 µm and subgrains with a mean size of 1.9 µm. The microstructure was determined to consist of approximately 21% HAGBs (Figure 6c). Thus, after creep testing at 80 MPa, the ECAP-processed microstructure contained smaller subgrains and more LAGBs than the HR-processed microstructure.
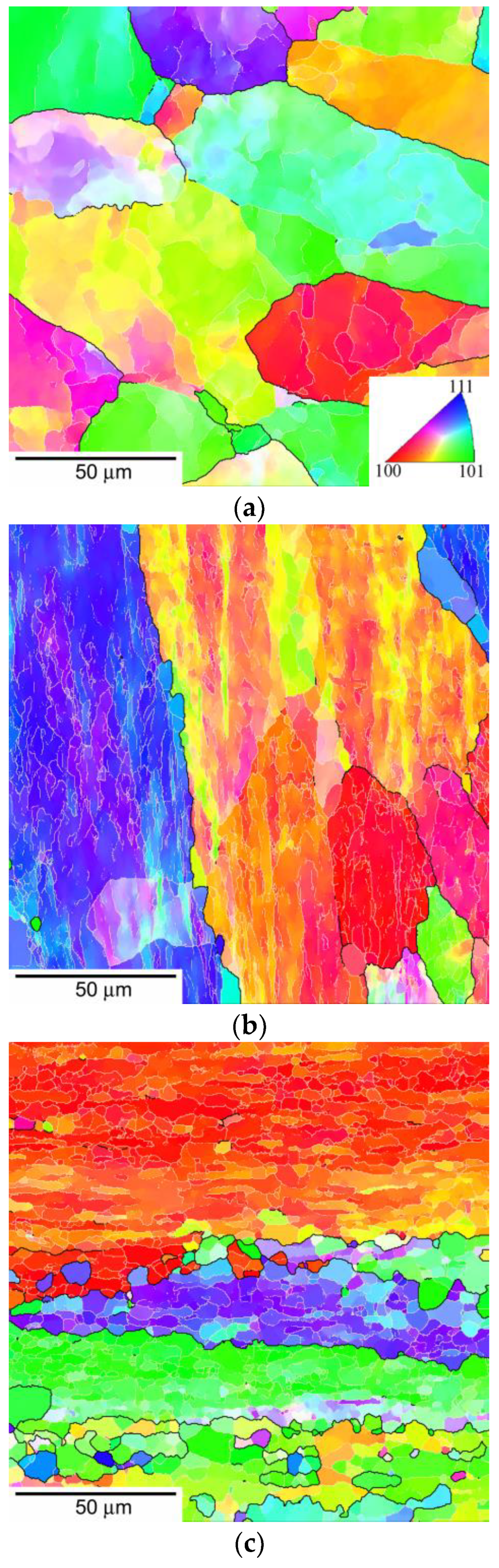
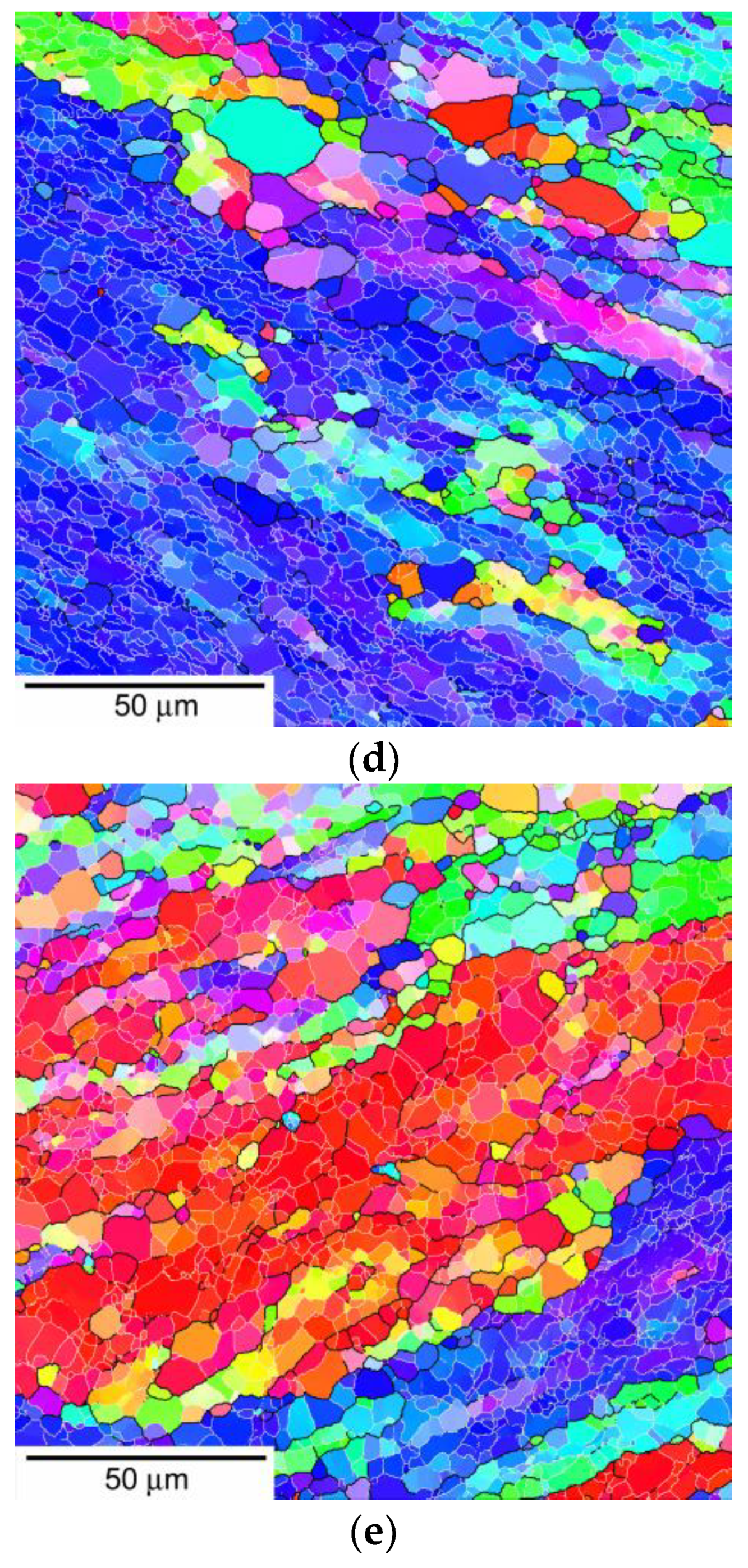
Figure 7 shows the microstructures of the received and SDP-processed states tested at 200 °C and 30 MPa. The mutual comparison of microstructures demonstrates that the as-received state (Figure 7a) contained significantly coarser grains and subgrains (mean size of 12.5 µm) compared to the HR- and ECAP-processed states. The microstructure of the as-received state tested at 30 MPa measured about 24% of HAGBs. The results demonstrate that the lowest amount of HAGBs (approximately 7.5%) after creep testing belonged to the specimen processed by one ECAP pass. The microstructure of the specimen processed by one ECAP pass (Figure 7b) consisted of coarse grains with a fine substructure located in their interior. But, within the microstructure can be sporadically found grains that contain either coarse subgrains or do not contain any subgrains. The specimens processed by HR (Figure 7c) and two ECAP passes (Figure 7d) contained an approximately similar amount of HAGBs (about 18–19%).
However, the specimen processed by 2 ECAP passes contained a finer substructure (mean subgrain size of 3.2 µm) than the tested specimen processed by HR (mean subgrain size of 3.8 µm). Both microstructures (Figure 7c,d) contained grains with no subgrains (LAGBs) in their interiors. The specimen processed by 4 ECAP passes tested at 30 MPa (Figure 7e) contained about 32% HAGBs and had a mean grain size of 5.9 µm. The microstructure contained fine subgrains with a mean size of 3.3 µm. Many grains contained coarse subgrains or no subgrain in their interiors.
4. Discussion
The methods of severe plastic deformation are predominantly used for the preparation of ultrafine grained materials [2]. In order to achieve the UFG microstructure in metallic materials, it is necessary to insert an equivalent strain at least at room temperature. However, UFG alloys very often exhibit a lower creep lifetime than their unprocessed materials [14,24,25]. But, opposite results were found in the creep behavior of pure metals. The limited number of previous works [26,27,28] investigating creep behavior of SPD processed pure metals revealed that SPD processing can lead to the improvement of the creep time to fracture. The improvement of creep time to fracture in SPD processed pure metals occurs especially after low values of imposed equivalent strain. The increase in the creep time to fracture and slower after the application of ECAP and HR methods was also observed in the present work on Al 1013.
In the present work, it was observed (Figure 2) that the stress dependences of the ECAP- and HR-processed state were shifted to the slower and also to the higher stresses compared to the as-received state. Due to the low creep strength of the as-received state at σ > 30 MPa, it is not possible to compare the creep behavior of SPD-processed states with the as-received state.
But, the results allow the comparison of different SPD-processed states with each other. It is obvious that the different creep behavior of SPD-processed states is caused by the modification of the as-received state microstructure by SPD. The size of grains and subgrains formed during the ECAP and HR process was significantly finer than in the as-received state. The results (Figure 3 and Figure 7) showed that the time to fracture can be significantly increased by the formation of fine subgrains inside of large grains. The additional reduction in grain size (increase in the HAGBs in the microstructure) by introducing higher εeq leads to the gradual increase in (Table 1, Figure 3) and to the reduction in the time to fracture (Figure 1).
The values of stress exponents n determined for the ECAP- and HR-processed states decreased from the n ~ 7.3 to n ~ 5.7. These values suggest that the dominant role is played by power-law creep [29,30,31] associated with glide and climb of intragranular dislocations. The results (Figure 2) showed that the decrease in the value of n is related to the reduction in the mean grain size (Figure 5e). For this reason, another additional creep mechanism related to grain boundaries may be considered, such as grain boundary sliding. The characterization of creep mechanisms by the determination of n describes the steady state where the defects like dislocations are generated at the same rate as they are recovered [29,30,31]. The disruption of the stationary state by the changing the applied stress enables to characterize the transitions to the new steady state.
The strain change tests (Figure 4) provided an additional view into the microstructure processes in the transition from one steady state to another steady state. The results of stress change tests showed that the strain became negative after unloading, especially in the large stress change tests performed on the SPD states (Figure 4d). The decrease in strain after stress reduction was followed by a decrease in the creep rate. This behavior is associated with microstructure changes that lead to the setting of a new stationary stage at reduced stress. The presence of negative strain can be explained by the backward movement of dislocations forming the pile-ups at the boundaries. These dislocations subsequently recover with increasing creep time and the strain becomes forward again. It is generally accepted that the recovery of dislocations is enhanced at HAGBs, due to faster grain boundary diffusion, compared to LAGBs. For this reason, the dislocation recovery is faster in the SPD-processed materials with finer grains in the microstructure than in the coarse-grained as-received state. The stationary subgrain size [32,33] is reciprocal to the stress and can be estimated by following relation:
where k is constant, G is the elastic shear modulus, b is Burgers vector length, and σ is applied stress.
The finer subgrain size formed during higher stress coarsens after stress reduction, up to the stationary subgrain size formed at lower stress. During the stress change tests in present work, a stationary state at reduced stress was probably not achieved. Because, after the stress reduction, the at reduced stress should be slower due to finer subgrain size formed at higher stress, than determined during single stress creep test. This is only seen in Figure 4a for the as-received state. But the creep behavior of the SPD-processed states was different after the reduction in the applied stress. The results of the stress change tests (Figure 4b,c) showed that the stationary creep rate established after stress reduction was faster compared to observed at the single creep test at one applied stress. This creep behavior can be explained by finer grain size in the microstructure after stress reduction than in the microstructure of the specimens tested at the single creep test under lower stress. The microstructure of the specimen tested at higher stress had less time for coarsening than microstructure tested at low stress at the same creep strain. Thus, the SPD-processed microstructure tested at lower stress had enough time to coarsen. The coarsening of the SPD-processed microstructure during creep was also observed in other studies [34,35]. The larger grains in specimens tested at a low stress shift to slower creep rates compared with the creep rate observed after the stress reduction (Figure 4b,c). This explanation can be supported by microstructure results (Figure 6 and Figure 7) showing the microstructure coarsening at high and low stress. After repetitive uploading to the higher stress (Figure 4), the creep rate was significantly higher than of the single creep test at higher stress. This is caused by subgrain coarsening at reduced stress which leads to the softening at higher stresses. With further creep strain, the subgrain size decreases down to the stationary size corresponding to higher stress. Thus, the creep rate decreases to values close to of the single stress creep test. The significant increase in the creep rate after uploading was observed in as-received and also the SPD-processed states.
5. Conclusions
In the present study, the SPD techniques such as equal-channel angular pressing and helical rolling were used at room temperature for the processing of Al 1013. The creep behavior at 200 °C and the microstructure changes were investigated.
The conclusions are summarized as follows:
- The ECAP- and HR-processed Al 1013 exhibited better creep strength at high stresses compared to the as-received material. The time to fracture of different ECAP-processed states decreased with increasing frequency of HAGBs.
- The values of stress exponents n for the ECAP- and HR-processed states determined at high stresses were consistent with power-law creep involving intragranular dislocation processes.
- The microstructure and creep results showed that the grain coarsening led to slower creep rates; coarse subgrains in the microstructure led to faster creep rates. For this reason, the slowest creep rate was exhibited by the material processed by one ECAP pass containing fine subgrains inside large grains.
Author Contributions
Conceptualization, P.K. and V.S.; methodology, V.S. and J.D.; formal analysis, V.S., P.K. and M.K.; investigation, P.K. and J.D.; resources, A.G.K. and J.D.; data curation, J.D.; writing—original draft preparation, P.K., J.D., M.K., A.G.K. and V.S.; writing—review and editing, P.K. and V.S.; visualization, P.K. and M.K.; supervision, A.G.K. and V.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Czech Science Foundation, grant number No. 20-14450J.
Data Availability Statement
The data presented in this study are available on request from the corresponding author (privacy).
Acknowledgments
The authors acknowledge financial support from the Czech Science Foundation (grant No. 20-14450J).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk Nanostructured Materials from Severe Plastic Deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Zhu, X. Nanomaterials by Severe Plastic Deformation: Review of Historical Developments and Recent Advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Neishi, K.; Horita, Z.; Langdon, T.G. Grain Refinement of Pure Nickel Using Equal-Channel Angular Pressing. Mater. Sci. Eng. A 2002, 325, 54–58. [Google Scholar] [CrossRef]
- Miyamoto, H.; Fushimi, J.; Mimaki, T.; Vinogradov, A.; Hashimoto, S. Dislocation Structures and Crystal Orientations of Copper Single Crystals Deformed by Equal-Channel Angular Pressing. Mater. Sci. Eng. A 2005, 405, 221–232. [Google Scholar] [CrossRef]
- Kunčická, L.; Jambor, M.; Král, P. High Pressure Torsion of Copper; Effect of Processing Temperature on Structural Features, Microhardness and Electric Conductivity. Materials 2023, 16, 2738. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Král, P.; Pohludka, M.; Marek, M. Effect of Strain Path on Severely Deformed Aluminium. Mater. Lett. 2016, 180, 280–283. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Belov, N.A.; Akopyan, T.K.; Timofeev, V.N.; Cherkasov, S.O.; Motkov, M.M. Effect of Radial-Shear Rolling on the Structure and Hardening of an Al–8%Zn–3.3%Mg–0.8%Ca–1.1%Fe Alloy Manufactured by Electromagnetic Casting. Materials 2023, 16, 677. [Google Scholar] [CrossRef] [PubMed]
- Skripalenko, M.M.; Romantsev, B.A.; Galkin, S.P.; Kaputkina, L.M.; Skripalenko, M.N.; Danilin, A.V.; Rogachev, S.O. Forming Features at Screw Rolling of Austenitic Stainless-Steel Billets. J. Mater. Eng. Perform. 2020, 29, 3889–3894. [Google Scholar] [CrossRef]
- Rotenberg, Z.Y.; Budnikov, A.S. Modernization of Helical Rolling Technology in a Multi-Roll Mill. Steel Transl. 2022, 52, 11–16. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Prilepo, D.; Kulagin, R.; Grishaev, V.; Abramova, O.; Varyukhin, V.; Kulakov, M. Planar Twist Extrusion versus Twist Extrusion. J. Mater. Process. Technol. 2011, 211, 522–529. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Langdon, T.G. The Characteristics of Creep in Metallic Materials Processed by Severe Plastic Deformation. Mater. Trans. 2019, 60, 1506–1517. [Google Scholar] [CrossRef]
- Kral, P.; Dvořák, J.; Jäger, A.; Kvapilova, M.; Horita, Z.; Sklenička, V. Creep properties of aluminium processed by ECAP. Kovove Mater. 2016, 54, 441–451. [Google Scholar] [CrossRef]
- Sklenicka, V.; Kral, P.; Dvorak, J.; Kvapilova, M.; Kucharova, K. Creep in Nanostructured Materials. Mater. Trans. 2023, 64, 1566–1574. [Google Scholar] [CrossRef]
- Kral, P.; Svoboda, M.; Dvorak, J.; Kvapilova, M.; Sklenicka, V. Microstructure Mechanisms Governing the Creep Life of Ultrafine-grained Cu-0.2wt.%Zr Alloy. Acta Phys. Pol. A 2012, 122, 457460. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. The Contribution of Severe Plastic Deformation to Research on Superplasticity. Mater. Trans. 2019, 60, 1123–1130. [Google Scholar] [CrossRef]
- Horita, Z.; Furukawa, M.; Nemoto, M.; Barnes, A.J.; Langdon, T.G. Superplastic Forming at High Strain Rates after Severe Plastic Deformation. Acta Mater. 2000, 48, 3633–3640. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Blum, W.; Kudryavtsev, E.; Zherebtsov, S.; Salishchev, G.; Kvapilova, M.; Sklenicka, V. Creep Study of Mechanisms Involved in Low-Temperature Superplasticity of UFG Ti-6Al-4V Processed by SPD. Mater. Character. 2016, 116, 84–90. [Google Scholar] [CrossRef]
- Malik, A.; Masood Chaudry, U.; Hamad, K.; Jun, T.-S. Microstructure Features and Superplasticity of Extruded, Rolled and SPD-Processed Magnesium Alloys: A Short Review. Metals 2021, 11, 1766. [Google Scholar] [CrossRef]
- Torbati-Sarraf, S.A.; Langdon, T.G. Properties of a ZK60 magnesium alloy processed by high-pressure torsion. J. Alloys Compd. 2014, 613, 357–363. [Google Scholar] [CrossRef]
- Blum, W.; Li, Y.J.; Zhang, Y.; Wang, J.T. Deformation Resistance in the Transition from Coarse-Grained to Ultrafine-Grained Cu by Severe Plastic Deformation up to 24 Passes of ECAP. Mater. Sci. Eng. A 2011, 528, 8621–8627. [Google Scholar] [CrossRef]
- Blum, W.; Zeng, X.H. A Simple Dislocation Model of Deformation Resistance of Ultrafine-Grained Materials Explaining Hall–Petch Strengthening and Enhanced Strain Rate Sensitivity. Acta Mater. 2009, 57, 1966–1974. [Google Scholar] [CrossRef]
- Saxl, I.; Sklenička, V.; Ilucová, L.; Svoboda, M.; Dvořák, J.; Král, P. The Link between Microstructure and Creep in Aluminum Processed by Equal-Channel Angular Pressing. Mater. Sci. Eng. A 2009, 503, 82–85. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kvapilova, M.; Svobodova, M. Effect of Ultrafine-Grained Microstructure on Creep Behaviour in 304L Austenitic Steel. Mater. Sci. Eng. A 2020, 785, 139383. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kunčická, L.; Kvapilova, M.; Ohankova, M. Influence of High Pressure Sliding and Rotary Swaging on Creep Behavior of P92 Steel at 500 °C. Metals 2021, 11, 2044. [Google Scholar] [CrossRef]
- Sklenička, V.; Dvořák, J.; Svoboda, M. Creep in Ultrafine Grained Aluminium. Mater. Sci. Eng. A 2004, 387–389, 696–701. [Google Scholar] [CrossRef]
- Sklenicka, V.; Dvorak, J.; Kral, P.; Stonawska, Z.; Svoboda, M. Creep Processes in Pure Aluminium Processed by Equal-Channel Angular Pressing. Mater. Sci. Eng. A 2005, 410–411, 408–412. [Google Scholar] [CrossRef]
- Dvořák, J.; Sklenička, V.; Král, P.; Svoboda, M.; Saxl, I. Characterization of Creep Behaviour and Microstructure Changes in Pure Copper Processed by Equal-Channel Angular Pressing. Rev. Adv. Mater. Sci. 2010, 25, 225–232. [Google Scholar]
- Kassner, M.E.; Pérez-Prado, M.-T. Fundamentals of Creep in Metals and Alloys; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Kaibyshev, O.A. Superplasticity of Alloys, Intermetallides and Ceramics; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar] [CrossRef]
- Cadek, J. Creep in Metallic Materials; Elsevier Science Publishers: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Raj, S.V.; Pharr, G.M. A Compilation and Analysis of Data for the Stress Dependence of the Subgrain Size. Mater. Sci. Eng. A 1986, 81, 217–237. [Google Scholar] [CrossRef]
- Borbély, A.; Maier, H.J.; Renner, H.; Straub, S.; Ungár, T.; Blum, W. Long-Range Internal Stresses in Steady-State Subgrain Structures. Scr. Metall. Mater. 1993, 29, 7–12. [Google Scholar] [CrossRef]
- Blum, W.; Li, Y.J.; Durst, K. Stability of Ultrafine-Grained Cu to Subgrain Coarsening and Recrystallization in Annealing and Deformation at Elevated Temperatures. Acta Mater. 2009, 57, 5207–5217. [Google Scholar] [CrossRef]
- Král, P.; Dvořák, J.; Blum, W.; Sklenička, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kunčická, L.; Kocich, R.; Kvapilová, M.; et al. The Effect of Predeformation on Creep Strength of 9% Cr Steel. Materials 2020, 13, 5330. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Schematic illustration of tensile specimen.

Figure 2.
Stress dependences of minimum creep rates for the as-received state (AR) and its comparison with SPD-processed states.
Figure 2.
Stress dependences of minimum creep rates for the as-received state (AR) and its comparison with SPD-processed states.

Figure 3.
The comparison of creep curves for AR-, ECAP-, and HR-processed states tested at 30 MPa: (a) strain vs. time, (b) strain rate vs time, and (c) strain rate vs. strain.
Figure 3.
The comparison of creep curves for AR-, ECAP-, and HR-processed states tested at 30 MPa: (a) strain vs. time, (b) strain rate vs time, and (c) strain rate vs. strain.


Figure 4.
The results of stress change tests: (a) as-received state, (b) HR state, (c) 2 ECAP passes, and (d) the time for the transition from backward to forward strain.
Figure 4.
The results of stress change tests: (a) as-received state, (b) HR state, (c) 2 ECAP passes, and (d) the time for the transition from backward to forward strain.

Figure 5.
The microstructures of (a) as-received state; (b) after 2 ECAP passes; (c) HR-processed state; (d) comparison of misorientation distributions for AR, HR, and 2 ECAP passes states; (e) effect of SPD on the mean subgrain/grain size.
Figure 5.
The microstructures of (a) as-received state; (b) after 2 ECAP passes; (c) HR-processed state; (d) comparison of misorientation distributions for AR, HR, and 2 ECAP passes states; (e) effect of SPD on the mean subgrain/grain size.


Figure 6.
The microstructures of Al 1013 after creep testing at 200 °C and 80 MPa: (a) HR-processed state, (b) after 2 ECAP passes, and (c) comparison of misorientation distributions for HR and 2 ECAP passes after creep testing at 80 MPa.
Figure 6.
The microstructures of Al 1013 after creep testing at 200 °C and 80 MPa: (a) HR-processed state, (b) after 2 ECAP passes, and (c) comparison of misorientation distributions for HR and 2 ECAP passes after creep testing at 80 MPa.

Figure 7.
Microstructures of Al 1013 after creep testing at 200 °C and 30 MPa: (a) AR, (b) 1 ECAP, (c) HR, (d) 2 ECAP, and (e) 4 ECAP passes.
Figure 7.
Microstructures of Al 1013 after creep testing at 200 °C and 30 MPa: (a) AR, (b) 1 ECAP, (c) HR, (d) 2 ECAP, and (e) 4 ECAP passes.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The summary of creep results for single stress creep tests at 200 °C.
| State | σ | εf | tf | |
|---|---|---|---|---|
| [MPa] | [s−1] | [-] | [h] | |
| AR | 35 | 1.0 × 10−5 | 0.41 | 4.6 |
| 30 | 3.3 × 10−7 | 0.41 | 145.1 | |
| 25 | 4.5 × 10−8 | 0.43 | 689.5 | |
| 15 | 1.2 × 10−8 | - | - | |
| 1ECAP | 50 | 5.4 × 10−7 | 0.25 | 1.5 |
| 30 | 8.0 × 10−9 | 0.14 | 819.3 | |
| 20 | 4.0 × 10−9 | - | - | |
| 15 | 2.0 × 10−9 | - | - | |
| 2ECAP | 80 | 2.6 × 10−5 | 0.2 | 0.9 |
| 50 | 1.2 × 10−6 | 0.27 | 23.2 | |
| 30 | 2.1 × 10−8 | 0.26 | 551.8 | |
| 20 | 1.4 × 10−8 | 0.29 | 926.6 | |
| HR | 80 | 8.3 × 10−5 | 0.1 | 0.2 |
| 50 | 1.3 × 10−6 | 0.17 | 18.1 | |
| 30 | 3.1 × 10−8 | 0.19 | 240.3 | |
| 30 | 4.6 × 10−8 | 0.23 | 216.5 | |
| 4ECAP | 50 | 3.1 × 10−6 | 0.4 | 11.9 |
| 30 | 5.4 × 10−7 | 0.41 | 63.8 | |
| 20 | 4.9 × 10−8 | 0.49 | 703.5 | |
| 15 | 2.5 × 10−9 | 0.39 | 819.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Král, P.; Dvořák, J.; Kvapilová, M.; Kadomtsev, A.G.; Sklenička, V. Enhancement of Creep Lifetime of Aluminum through Severe Plastic Deformation. Crystals 2024, 14, 230. https://doi.org/10.3390/cryst14030230
AMA Style
Král P, Dvořák J, Kvapilová M, Kadomtsev AG, Sklenička V. Enhancement of Creep Lifetime of Aluminum through Severe Plastic Deformation. Crystals. 2024; 14(3):230. https://doi.org/10.3390/cryst14030230
Chicago/Turabian StyleKrál, Petr, Jiří Dvořák, Marie Kvapilová, Andrej G. Kadomtsev, and Václav Sklenička. 2024. "Enhancement of Creep Lifetime of Aluminum through Severe Plastic Deformation" Crystals 14, no. 3: 230. https://doi.org/10.3390/cryst14030230
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.