1. Introduction
Low-alloyed medium-carbon steels are widely used as structural parts and components that require high strength, toughness, and good fatigue properties. The desired mechanical properties are usually achieved through heat treatment consisting of quenching and tempering or partitioning. The transition carbides are formed, retained austenite is decomposed, and cementite precipitates during tempering and partitioning [
1,
2,
3]. The strength depends on the following strengthening contributions—solid solution, grain boundary, dislocation, and precipitation. The solid solution strengthening is provided by the chemical composition of the steel. Grain boundaries generally influence the strength according to the Hall-Petch relation. However, grain boundaries without impurities and segregation are important for good mechanical properties. Thermomechanical treatment before quenching improves mechanical properties [
4,
5]. Dislocations have an important effect on mechanical properties and the dislocation density value decreases during tempering. The strengthening contribution of precipitates includes transition carbide, cementite, and other precipitates. In particular, the combination of precipitated transition carbides and high dislocation density after low-temperature tempering provides very high strength [
6]. In particular, the alloying of steels with copper is seen as an effective way to further increase the strength of steels. Especially in near-pure iron and low-carbon steels, high yield strength increases of up to 300 MPa can be achieved [
7,
8,
9,
10,
11,
12], but the strengthening effect of copper is also observed in medium-carbon steels, precipitation-hardened martensitic steel, and other steels [
13,
14,
15,
16,
17,
18]. The solubility of Cu in ferrite is very low, and Cu precipitates out from a solid solution when the Cu content is higher than 0.5 wt.% [
9,
16]. The copper usually precipitates between 400 and 650 °C in several steps: formation of Cu-rich clusters, body-centred cubic (bcc) Cu, 9R (orthorhombic lattice), and finally, stable face-centred cubic (fcc) Cu precipitates [
9,
14,
19]. The influence of martensite deformation on Cu precipitation strengthening during tempering was investigated in [
8]. Non-rolled martensite exhibited a predictable behaviour—the precipitation strengthening intensified at higher tempering temperatures and with longer tempering times. The precipitation strengthening did not exhibit dependence on tempering time and temperature in cold-rolled martensite. A higher increase in the yield strength was observed for non-rolled material (200 MPa) compared to 120 MPa in cold-rolled material [
8]. The solid solution strengthening by Cu occurs when Cu is solute in a ferrite matrix. However, this strengthening mechanism only occurs in the case of low dislocation densities [
20]. Therefore, no strengthening effect of copper was observed in previous work [
13]. On the contrary, a deterioration of toughness and plastic properties was found in Cu-containing steels [
13,
21].
This study aims to compare mechanical properties using the tensile test, hardness measurement, and Charpy impact test of Cu-free and Cu-containing medium-C 1.7102 steels. Because this study requires the occurrence of copper precipitates in a microstructure, long-time tempering at 500 °C for tempering times up to 48 h was carried out. The presence of Cu precipitates in the microstructure was observed by transmission electron microscopy (TEM). X-ray diffraction (XRD) was used to determine the dislocation density, and electron back-scattered diffraction provided information about the effective grain size.
4. Discussion
The increase in strength and hardness via Cu addition in steel has been observed mainly in low-carbon steels [
9,
12,
16,
17]. However, several works also studied the strengthening by Cu in medium-carbon steel [
14,
25]. Any increase in strength was determined using tensile tests in the quenched and tempered steel 1.7102 up to the tempering temperature of 400 °C. However, the mechanical properties of this steel with copper addition were lower compared to the same Cu-free steel. The strengthening due to copper addition was first measured after tempering at 500 °C [
13]. Another study compared the hardness of Cu-alloyed and Cu-free medium-carbon-bearing steel after tempering at 450 °C, and the decrease in hardness was gentler in Cu-alloyed steel than in Cu-free steel [
14,
25]. Thus, this work described the effect on the mechanical properties of medium-C steel in detail.
According to previous studies [
9,
24,
26], the yield strength of steel can be expressed as Equation (1), and it is dependent on the following factors: lattice friction stress (
σ0), solid solution strengthening (
σss), grain boundary strengthening (
σg), dislocation strengthening (
σd), and precipitation strengthening (
σp).
The lattice friction stress of ferrite is estimated to be approximately 85 MPa. The solid solution strengthening contribution is based on the chemical composition of the steel due to differences in the atom size between the solute and solvent (iron atoms in steel) atoms, the strain field that interferes with the dislocations as they move through the lattice causing plastic flow, and differences in the shear modulus [
27]. The empirical values of solid solution strengthening factors for individual alloying elements per 1 wt.% (
Ai) for the estimation of the degree of the solid solution strengthening are as follows: 0 MPa (Cr) [
27], 83 MPa (Si) [
24], 33 MPa (Ni) [
27], 32 MPa (Mn) [
24], and 39 MPa (Cu) [
24]. The solid solution strengthening is given by Equation (2), where
Ai is a factor for strengthening resulting from 1.0 wt.% addition of elements
i, and wt.% is the content of the element
i in steel in wt.%. The chemical composition of ferrite does not correspond to the chemical composition of steel due to carbide and copper particles precipitation. Therefore, the calculated chemical composition of ferrite using JMatPro software (in
Table 4) under equilibrium conditions at 1100 °C was used for estimating the solid solution strengthening contribution.
The solid solution strengthening contribution can theoretically reach a value of 126 MPa for 0 Cu steel and a value of 186 MPa for 1.5 Cu steel if all alloying elements are solute in a solid solution of ferrite. However, both steels were tempered at 500 °C for many hours, thus, Cr precipitated in cementite particles and Cu precipitates were formed. Therefore, we assumed that the difference in solid solution strengthening is approximately 152 MPa for both steels. Moreover, Cu contribution to solid strengthening was not found after low-temperature tempering [
13] because the solid strengthening by copper deteriorates and disappears when dislocation density is high [
20].
The Hall–Petch relationship (Equation (3)) provides an estimation of strengthening contribution from grain boundaries. In Equation (3), the
ky (0.2 MPa·m
−1/2) [
24,
28,
29] is the Hall–Petch slope representing the potency of grain boundary strengthening, and
d is grain size. In this work,
d was determined using EBSD. HAGBs with a misorientation angle above 15° are considered as arrest dislocation motions and were used in the Hall–Petch relationship.
The dislocation strengthening to yield strength was calculated according to the Taylor equation (Equation (4)), where
α = 0.25 (dislocation obstacle efficiency coefficient) [
24,
30],
M = 3 (Taylor factor) [
24,
30],
G = 76 GPa (shear modulus) [
24,
31],
b = 0.248 nm (Burgers vector) [
24], and
ρ = dislocation density calculated from the XRD results (
Figure 9) according to the Williamson–Hall method.
Precipitation strengthening contribution can be estimated by using the Ashby–Orowan equation (Equation (5)), where
Vf is the volume fraction, and
X represents the diameter of the particle in mm, taken to be an equivalent spherical diameter of precipitates, similar to the work [
32].
The contribution of precipitation strengthening to yield strength consists of contributions of Cu precipitates, cementite, and possibly other carbides such as Cr
23C
6. Therefore, all other contributions to the yield strength such as solid solution strengthening, dislocation strengthening, lattice friction strengthening, and grain boundary strengthening were determined, and yield strength values were also measured by tensile testing. The precipitation strengthening contribution can be calculated by subtracting individual strengthening contributions (
σ0,
σSS,
σd,
σb) from the yield strength for each sample (Equation (6)). We assumed that the precipitation strengthening contribution from carbides is the same because of similar chemical compositions and applied identical heat treatment processing of both 0 Cu and 1.5 Cu steel. Then, the precipitation strengthening contribution from Cu precipitates (Δ
σp-Cu) is equal to the difference of the precipitation strengthening contributions of 1.5 Cu steel and 0 Cu steel for each tempering time, according to Equation (7).
The values of individual strengthening contributions are summarized in
Table 5. The values of the strengthening contributions such Δ
σp, Δ
σp-Cu and differences between yield strength of 1.5 Cu and 0 Cu samples (Δ
Rp0.2) were also calculated. All 1.5 Cu samples reached higher yield strengths than the 0 Cu samples. The difference between the yield strengths of 1.5 Cu and 0 Cu samples increased with longer tempering times, but the main increases between these yield strengths appeared between the tempering times of 12 h and 24 h. This tempering period also includes an increase in yield strength attributed to precipitation strengthening from Cu precipitates (Δ
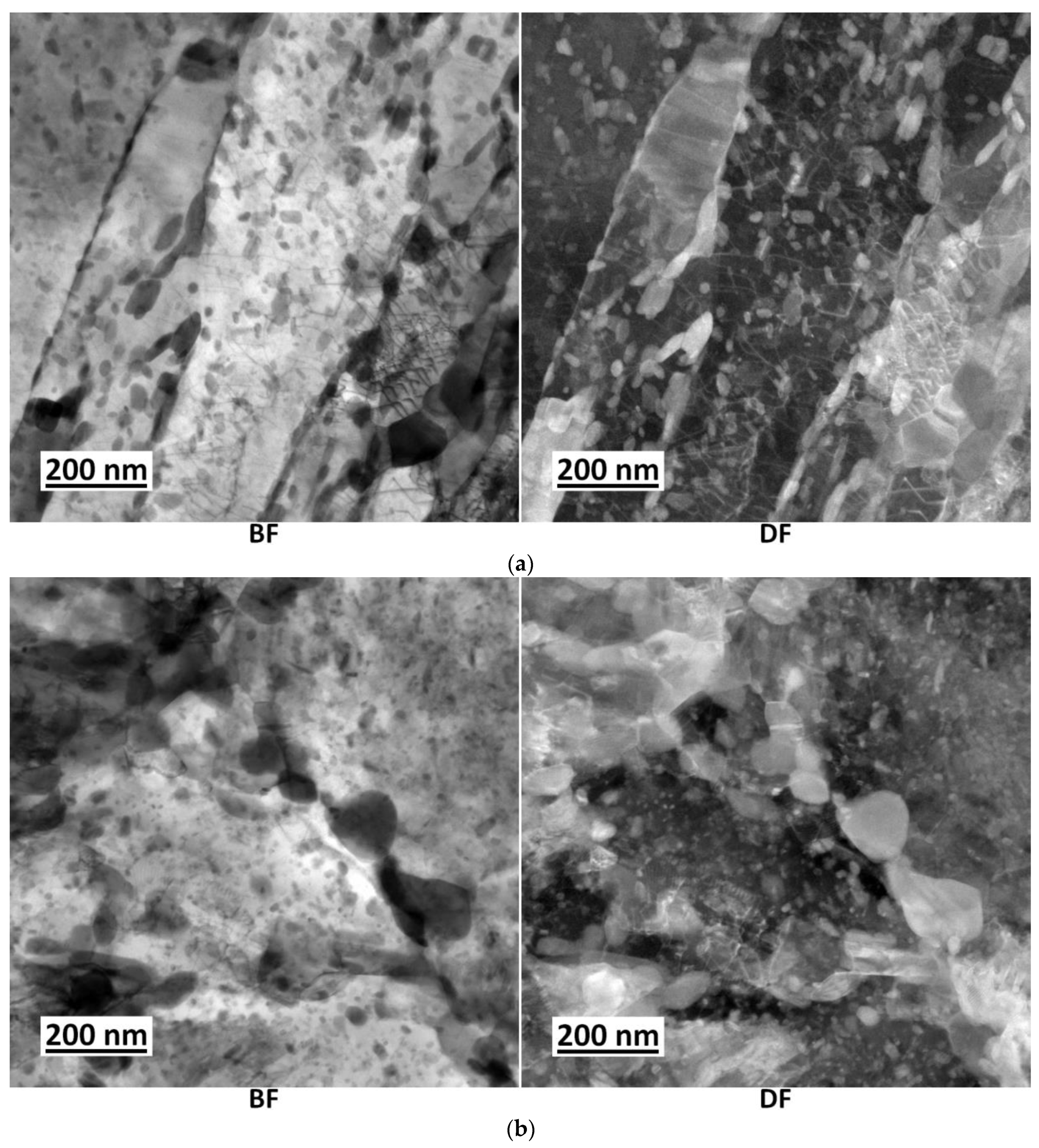
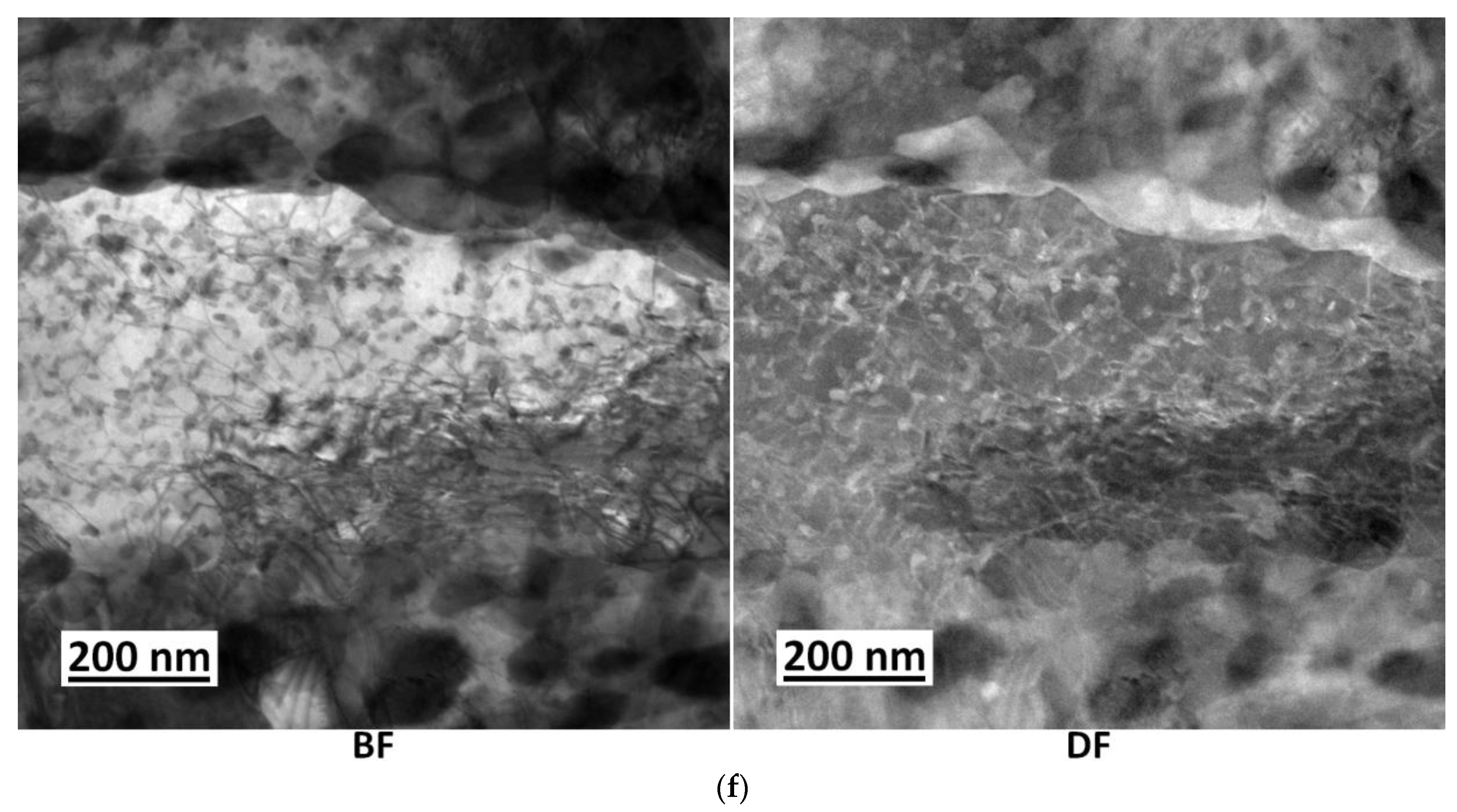
σp-Cu). An increase in the size of the precipitated Cu was observed by TEM during these tempering times. Cu precipitates also interact with dislocations, as shown in the TEM micrograph (
Figure 5f), and probably cause a slowing down of dislocation density decrease, as indicated by XRD results in
Figure 9.
The findings described in this work are in good agreement with the previous investigation focused on the same grade of steel. Jung et al. [
14] followed the strengthening of Cu precipitates by hardness measurement after quenching and during tempering at the temperature of 450 °C. The as-quenched 0 Cu and 1.5 Cu steels exhibited similar values of hardness, and the difference in hardness between 0 Cu and 1.5 Cu steels gradually increased with further tempering time up to approx. 27 h. Then, the increase in hardness was stopped. Jung et al. [
14] also studied the atomic structure of Cu precipitates during tempering and considered the Cu precipitates with a particle diameter of approximately 5 nm or smaller as bcc precipitates coherently with the martensite matrix. Larger precipitates with diameters ranging between 5–15 mm were described as orthorhombic 9R Cu precipitates. Within the precipitates larger than approximately 15 nm, the crystal structure of Cu precipitates is thought to be 3R or fcc. B. Kim et al. [
24] also reported a strengthening contribution model for medium-C steel with a similar chemical composition. A higher yield strength of approximately 300 MPa was reported due to the lower tempering temperature of 450 °C and the shorter tempering time of 30 min. Thus, only a rough comparison of strengthening contributions can be made. From the dislocation strengthening point of view, our study reported a significantly lower strengthening contribution from dislocations resulting from higher tempering temperatures and longer tempering times. The precipitation strengthening contribution of 587 MPa was reported by B. Kim et al. [
24]. It means that our estimate of Δσ
p is slightly lower for the 0 Cu sample and slightly higher for 1.5 Cu steel compared to [
24] for the tempering time of 6 h.
From the precipitation strengthening contributions, it is possible to estimate the volume fraction of Cu precipitates in the microstructure based on Equation (5) and the mean Cu particle sizes measured during TEM analysis shown in
Table 3. The calculated volume fractions of Cu precipitates are compared to the volume fraction estimated by JMatPro software for equilibrium conditions at 500 °C in
Table 6. The values of the volume fraction of Cu precipitates were similar for equilibrium conditions according to the JMatPro Software and for the tempering time of 24 h.
The results in
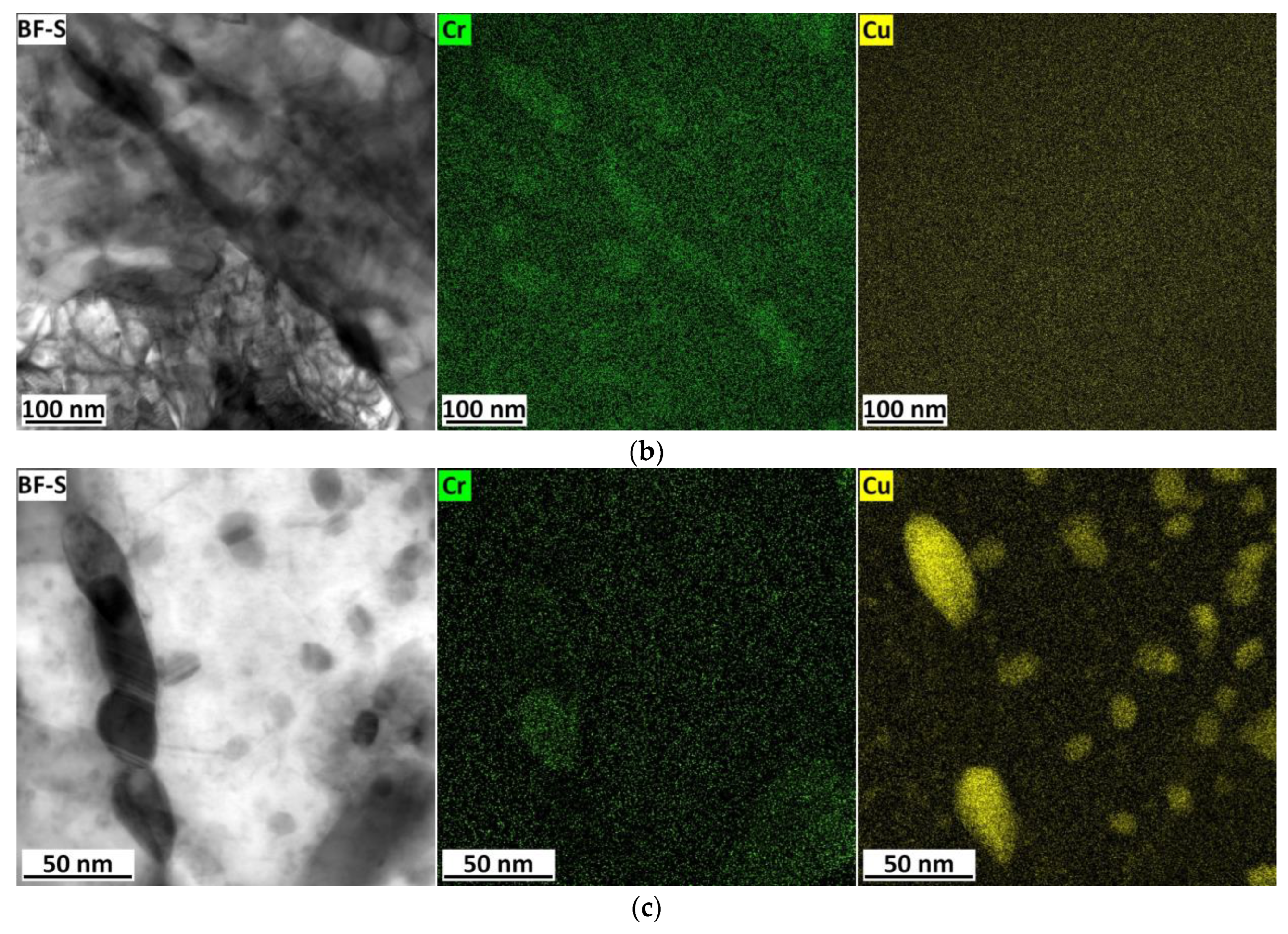
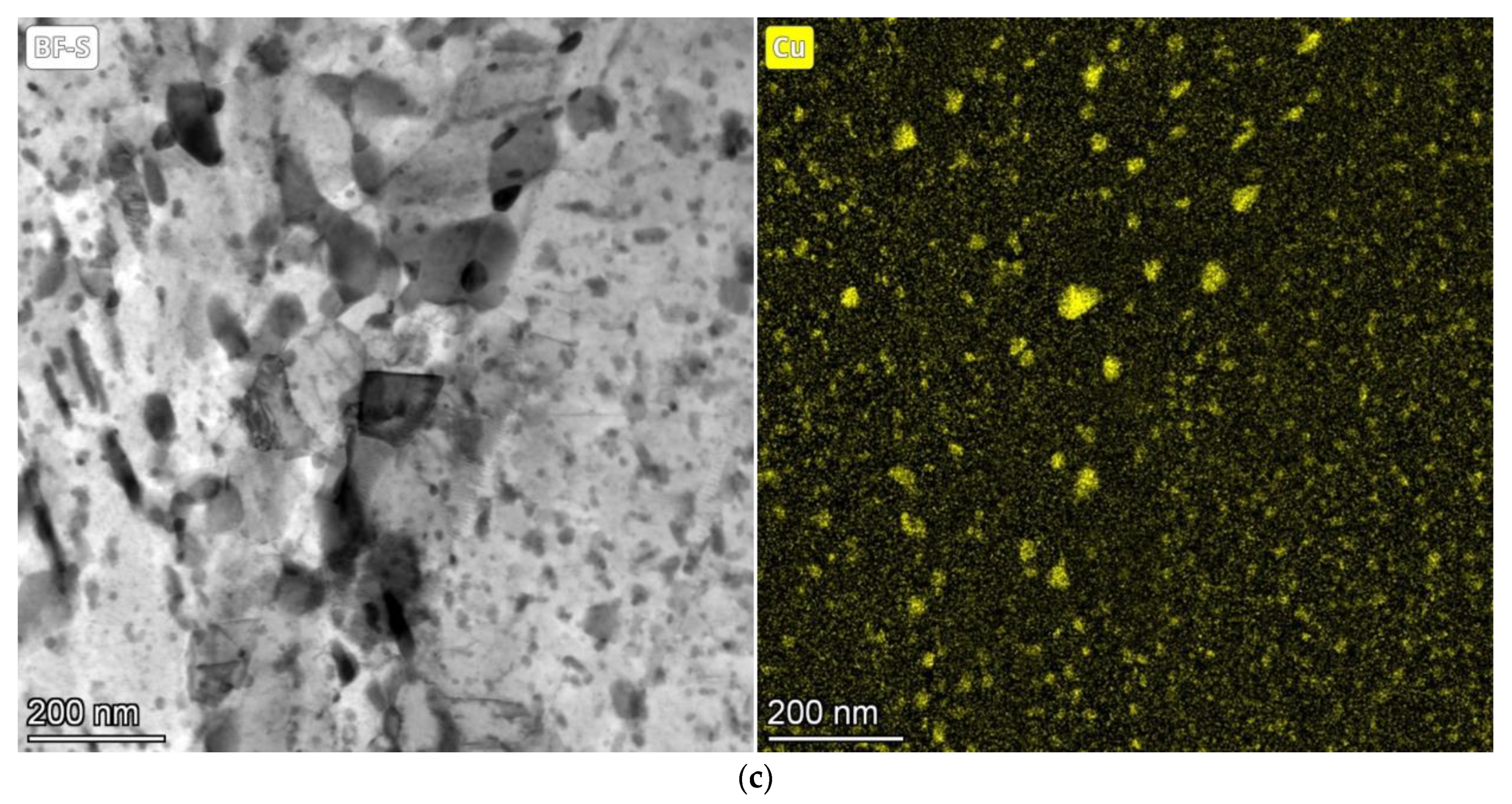
Table 6 can be explained as follows. The tempering time of 12 h is not a sufficiently long tempering time for the complete precipitation of copper from the solid solution of ferrite. The tempering time of 24 h is sufficient for Cu precipitation and at the same time, the size and homogenous distribution of precipitates in the microstructure are important for the strengthening effect. The Cu precipitates grow only slightly after tempering for 48 h compared to the tempering time of 24 h, but it can be concluded from TEM micrographs and EDS maps that the density of the precipitates decreases, and only Cu precipitates continue to grow in areas of preferential occurrence—see TEM micrographs and EDS maps in
Figure 7. Therefore, the potential of Cu precipitates for strengthening is not fully utilized.
When comparing the effect of copper on strengthening and yield strength between medium-carbon steels and low-carbon steels, there is a substantial difference. Although in this work an increase in yield strength of maximum 73 MPa was measured, in the case of lower carbon or near-pure iron, an increase in yield strength of 220 MPa and 300 MPa, respectively, was found [
7,
9].

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}