
The Optimization of Mechanical Alloying Conditions of Powder for the Preparation of a Fe-10Al-4Cr-4Y2O3 ODS Nanocomposite
 , ,
, ,
Abstract
:1. Introduction
- During mechanical alloying (MA) of the input powders or granulates, the milling balls collide and small particles of powder attached to the ball surfaces are forged onto the balls to form growing protrusions. Large protrusions break off as large particles, which are again gradually crushed into small ones. In this way, the powder becomes more and more homogenized. In some studies, such as [22], it is shown that Y2O3 is only fragmented and homogeneously dispersed in the matrix during MA. However, more recent studies report that Y2O3 can completely be dissolved in the matrix during the late stages of MA and the O and Y atoms are trapped at drastically multiplied defects as dislocations and vacancies [23,24,25]. The degree of the chemical homogenization, as well as of the dissolution of Y2O3, depends critically on the time and conditions of MA. There exists a certain saturation limit, over which further MA does not contribute to the improvement of the final quality of the ODS alloy, and its properties can even worsen due to contamination from the abraded milling balls.
- Canned evacuated ODS powder can be consolidated by spark plasma sintering [26], hot isostatic pressing [27], or hot forming as rolling [28], pressing [29], extrusion [30], rotary swaging [31,32], forging [33], or by their combinations [34,35]. Consolidation by hot forming leads usually to a UFG microstructure still containing a huge density of defects. Such an ODS alloy is hard and brittle and may contain sufficient stored energy to drive secondary recrystallization [36,37].
- The secondary recrystallization takes place at high temperatures if the driving force, due to the energy of stored defects, overcomes the pinning of grain boundaries by the nanodispersoid. If the driving force is not too large, then only a small fraction of grains overcome the pinning effect and they grow to large sizes [38].
2. Materials and Methods
- (i)
- MA is performed in evacuated containers 400 mm in diameter and a volume of 22 dm3 filled with 100 bearing balls 40 mm in diameter (25 kg in total) rotating with 70 rpm along a horizontal axis. A total of 1.5 kg of FeAlOY powder is prepared in each container. The FeAlOY powder is produced from powders or granules of individual components with a purity of 99.9%.
- (ii)
- After MA, the FeAlOY powder is canned in an evacuated consolidation steel container made from the 20/1 mm tube. The hot consolidation is carried out by rolling at a temperature of 900 °C in three steps to produce sheets of thickness at 3.25 mm of the fully dense FeAlOY.
- (iii)
- After stripping the consolidation container, the FeAlOY is UFG, hard, and brittle at room temperature. To achieve the coarse-grained FeAlOY with excellent mechanical properties at temperatures over 1000 °C, the secondary recrystallization is provoked by annealing at a temperature over 1200 °C for 16 h. The recrystallized FeAlOY is relatively soft and ductile at room temperature and can be machined easily. The assertions concerning the mechanical properties of the UFG and the recrystallized FeAlOY are based on our results just prepared for publication.
3. Results and Discussion
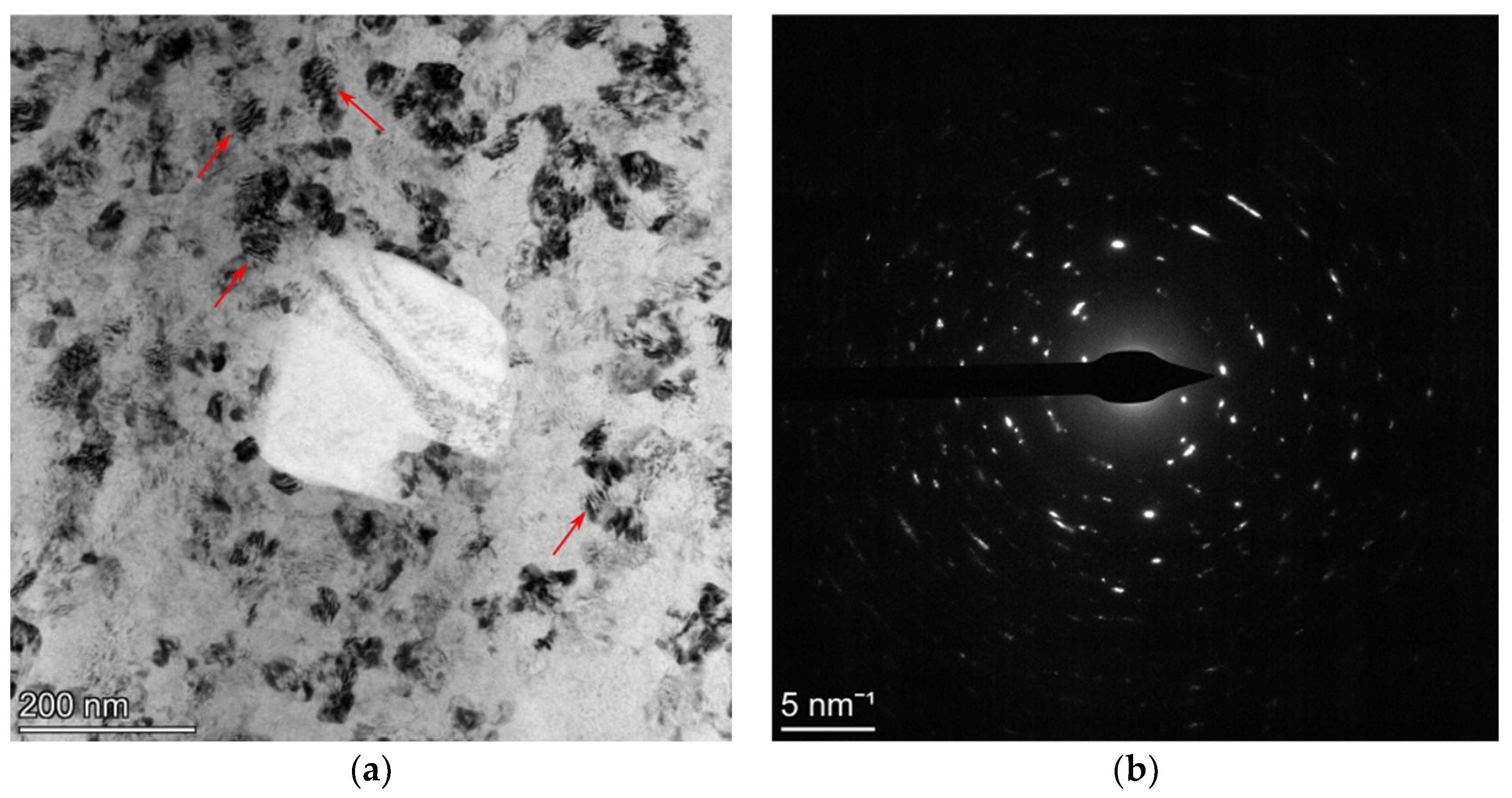
3.1. Analysis of the FeAlOY Powders after Different Times of MA
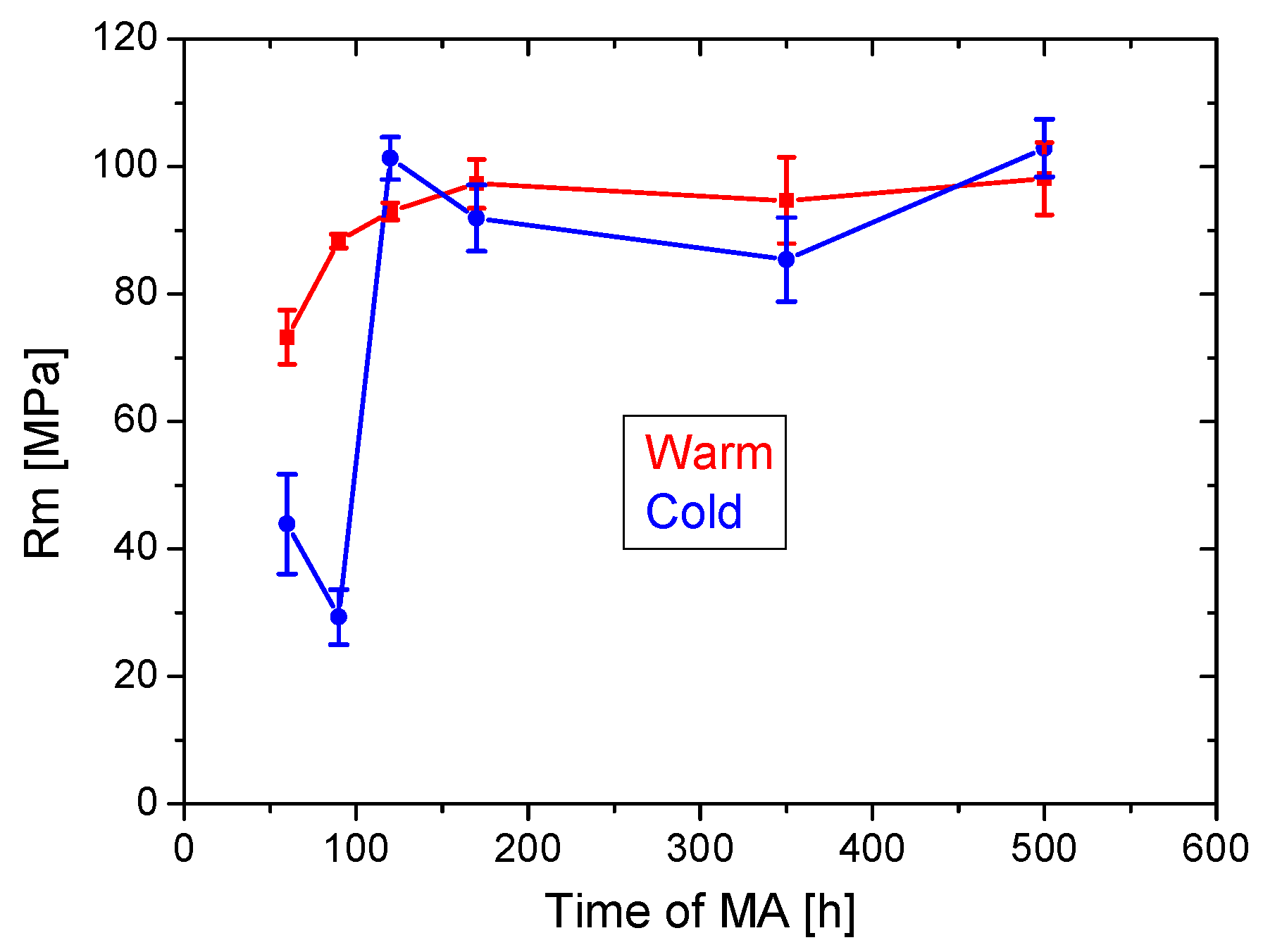
3.2. Tensile Tests of the Recrystallized FeAlOY Prepared from Powders after Different Times and Temperatures of MA
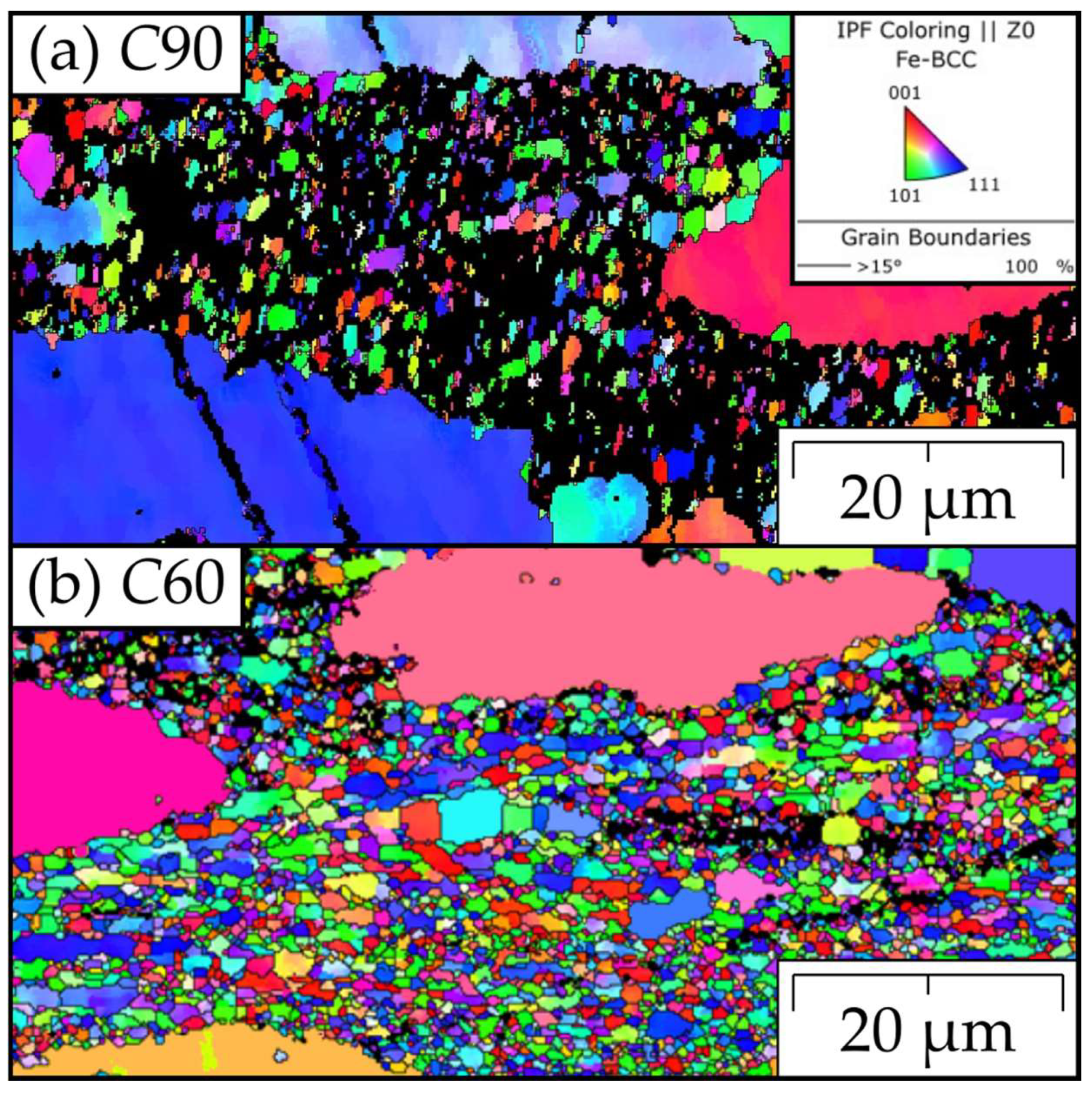
3.3. Microstructure Analysis of the Recrystallized FeAlOY Prepared from Powders after Different Times and Temperatures of MA
3.4. Relations between Parameters of Powders, Recrystallized Microstructures, and Tensile Strength
4. Conclusions
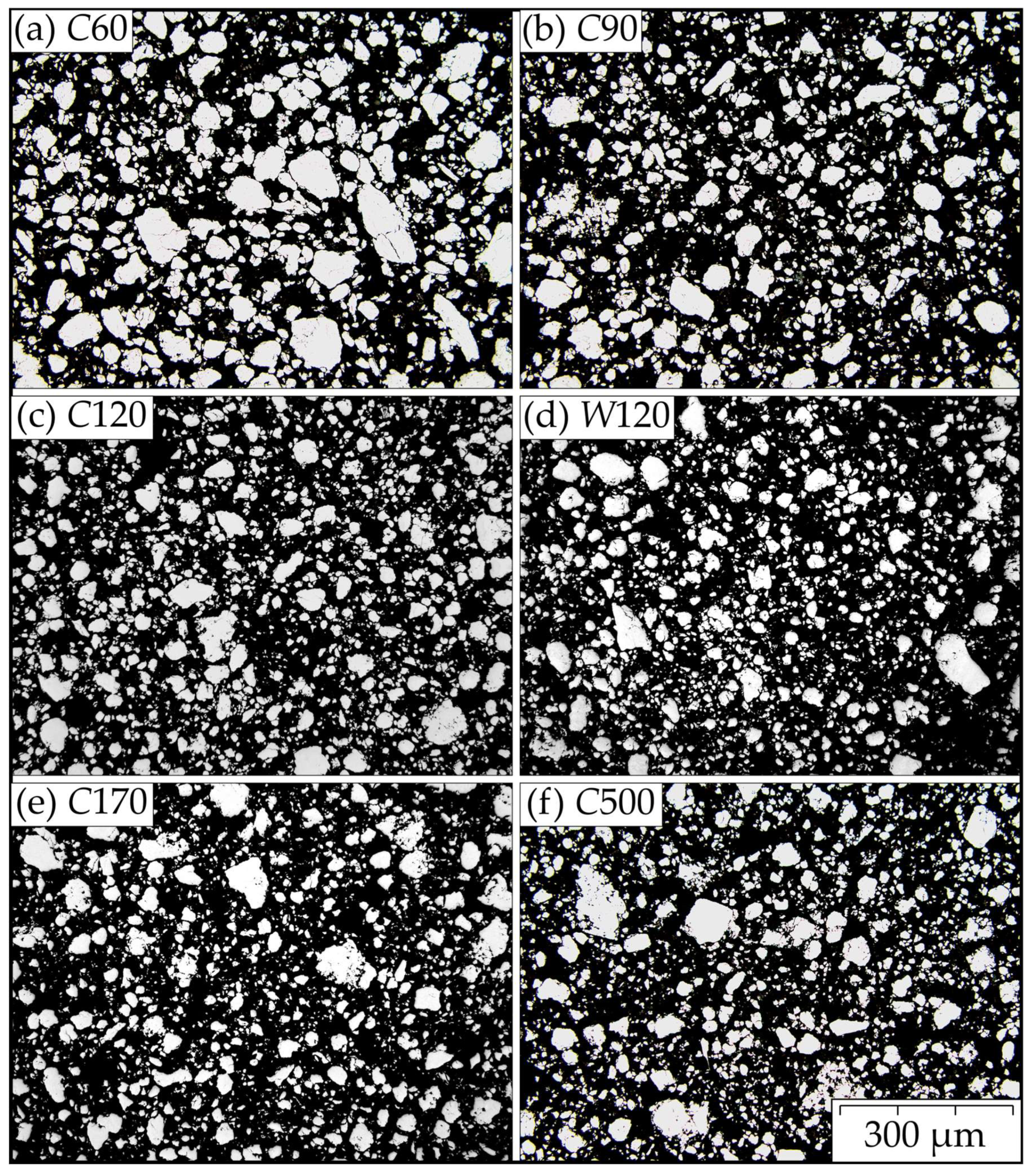
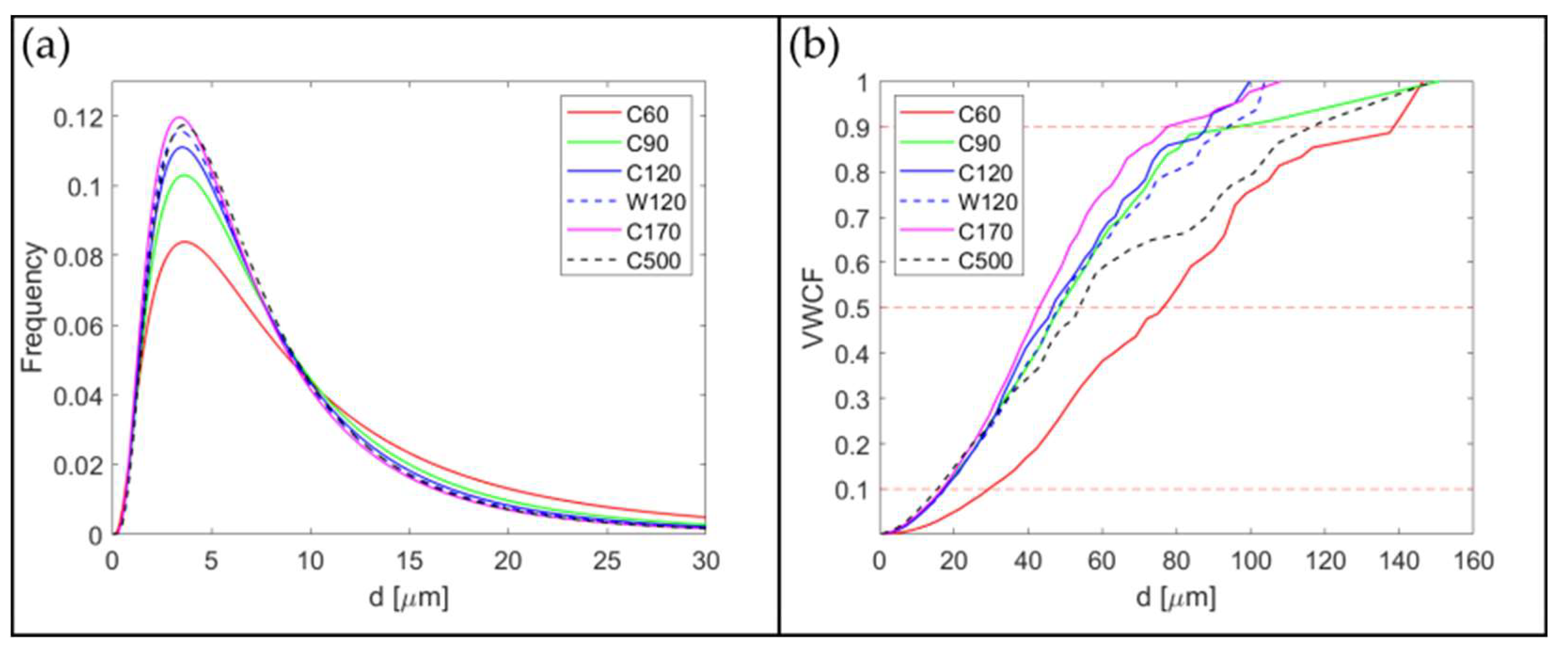
- The time and temperature of MA do not significantly influence the rather wide size distribution of the FeAlOY powders. Only for the shortest times of MA is the fraction of small-sized particles slightly lower and the fraction of very large particles is increased in comparison to other conditions of MA.
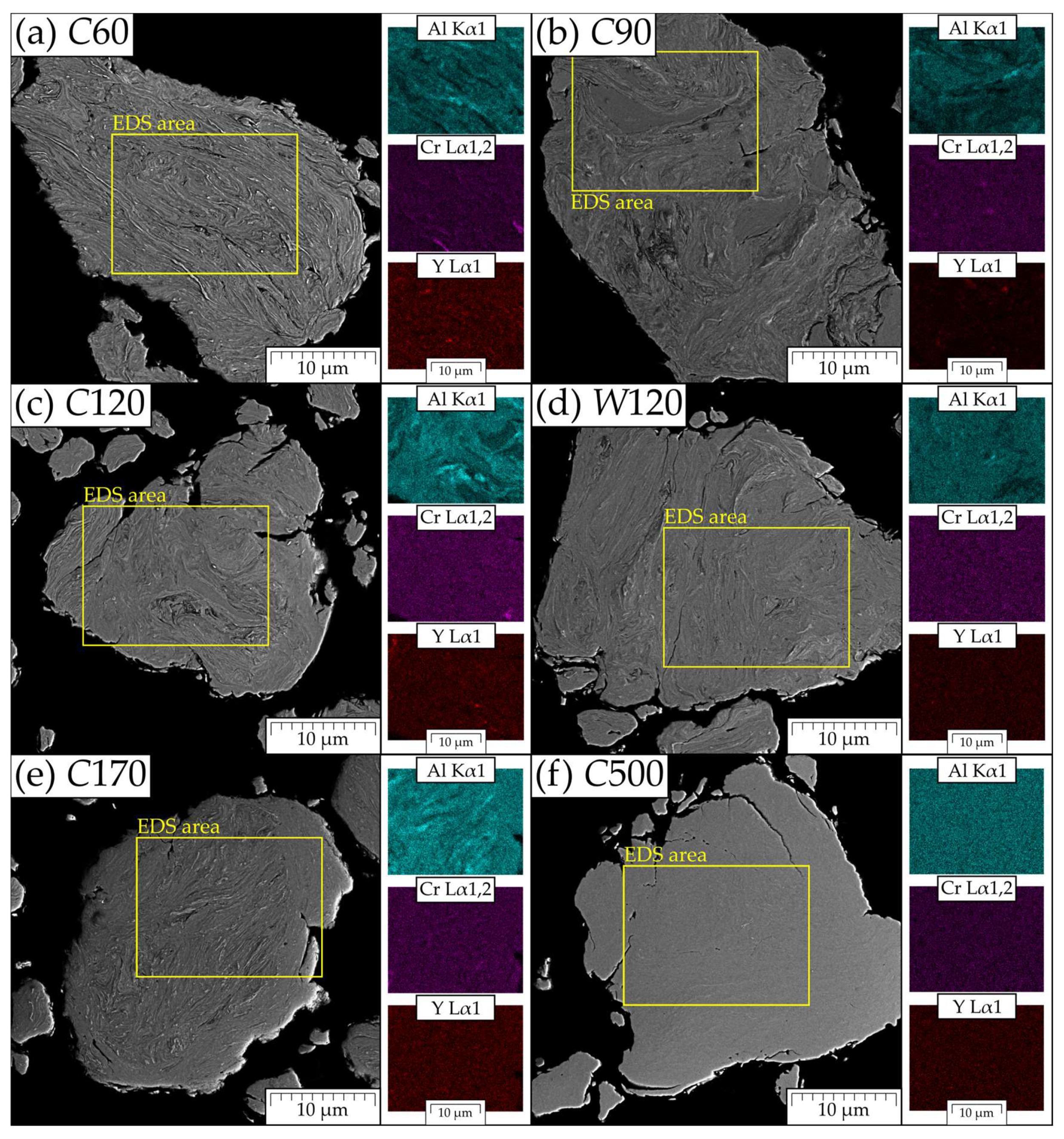
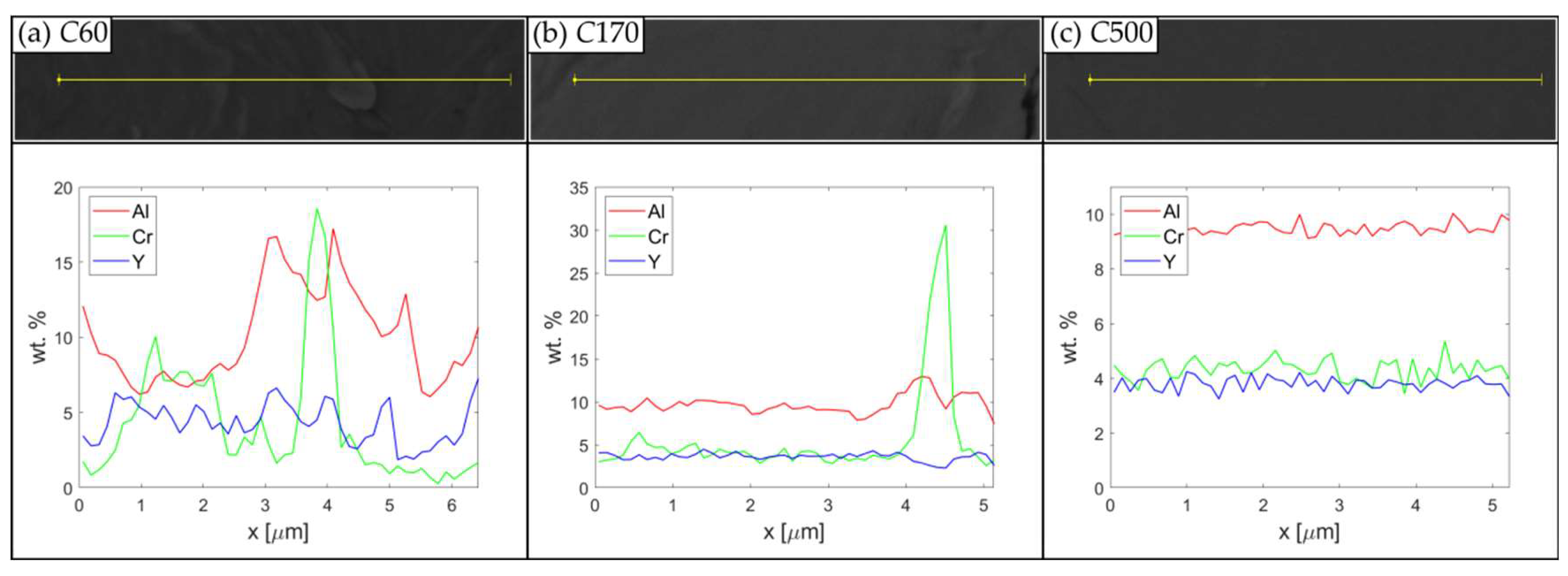
- Increasing the time and temperature of MA leads to better and better homogenization of the powder particle interiors. A significant dispersion and dissolution of Y2O3 powders are achieved at the shortest times of MA, while the chemical homogeneity of the metallic components is achieved only for the longest times of MA. The inhomogeneity of the metallic components is, however, tolerable, as sufficient homogeneity in the FeAlOY is achieved by diffusion during its annealing to provoke its secondary recrystallization.
- MA at 46 °C provides better and more reliable results than MA at 33 °C.
- Times of MA that are too short lead to inhomogeneous oxide dispersion in the FeAlOY and may lead to its incomplete secondary recrystallization with the consequence of a drastic drop in its mechanical properties at high temperatures.
- The optimal conditions of MA in our attritor are a temperature of 46 °C (without cooling by air blower) and a time of 170 h (one week).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hirsch, P.B.; Humphreys, F.J. Physics of Strength and Plasticity; Argon, A., Ed.; MIT Press: Cambridge, MA, USA, 1969; p. 189. [Google Scholar]
- Ardell, A.J. Precipitation hardening. Metall. Trans. A 1985, 16, 2131–2165. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Honeycombe, R. Steels: Microstructure and Properties, 3rd ed.; Butterworth-Heinemann: Oxford, UK; Waltham, MA, USA, 2006; pp. 74–75. [Google Scholar]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Kieffer, R.; Ettmayer, P.; Freudhomier, M. About Nitrides and Carbonnitrides and Nitride-Based Cemented Hard Alloys. In Modern Developments in Powder Metallurgy; Springer: Boston, MA, USA, 1971; pp. 201–214. [Google Scholar]
- Taneike, M.; Sawada, K.; Abe, F. Effect of carbon concentration on precipitation behavior of M23C6 carbides and MX carboni-trides in martensitic 9Cr steel during heat treatment. Metall. Mater. Trans. A Phys. 2004, 35, 1255–1262. [Google Scholar] [CrossRef]
- Gavriljuk, V.; Shanina, B. Interstitial elements in steel: Effect on structure and properties. HTM J. Heat Treat. Mater. 2010, 65, 189–194. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Schäublin, R.; Leguey, T.; Spätig, P.; Baluc, N.; Victoria, M. Microstructure and mechanical properties of two ODS ferritic/martensitic steels. J. Nucl. Mater. 2002, 307, 778–782. [Google Scholar] [CrossRef]
- Karak, S.K.; Majumdar, J.D.; Witczak, Z.; Lojkowski, W.; Ciupinski, Ł.; Kurzydłowski, K.J.; Manna, I. Evaluation of Microstructure and Mechanical Properties of Nano-Y2O3-Dispersed Ferritic Alloy Synthesized by Mechanical Alloying and Consolidated by High-Pressure Sintering. Met. Mater. Trans. A 2013, 44, 2884–2894. [Google Scholar] [CrossRef]
- Sands, R.L.; Phelps, L.A.; Morgan, W.R. Dispersion-Strengthened Stainless Steel. Powder Met. 1962, 5, 158–170. [Google Scholar] [CrossRef]
- Huet, J.J.; Massaux, H.; De Wilde, L.; Noels, J. Fabrication ct propriétés d’aciers ferritiques renforcés par dispersion. Rev. Met. Paris 1968, 65, 863–869. [Google Scholar] [CrossRef]
- Benjamin, J.S. Dispersion strengthened superalloys by mechanical alloying. Metall. Trans. 1970, 1, 2943–2951. [Google Scholar] [CrossRef]
- Huet, J.-J.; Leroy, V. Dispersion-Strengthened Ferritic Steels as Fast-Reactor Structural Materials. Nucl. Technol. 1974, 24, 216–224. [Google Scholar] [CrossRef]
- Ukai, S.; Oono Hori, N.; Ohtsuka, S. Oxide Dispersion Strengthened Steels. Compr. Nucl. Mater. 2020, 3, 255–292. [Google Scholar]
- Dobeš, F.; Hadraba, H.; Chlup, Z.; Dlouhý, A.; Vilémová, M.; Matějíček, J. Compressive creep behavior of an oxide-dispersion-strengthened CoCrFeMnNi high-entropy alloy. Mater. Sci. Eng. A 2018, 732, 99–104. [Google Scholar] [CrossRef]
- Srolovitz, D.; Petkovic-Luton, R.; Luton, M. Straight dislocation-sphericle inclusion interactions: High and low temperature solutions. Scr. Metall. 1984, 18, 1063–1068. [Google Scholar] [CrossRef]
- Arzt, E.; Rösler, J. The kinetics of dislocation climb over hard particles—II. Effects of an attractive particle-dislocation interaction. Acta Metall. 1988, 36, 1053–1060. [Google Scholar] [CrossRef]
- Hayashi, T.; Sarosi, P.; Schneibel, J.; Mills, M. Creep response and deformation processes in nanocluster-strengthened ferritic steels. Acta Mater. 2008, 56, 1407–1416. [Google Scholar] [CrossRef]
- Schneibel, J.H.; Liu, C.T.; Miller, M.K.; Mills, M.J.; Sarosi, P.; Heilmaier, M.; Sturm, D. Ultrafine-grained nanoclus-ter-strengthened alloys with unusually high creep strength. Scr. Mater. 2009, 61, 793–796. [Google Scholar] [CrossRef]
- Schneibel, J.; Heilmaier, M.; Blum, W.; Hasemann, G.; Shanmugasundaram, T. Temperature dependence of the strength of fine- and ultrafine-grained materials. Acta Mater. 2011, 59, 1300–1308. [Google Scholar] [CrossRef]
- Dasgupta, A.; Divakar, R.; Parida, P.K.; Ghosh, C.; Saroja, S.; Mohandas, E.; Vijayalakshmi, M.; Jayakumar, T.; Raj, B. Electron Microscopy Studies on Oxide Dispersion Strengthened Steels. In Materials Challenges and Testing for Supply of Energy and Resources; Springer: Berlin/Heidelberg, Germany, 2011; pp. 117–128. [Google Scholar]
- Fu, C.L.; Krčmar, M.; Painter, G.S.; Chen, X.Q. Vacancy mechanism of high oxygen solubility and nucleation of stable oxygen-enriched clusters in Fe. Phys. Rev. Lett. 2007, 99, 225502. [Google Scholar] [CrossRef]
- Brocq, M.; Radiguet, B.; Poissonnet, S.; Cuvilly, F.; Pareige, P.; Legendre, F. Nanoscale characterization and formation mechanism of nanoclusters in an ODS steel elaborated by reactive-inspired ball-milling and annealing. J. Nucl. Mater. 2011, 409, 80–85. [Google Scholar] [CrossRef]
- Oono, N.; Ukai, S. Precipitation of Oxide Particles in Oxide Dispersion Strengthened (ODS) Ferritic Steels. Mater. Trans. 2018, 59, 1651–1658. [Google Scholar] [CrossRef] [Green Version]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef] [Green Version]
- Atkinson, H.V.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Li, Y.; Nagasaka, T.; Muroga, T.; Kimura, A.; Ukai, S. High-temperature mechanical properties and microstructure of 9Cr oxide dispersion strengthened steel compared with RAFMs. Fusion Eng. Des. 2011, 86, 2495–2499. [Google Scholar] [CrossRef]
- Zhao, Q.; Yu, L.M.; Liu, Y.C.; Huang, Y.; Ma, Z.Q.; Li, H.J. Effects of aluminum and titanium on the microstructure of ODS steels fab-ricated by hot pressing. Int. J. Miner. Metall. Mater. 2018, 25, 1156–1165. [Google Scholar] [CrossRef]
- Unifantowicz, P.; Oksiuta, Z.; Olier, P.; de Carlan, Y.; Baluc, N. Microstructure and mechanical properties of an ODS RAF steel fabricated by hot extrusion or hot isostatic pressing. Fusion Eng. Des. 2011, 86, 2413–2416. [Google Scholar] [CrossRef] [Green Version]
- Svoboda, J.; Kunčická, L.; Luptáková, N.; Weiser, A.; Dymáček, P. Fundamental Improvement of Creep Resistance of New-Generation Nano-Oxide Strengthened Alloys via Hot Rotary Swaging Consolidation. Materials 2020, 13, 5217. [Google Scholar] [CrossRef] [PubMed]
- Kunčická, L.; Macháčková, A.; Lavery, N.P.; Kocich, R.; Cullen, J.C.; Hlaváč, L.M. Effect of thermomechanical processing via rotary swaging on properties and residual stress within tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2020, 87, 105120. [Google Scholar] [CrossRef]
- Kumar, D.; Prakash, U.; Dabhade, V.V.; Laha, K.; Sakthivel, T. Development of Oxide Dispersion Strengthened (ODS) Ferritic Steel Through Powder Forging. J. Mater. Eng. Perform. 2017, 26, 1817–1824. [Google Scholar] [CrossRef]
- Bergner, F.; Hilger, I.; Virta, J.; Lagerbom, J.; Gerbeth, G.; Connolly, S.; Hong, Z.; Grant, P.S.; Weissgärber, T. Alternative Fabrication Routes toward Oxide-Dispersion-Strengthened Steels and Model Alloys. Metall. Mater. Trans. A 2016, 47, 5313–5324. [Google Scholar] [CrossRef]
- Deng, L.; Wang, C.; Luo, J.; Tu, J.; Guo, N.; Xu, H.; He, P.; Xia, S.; Yao, Z. Preparation and property optimization of FeCrAl-based ODS alloy by machine learning combined with wedge-shaped hot-rolling. Mater. Charact. 2022, 188, 111894. [Google Scholar] [CrossRef]
- Svoboda, J.; Luptáková, N.; Jarý, M.; Dymáček, P. Influence of Hot Consolidation Conditions and Cr-Alloying on Microstructure and Creep in New-Generation ODS Alloy at 1100 °C. Materials 2020, 13, 5070. [Google Scholar] [CrossRef] [PubMed]
- Bártková, D.; Šmíd, M.; Mašek, B.; Svoboda, J.; Šiška, F. Kinetic study of static recrystallization in an Fe–Al–O ultra-fine-grained nanocomposite. Philos. Mag. Lett. 2017, 97, 379–385. [Google Scholar] [CrossRef]
- Svoboda, J.; Horník, V.; Riedel, H. Modelling of Processing Steps of New Generation ODS Alloys. Metall. Mater. Trans. A 2020, 51, 5296–5305. [Google Scholar] [CrossRef]
- Bartsch, M.; Wasilkowska, A.; Czyrska-Filemonowicz, A.; Messerschmidt, U. Dislocation dynamics in the oxide dispersion strengthened alloy INCOLOY MA956. Mater. Sci. Eng. A 1999, 272, 152–162. [Google Scholar] [CrossRef]
- Miller, M.; Hoelzer, D.; Kenik, E.; Russell, K. Stability of ferritic MA/ODS alloys at high temperatures. Intermetallics 2005, 13, 387–392. [Google Scholar] [CrossRef]
- Holzer, J.; Gamanov, Š.; Luptáková, N.; Dlouhý, A.; Svoboda, J. Coarsening Kinetics of Y2O3 Dispersoid in New Grade of Fe-Al-Cr-Based ODS Alloy. Metals 2022, 12, 210. [Google Scholar] [CrossRef]
- Svoboda, J.; Bořil, P.; Holzer, J.; Luptáková, N.; Jarý, M.; Mašek, B.; Dymáček, P. Substantial Improvement of High Temperature Strength of New-Generation Nano-Oxide-Strengthened Alloys by Addition of Metallic Yttrium. Materials 2022, 15, 504. [Google Scholar] [CrossRef]
- Svoboda, J.; Horník, V.; Stratil, L.; Hadraba, H.; Mašek, B.; Khalaj, O.; Jirková, H. Microstructure Evolution in ODS Alloys with a High-Volume Fraction of Nano Oxides. Metals 2018, 8, 1079. [Google Scholar] [CrossRef] [Green Version]
- Gamanov, Š.; Holzer, J.; Roupcová, P.; Svoboda, J. High temperature oxidation kinetics of Fe-10Al-4Cr-4Y2O3 ODS alloy at 1200–1400 °C. Corros. Sci. 2022, 206, 110498. [Google Scholar] [CrossRef]
- Khalaj, O.; Mašek, B.; Jirková, H.; Svoboda, J. Experimental Study on Termomechanical Properties of New Generation ODS steel. Int. J. Mater. Metall. Eng. 2017, 11, 501–504. [Google Scholar]
- Stratil, L.; Horník, V.; Dymáček, P.; Roupcová, P.; Svoboda, J. The Influence of Aluminum Content on Oxidation Resistance of New-Generation ODS Alloy at 1200 °C. Metals 2020, 10, 1478. [Google Scholar] [CrossRef]
- Unocic, K.A.; Hoelzer, D.; Pint, B. Microstructure and environmental resistance of low Cr ODS FeCrAl. Mater. High Temp. 2015, 32, 123–132. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions of MA | Time of MA | ||||
|---|---|---|---|---|---|
| Cold/Warm | [h] | [μm] | [μm] | [μm] | [μm] |
| C | 60 | 11.7 ± 12.7 | 29.4 | 76.3 | 138.5 |
| C | 90 | 9.1 ± 8.4 | 17.4 | 48.6 | 96.5 |
| C | 120 | 8.4 ± 7.4 | 17.6 | 46.6 | 88.1 |
| W | 120 | 8.1 ± 7.0 | 17.6 | 48.2 | 93.8 |
| C | 170 | 7.8 ± 6.7 | 16.9 | 43 | 77.7 |
| C | 500 | 7.9 ± 6.5 | 15.6 | 53.7 | 116.6 |
| Conditions of MA | Time of MA | Mean Area | Area-Weighted Mean Area |
|---|---|---|---|
| Cold/Warm | [h] | [μm2] | [μm2] |
| C | 500 | 55,094.4 | 291,253.0 |
| C | 170 | 38,949.9 | 97,183.5 |
| C | 120 | 57,801.7 | 303,532.1 |
| W | 120 | 83,156.5 | 412,319.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Svoboda, J.; Gamanov, Š.; Bártková, D.; Luptáková, N.; Bořil, P.; Jarý, M.; Mašek, B.; Holzer, J.; Dymáček, P. The Optimization of Mechanical Alloying Conditions of Powder for the Preparation of a Fe-10Al-4Cr-4Y2O3 ODS Nanocomposite. Materials 2022, 15, 9034. https://doi.org/10.3390/ma15249034
Svoboda J, Gamanov Š, Bártková D, Luptáková N, Bořil P, Jarý M, Mašek B, Holzer J, Dymáček P. The Optimization of Mechanical Alloying Conditions of Powder for the Preparation of a Fe-10Al-4Cr-4Y2O3 ODS Nanocomposite. Materials. 2022; 15(24):9034. https://doi.org/10.3390/ma15249034
Chicago/Turabian StyleSvoboda, Jiří, Štepán Gamanov, Denisa Bártková, Natália Luptáková, Petr Bořil, Milan Jarý, Bohuslav Mašek, Jakub Holzer, and Petr Dymáček. 2022. "The Optimization of Mechanical Alloying Conditions of Powder for the Preparation of a Fe-10Al-4Cr-4Y2O3 ODS Nanocomposite" Materials 15, no. 24: 9034. https://doi.org/10.3390/ma15249034