In-Situ Synchrotron X-Ray Diffraction of Ti-6Al-4V During Thermomechanical Treatment in the Beta Field

 ,
, 
 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
- (1)
- 2D diffraction images were stacked sequentially using the software ImageJ [31].
- (2)
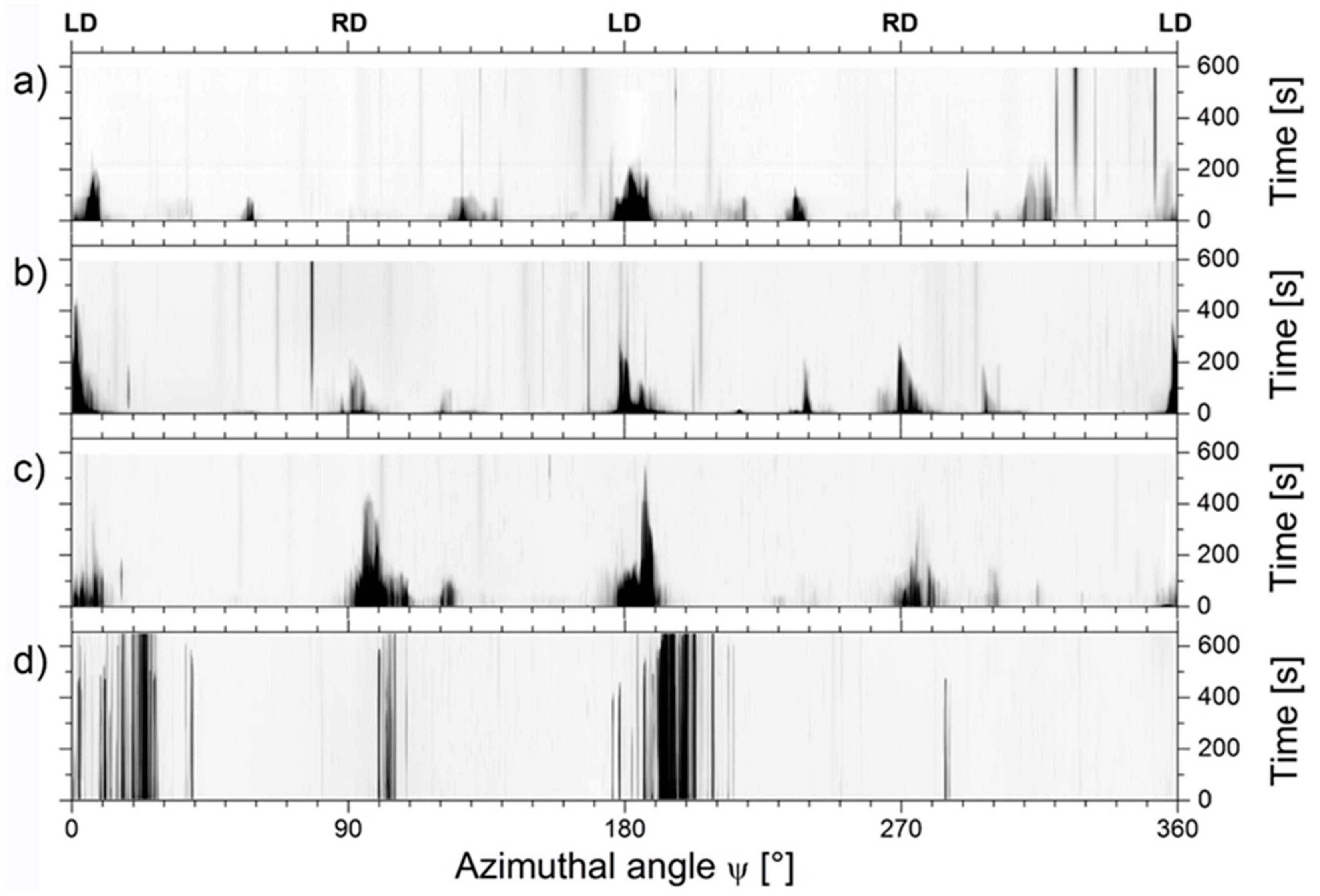
- A polar transformation was applied to the stacked volume to originate a 3D volume with axis corresponding to the 2θ angle, the azimuthal angle ψ, and the strain ε (during deformation) or time t (during isothermal treatment).
- (3)
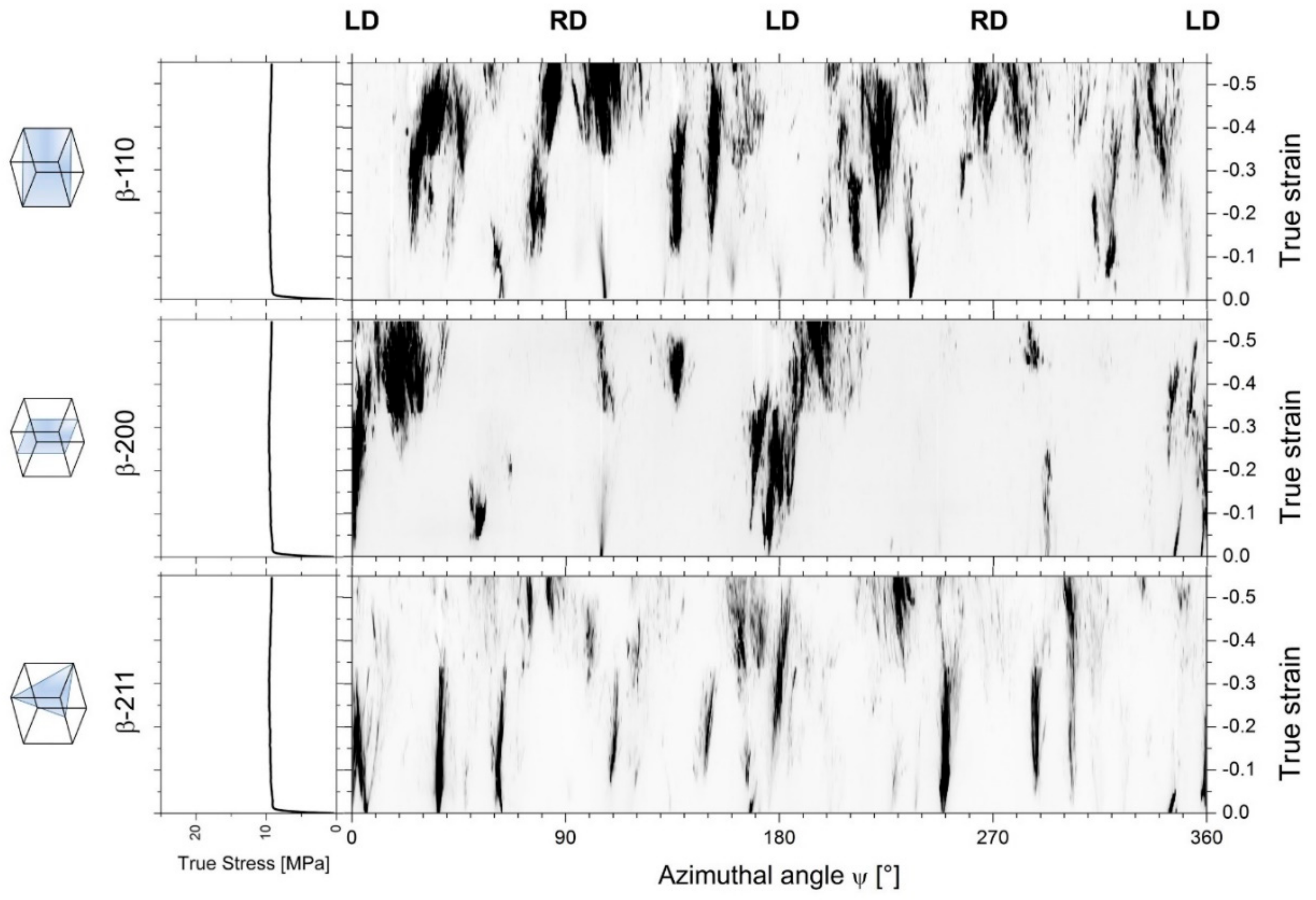
- One diffraction ring was selected and projected over the ψ-ε/t plane. The final representation corresponds to the evolution during deformation or heat treatment of coherent crystallographic domains (crystallite hereafter for simplicity) of β phase.
3. Results
3.1. Hot Deformation
3.2. Heat Treatment after Deformation
4. Discussion
4.1. Hot Deformation
- (1)
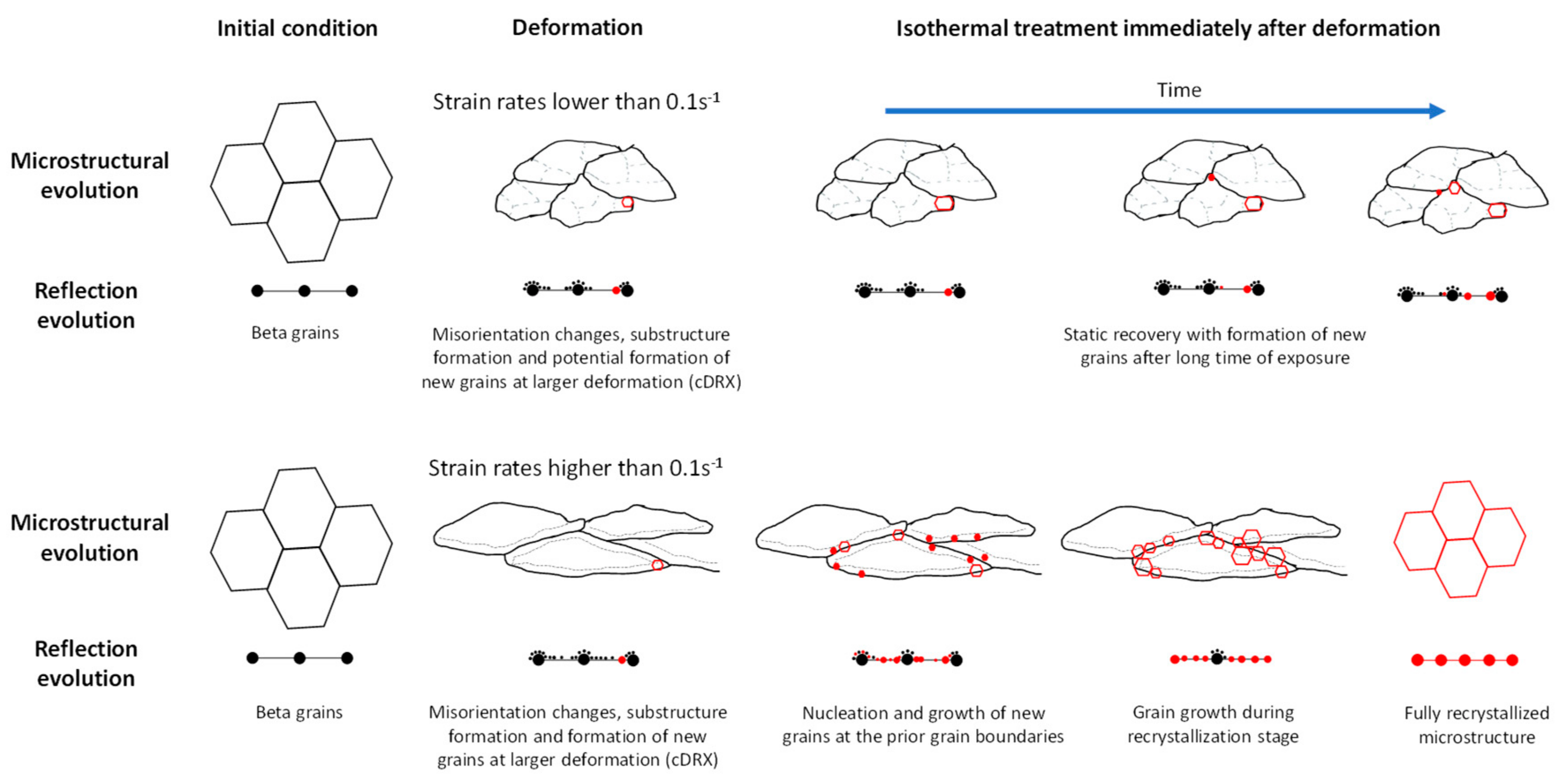
- Crystallite rotation is revealed by a continuous change of the azimuthal angle of the reflections, as depicted in Figure 8a.
- (2)
- Increment of the misorientation within the grains, denoted by a cone shape (broadening) of reflections (Figure 8b). The broadening can reach up to 15–20° and this effect must be related to the formation of misorientations.
- (3)
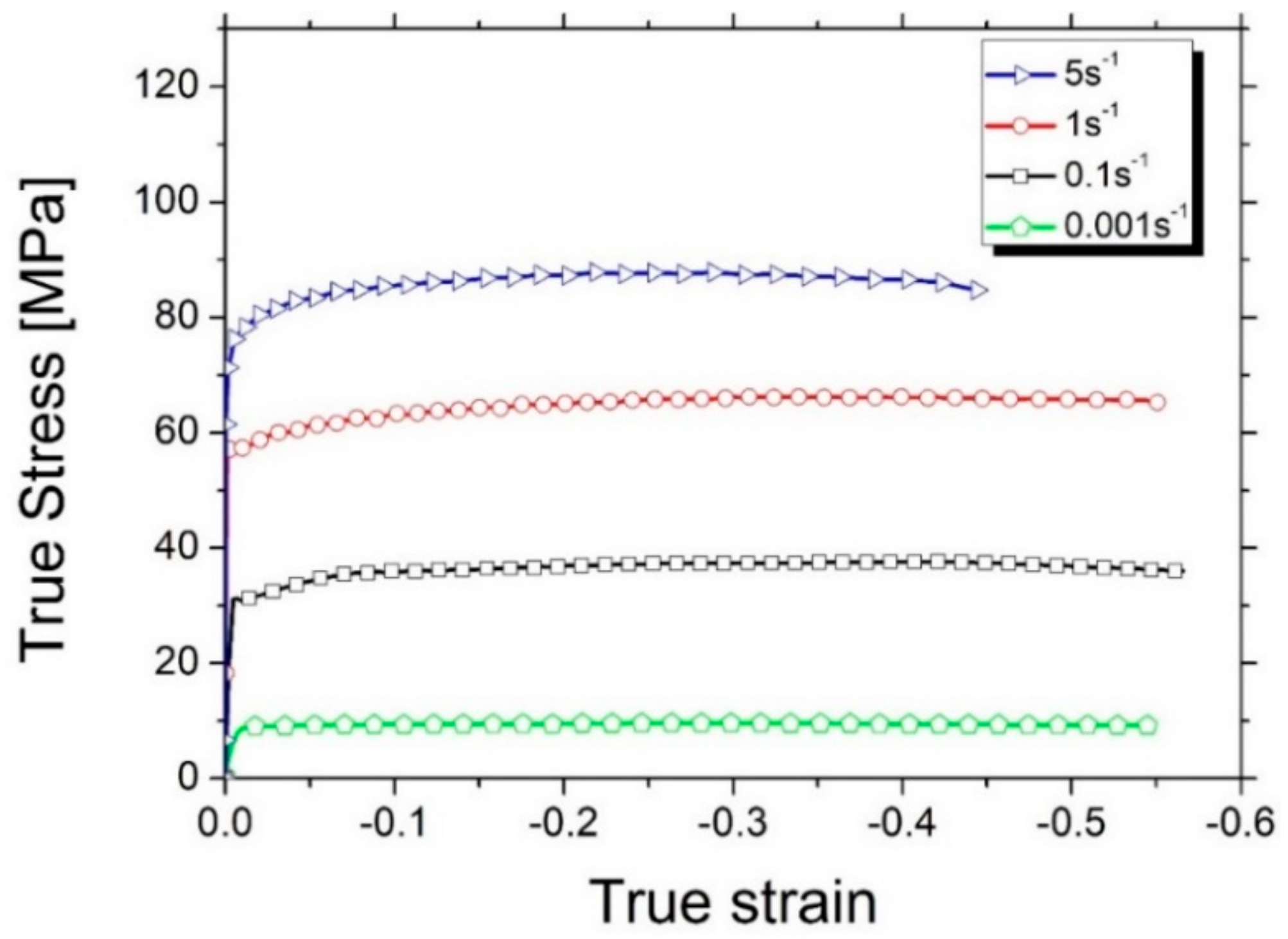
- Dynamic recovery (DRV). The material undergoes dislocation annihilation and re-arrangement in sub-grain boundaries, producing a dotted (mosaic) cone in the plots. Crystallites evolve like strain-lines or eventually spots becoming narrower and differing in the azimuthal angle by ~1–2° from the parent grain. Some of these features are also present in Figure 8c. This observation agrees with the flow stress steady state observed for all the strain rates.
4.2. Heat Treatment after Deformation
5. Conclusions
- (1)
- Dynamic recovery is the main mechanism of restoration observed during deformation for all the strain rates. Larger crystallographic misorientations are developed within the grains with increasing strain rate, also related to smaller sub-grains due to less restoration.
- (2)
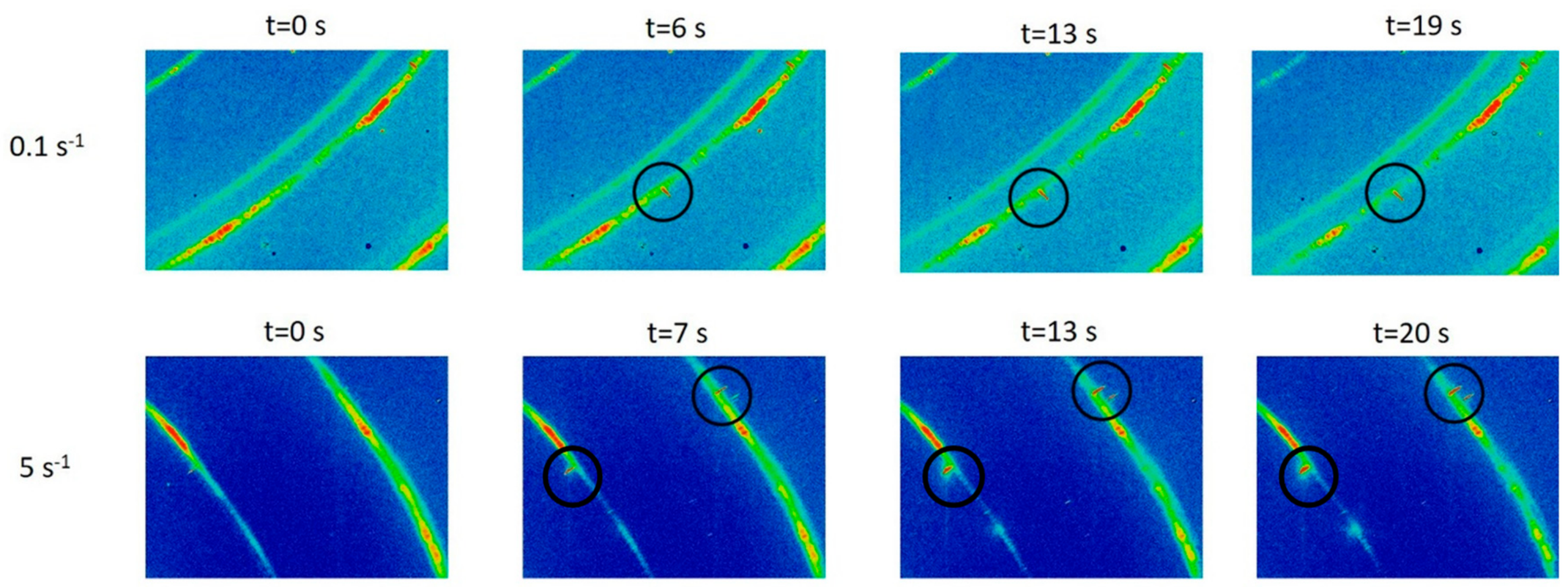
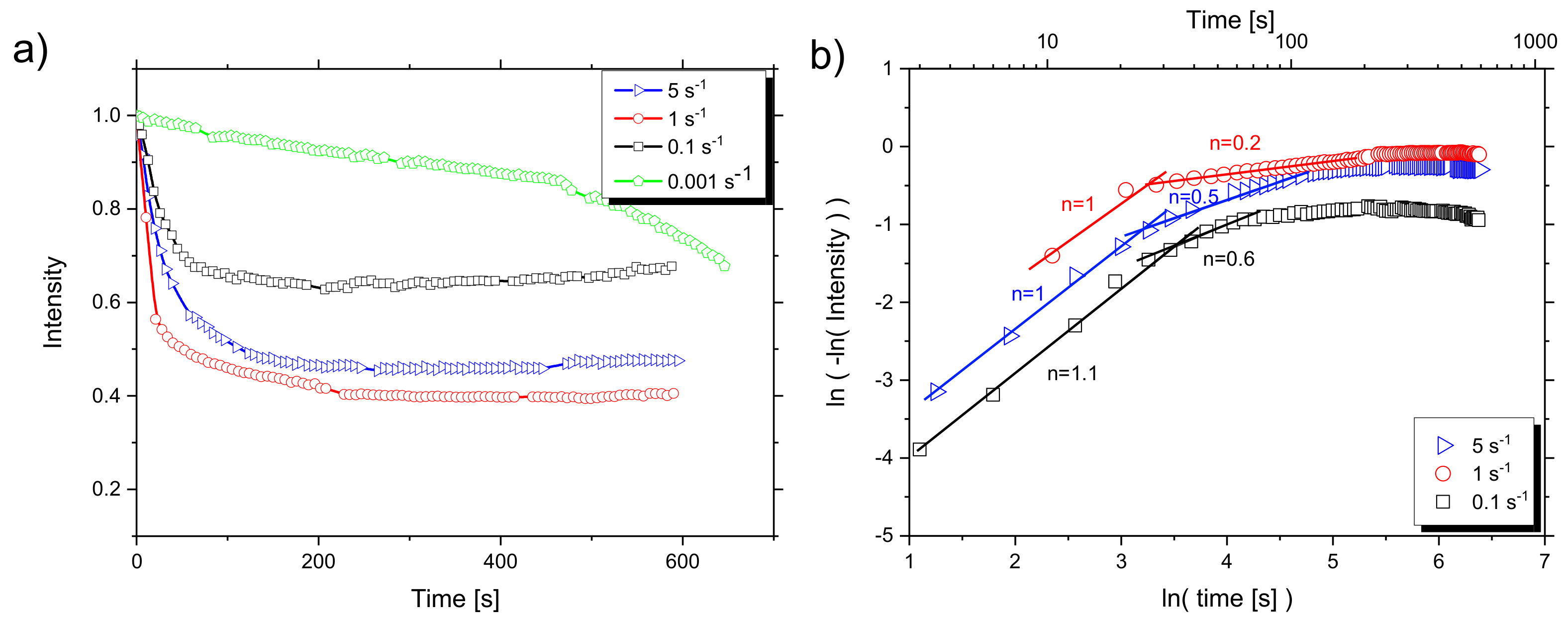
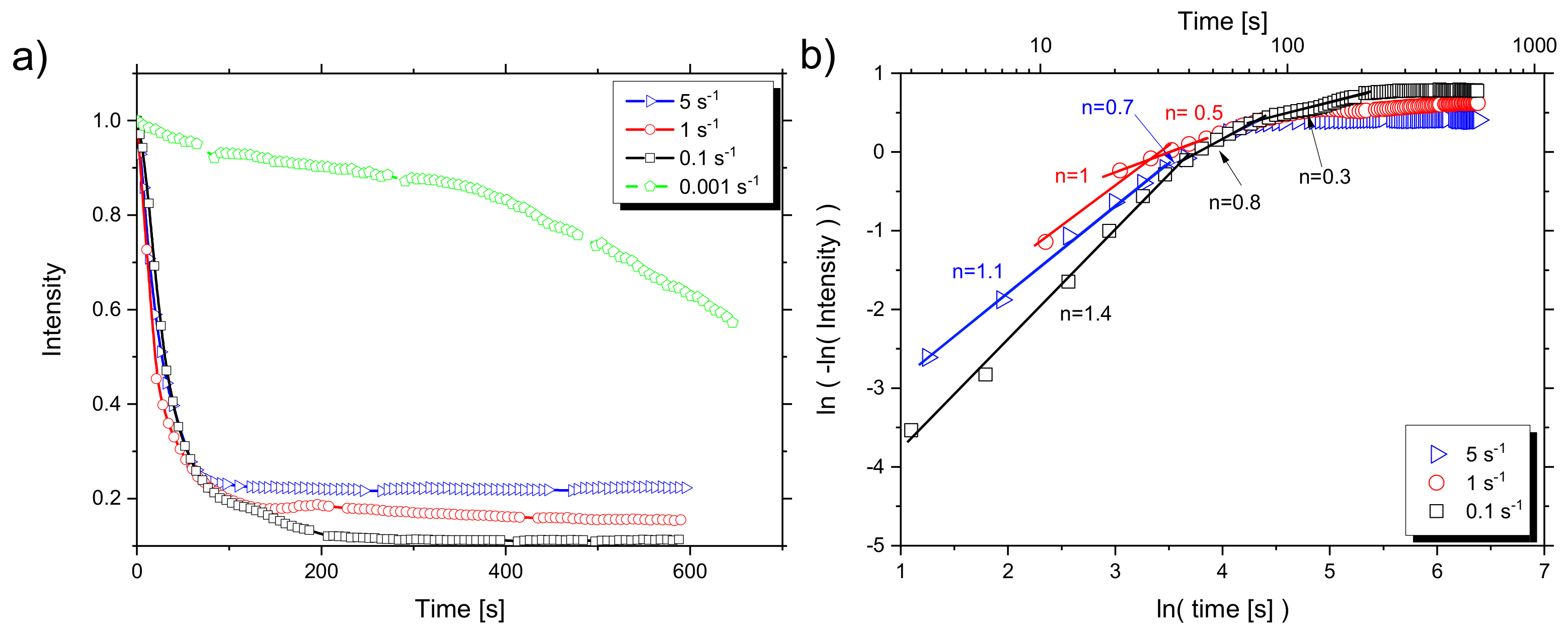
- Static recrystallization of β grains can be described as nucleation within the first seconds after the deformation process. The nucleation is a function of the stored energy provided during the deformation (i.e., a function of the strain rate).
- (3)
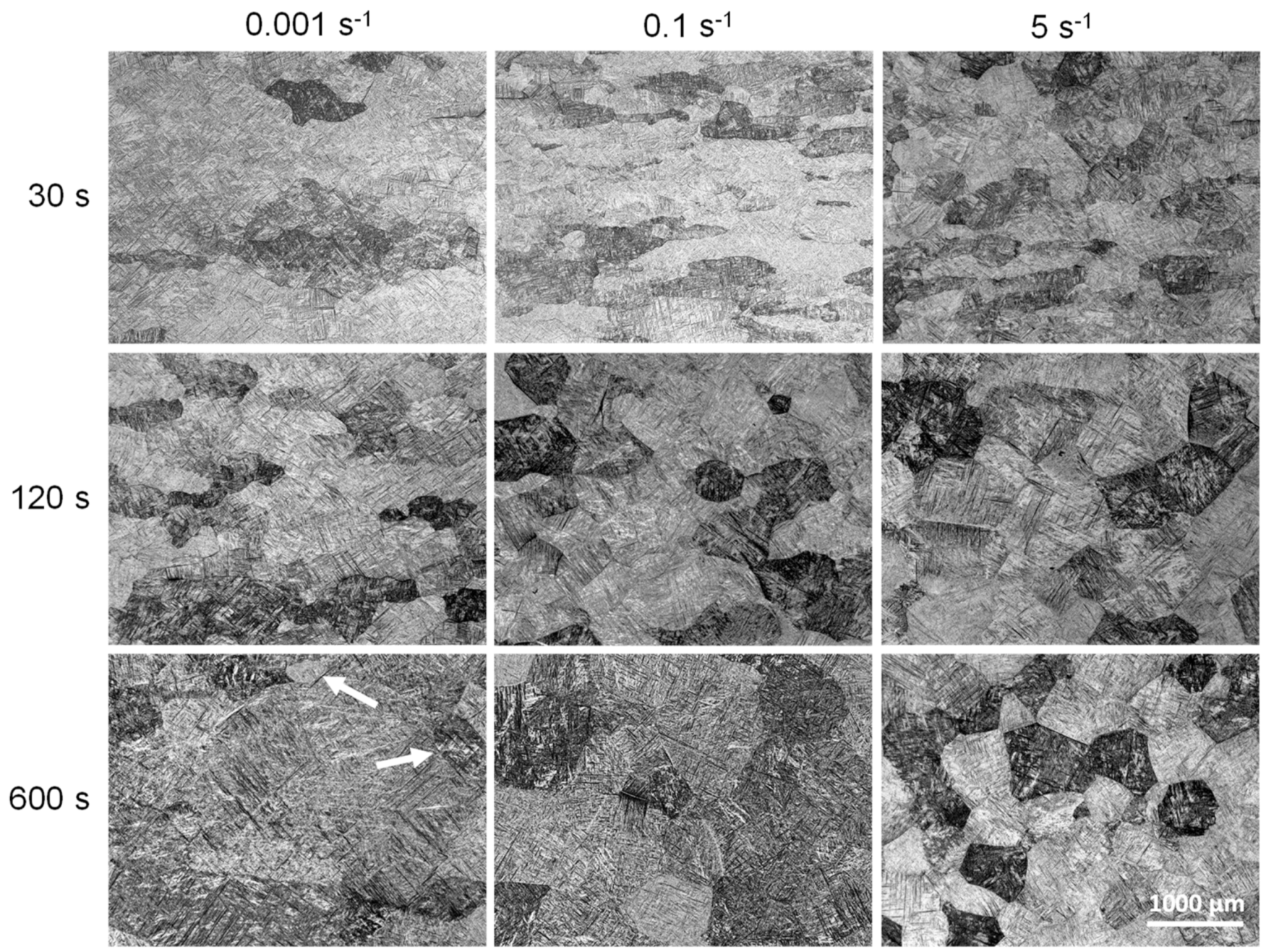
- Grain growth occurs after nucleation and it ends after 100 s for the 5 s−1, 200 s for the 1 s−1, and 250 s after 0.1 s−1 strain rates.
- (4)
- The sample deformed with a strain rate of 0.001 s−1 shows no visible changes on the microstructure (by LOM or HEXRD) during the first 500 s. The decrement of the intensity must be related to a decrement in the dislocation density by static recovery. A few new grains are observed after 600 s of isothermal treatment.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A


References
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Ashby, M.; Shercliff, H.; Cebon, D. Materials: Engineering, Science, Processing and Design, 3rd ed.; Elsevier: Cambridge, UK, 2013. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Semiatin, S.L.; Pilchak, A.L. Advances in the Development of Processing-Microstructure Relations for Titanium Alloys. In Proceedings of the 13th World Conference on Titanium; Venkatesh, V., Pilchak, A.L., Allison, J.E., Ankem, S., Boyer, R., Christodoulou, J., Fraser, H.L., Imam, M.A., Kosaka, Y., Rack, H.J., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2016; pp. 187–202. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Huang, J.; Xing, H.; Sun, J. Structural stability and generalized stacking fault energies in β Ti–Nb alloys: Relation to dislocation properties. Scr. Mater. 2012, 66, 682–685. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Morgan, J.T.; Malas, J.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot deformation mechanisms in ELI grade Ti-6A1-4V. Scr. Mater. 1999, 41, 283–288. [Google Scholar] [CrossRef]
- Fan, J.K.; Kou, H.C.; Lai, M.J.; Tang, B.; Chang, H.; Li, J.S. Characterization of hot deformation behavior of a new near beta titanium alloy: Ti-7333. Mater. Des. 2013, 49, 945–952. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M. Effect of hot working on flow behavior of Ti–6Al–4V alloy in single phase and two phase regions. Mater. Des. 2010, 31, 3599–3604. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T.T.; Medeiros, S.C.; Frazier, W.G. A study of beta processing of Ti-6Al-4V: Is it trivial? ASME J. Eng. Mater. Technol. 2001, 123, 355–360. [Google Scholar] [CrossRef]
- Ding, R.; Guo, Z.X. Microstructural evolution of a Ti–6Al–4V alloy during β-phase processing: Experimental and simulative investigations. Mater. Sci. Eng. A 2004, 365, 172–179. [Google Scholar] [CrossRef]
- Honarmandi, P.; Aghaie-Khafri, M. Hot Deformation Behavior of Ti–6Al–4V Alloy in β Phase Field and Low Strain Rate. Met. Microstruct. Anal. 2013, 2, 13–20. [Google Scholar] [CrossRef]
- Dikovits, M.; Poletti, C.; Warchomicka, F. Deformation Mechanisms in the Near-β Titanium Alloy Ti-55531. Met. Mater. Trans. A 2014, 45, 1586–1596. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M. Reliability of reconstructed β-orientation maps in titanium alloys. Ultramicroscopy 2007, 107–112, 1129–1135. [Google Scholar] [CrossRef] [PubMed]
- Poletti, C.; Germain, L.; Warchomicka, F.; Dikovits, M.; Mitsche, S. Unified description of the softening behavior of beta-metastable and alpha + beta titanium alloys during hot deformation. Mater. Sci. Eng. A 2016, 651, 280–290. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M. Reconstruction of deformed parent grains from microstructure inherited by phase transformations. Scr. Mater. 2019, 158, 91–94. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.A.; Martina, F.; Colegrove, P.A.; Williams, S.W.; Prangnell, P.B. The effectiveness of combining rolling deformation with Wire–Arc Additive Manufacture on β-grain refinement and texture modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M.; Henke, T. Microstructure evolution during hot deformation of Ti-6Al-4V double cone specimens. Int. J. Mater. Form. 2010, 3, 215–218. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Microstructural characterization of hot deformed Ti-6Al-4V. In Proceedings of the 12th World Conference on Titanium; Zhou, L., Chang, H., Lu, Y., Xu, D., Eds.; Science Press: Beijing, China, 2012; Volume 1, pp. 729–732. [Google Scholar]
- Beer, A.G.; Barnett, M.R. The post-deformation recrystallization behaviour of magnesium alloy Mg–3Al–1Zn. Scr. Mater. 2009, 61, 1097–1100. [Google Scholar] [CrossRef]
- Liss, K.-D. Metals Challenged by Neutron and Synchrotron Radiation. Metals 2017, 7, 266. [Google Scholar] [CrossRef]
- Liss, K.-D.; Yan, K. Thermo-mechanical processing in a synchrotron beam. Mater. Sci. Eng. A 2010, 528, 11–27. [Google Scholar] [CrossRef]
- Canelo-Yubero, D.; Requena, G.; Sket, F.; Poletti, C.; Warchomicka, F.; Daniels, J.; Schell, N.; Stark, A. Load partition and microstructural evolution during in situ hot deformation of Ti-6Al-2Sn alloys. Mater. Sci. Eng. A 2016, 657, 244–258. [Google Scholar] [CrossRef]
- Warwick, J.L.W.; Jones, N.G.; Bantounas, I.; Preuss, M.; Dye, D. In situ observation of texture and microstructure evolution during rolling and globularization of Ti-6Al-4V. Acta Mater. 2013, 61, 1603–1615. [Google Scholar] [CrossRef]
- Aeby-Gautier, E.; Settefrati, A.; Bruneseaux, F.; Appolaire, B.; Denand, B.; Dehmas, M.; Geandier, G.; Boulet, P. Isothermal α″ formation in β metastable titanium alloys. J. Alloy. Compd. 2013, 577, 439–443. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Requena, G.; Warchomicka, F.; Stark, A.; Schell, N.; Buslaps, T. Phase transformation kinetics during continuous heating of a β-quenched Ti–10V–2Fe–3Al alloy. J. Mater. Sci. 2015, 50, 1412–1426. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Obstalecki, M.; Payton, E.J.; Pilchak, A.L.; Shade, P.A.; Levkulich, N.C.; Shank, J.M.; Pagan, D.C.; Zhang, F.; Tiley, J.S. Dissolution of the alpha phase in Ti-6Al-4V during isothermal and continuous heat treatment. Meta. Mater. Trans. A 2019, 50, 2356–2370. [Google Scholar] [CrossRef]
- VSMOP-AVISMA Corporation. Heat Number: 8-33-5303, Certificate Report; Voestalpine Böhler Aerospace GmbH Co & KG: Kapfenberg, Austria, 2008. [Google Scholar]
- Beckmann, F.; Dose, T.; Lippmann, T.; Lottermoser, L.; Martins, R.V.; Schreyer, A. The new materials science beamline HARWI-II at DESY. AIP Conf. Proc. 2007, 879, 746–749. [Google Scholar]
- ImageJ. Available online: http://rsbweb.nih.gov/ij/ (accessed on 20 June 2019).
- Liss, K.-D.; Schmoelzer, T.; Yan, K.; Reid, M.; Peel, M.; Dippenaar, R.; Clemens, H. In situ study of dynamic recrystallization and hot deformation behavior of a multiphase titanium aluminide alloy. J. Appl. Phys. 2009, 106, 113526. [Google Scholar] [CrossRef]
- Liss, K.-D.; Garbe, U.; Li, H.; Schambron, T.; Almer, J.D.; Yan, K. In situ observation of dynamic recrystallization in the bulk of zirconium alloy. Adv. Eng. Mater. 2009, 11, 637–640. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys—An overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Hu, H. Texture of metals. Texture 1974, 1, 233–258. [Google Scholar] [CrossRef]
- Kad, B.K.; Schoenfeld, S.E.; Asaro, R.J.; Mckamey, C.G.; Sikka, V.K. Deformation textures in Fe3Al alloys: An assessment of dominat slip system activity in the 900-1325 K temperature range of hot working. Acta Met. 1997, 45, 1333–1350. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S.; Tamirisakandala, S.; Srinivisan, R.; Miracle, D.B. Microstructure and texture evolution during β extrusion of boron modified Ti-6Al-4V alloy. Mater. Sci. Eng. A 2012, 540, 152–163. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Kabra, S.; Yan, K.; Carr, D.G.; Harrison, R.P.; Dippenaar, R.J.; Reid, M.; Liss, K.-D. Defect dynamics in polycrystalline zirconium alloy probed in situ by primary extinction of neutron diffraction. J. Appl. Phys. 2013, 113, 063513. [Google Scholar] [CrossRef] [Green Version]
- Avrami, M. Kinetics of Phase Change. I General Theory. J. Chem. Phys. 1939, 7, 1103–1112. [Google Scholar] [CrossRef]
- Johnson, W.A.; Mehl, R.F. Reaction Kinetics in Processes of Nucleation and Growth. Trans. Metall. Soc. AIME. 1939, 135, 416–442. [Google Scholar]
- Christian, J.W. The Theory of Transformations in Metals and Alloys; Pergamon: Oxford, UK, 2002. [Google Scholar]
- Malinov, S.; Sha, W.; Markovsky, P. Experimental study and computer modelling of the β⇒α + β phase transformation in β21s alloy at isothermal conditions. J. Alloy. Compd. 2003, 348, 110–118. [Google Scholar] [CrossRef]
- Paggi, A.; Angella, G.; Donnini, R. Strain induced grain boundary migration effects on grain growth of an austenitic stainless steel during static and metadynamic recrystallization. Mater. Charact. 2015, 107, 174–181. [Google Scholar] [CrossRef]











© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Warchomicka, F.; Canelo-Yubero, D.; Zehetner, E.; Requena, G.; Stark, A.; Poletti, C. In-Situ Synchrotron X-Ray Diffraction of Ti-6Al-4V During Thermomechanical Treatment in the Beta Field. Metals 2019, 9, 862. https://doi.org/10.3390/met9080862
Warchomicka F, Canelo-Yubero D, Zehetner E, Requena G, Stark A, Poletti C. In-Situ Synchrotron X-Ray Diffraction of Ti-6Al-4V During Thermomechanical Treatment in the Beta Field. Metals. 2019; 9(8):862. https://doi.org/10.3390/met9080862
Chicago/Turabian StyleWarchomicka, Fernando, David Canelo-Yubero, Egon Zehetner, Guillermo Requena, Andreas Stark, and Cecilia Poletti. 2019. "In-Situ Synchrotron X-Ray Diffraction of Ti-6Al-4V During Thermomechanical Treatment in the Beta Field" Metals 9, no. 8: 862. https://doi.org/10.3390/met9080862