Effect of Short Attritor-Milling of Magnesium Alloy Powder Prior to Spark Plasma Sintering

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
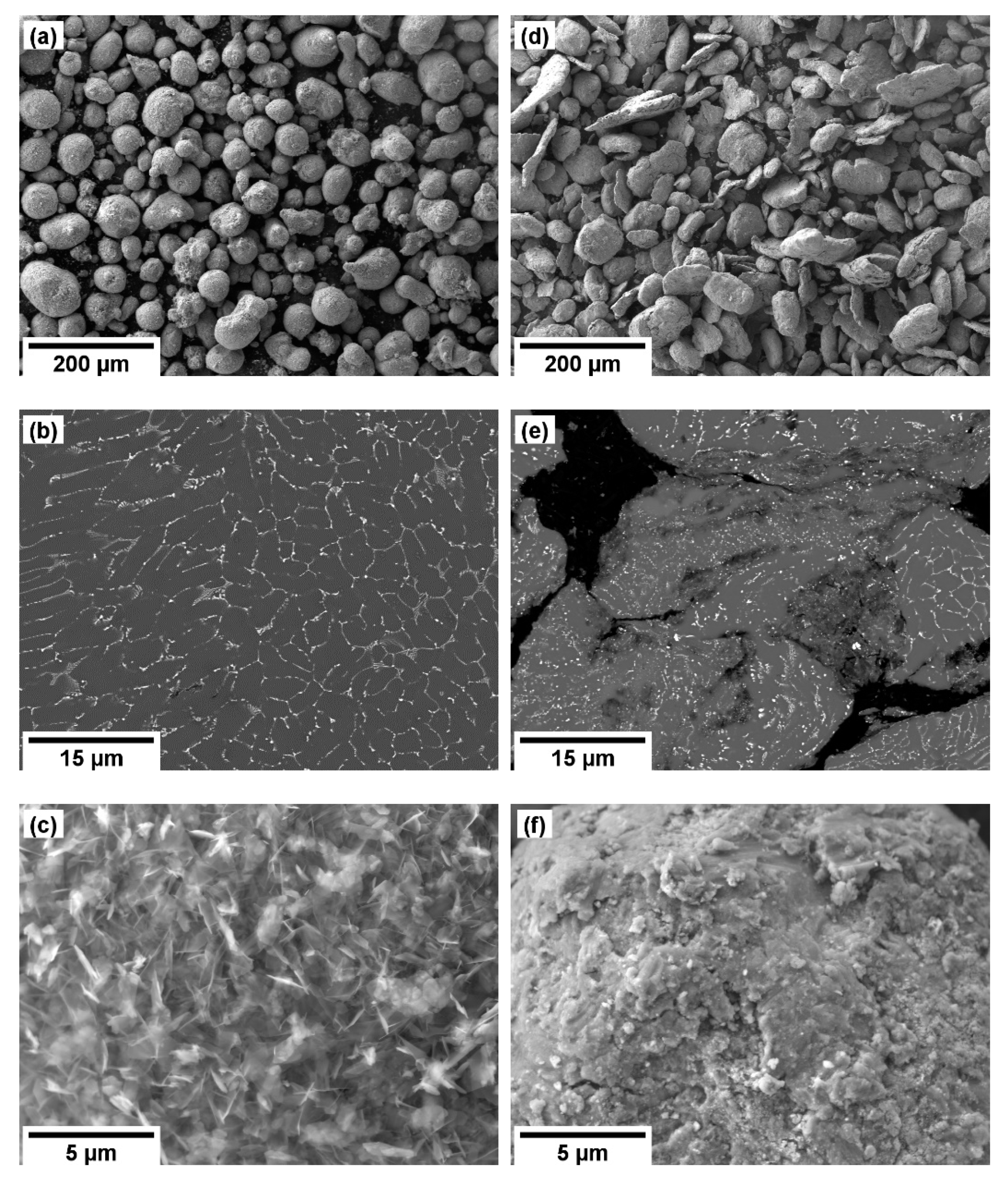
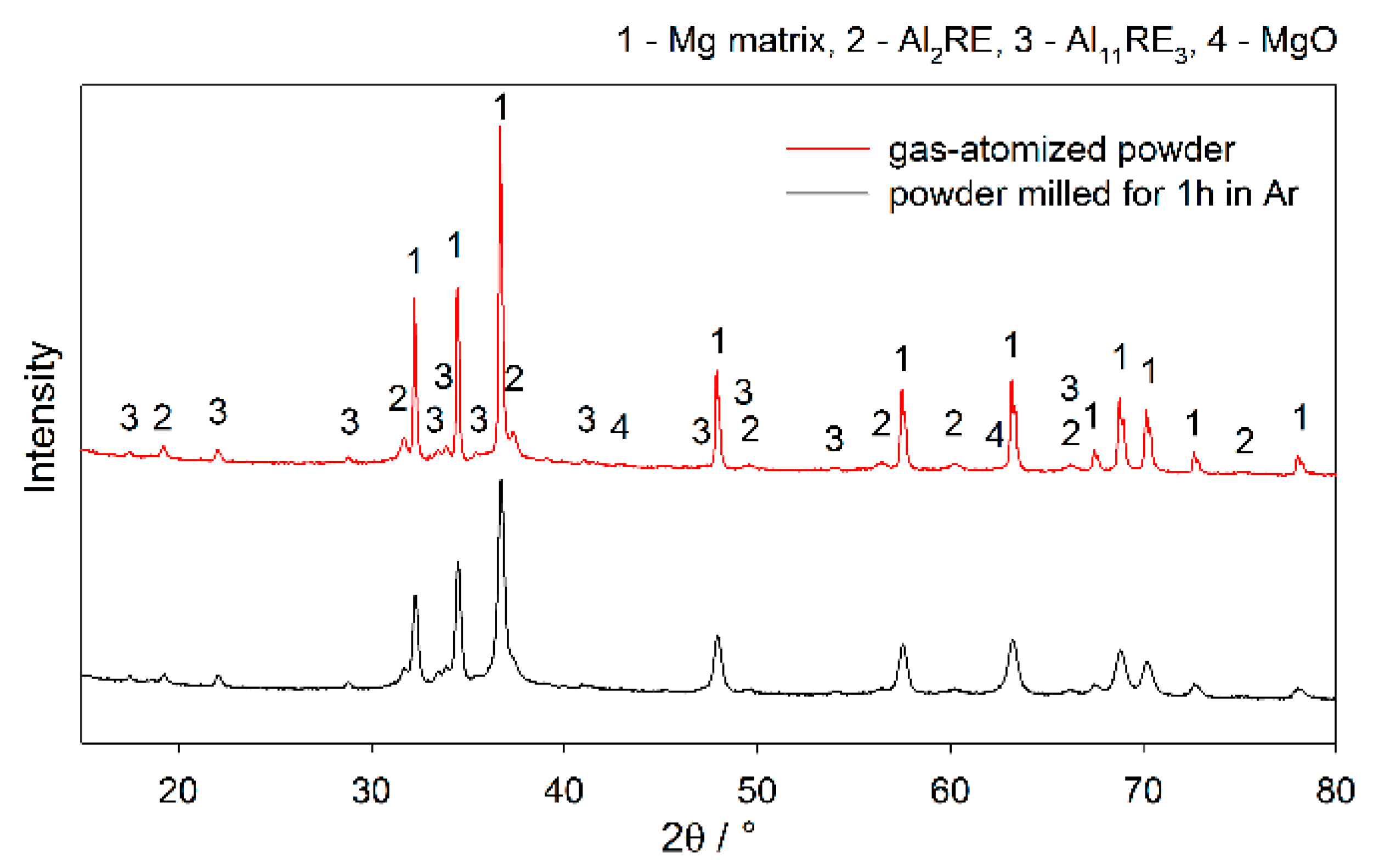
3.1. Effect of RT Milling on the Powder
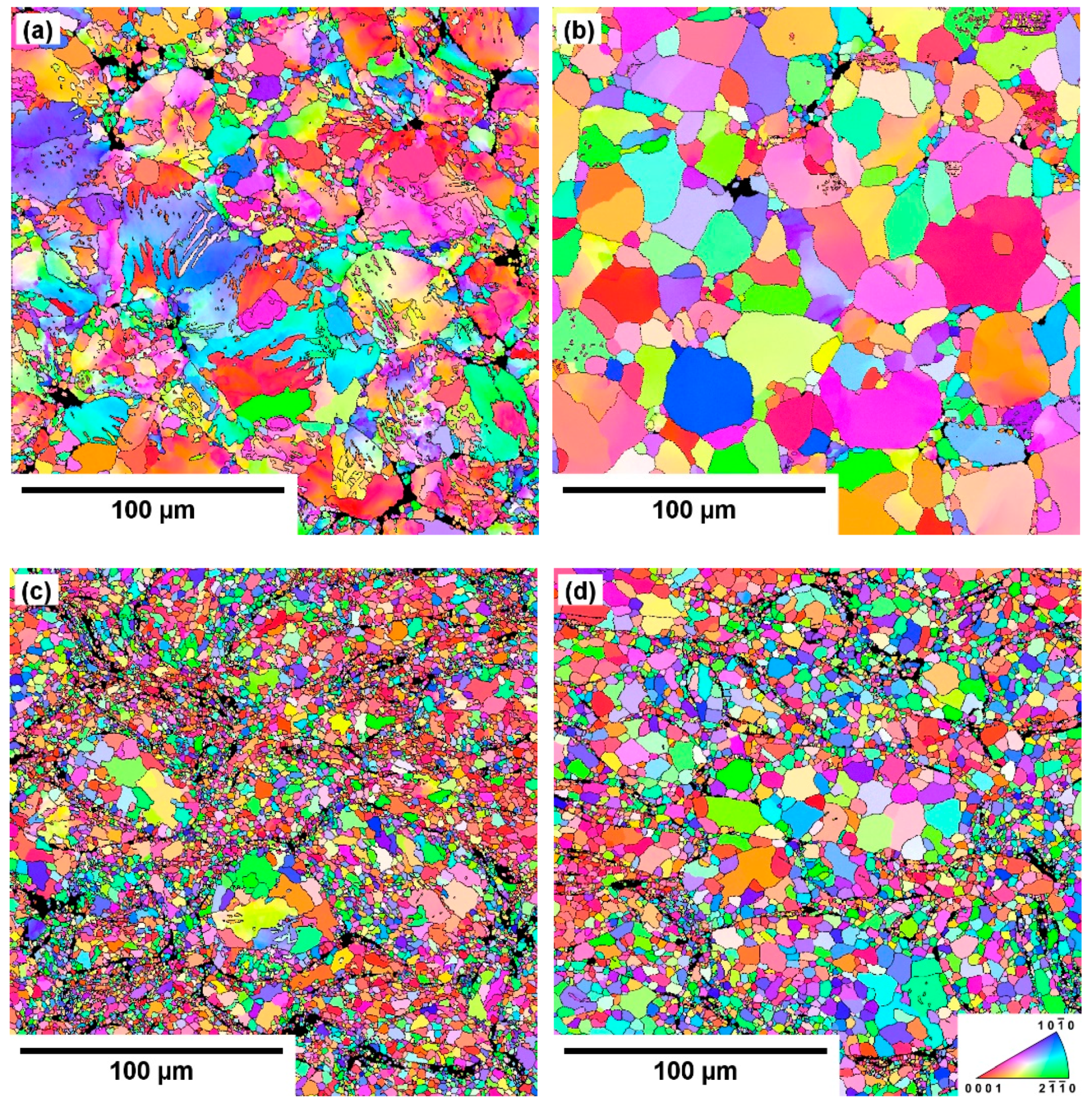
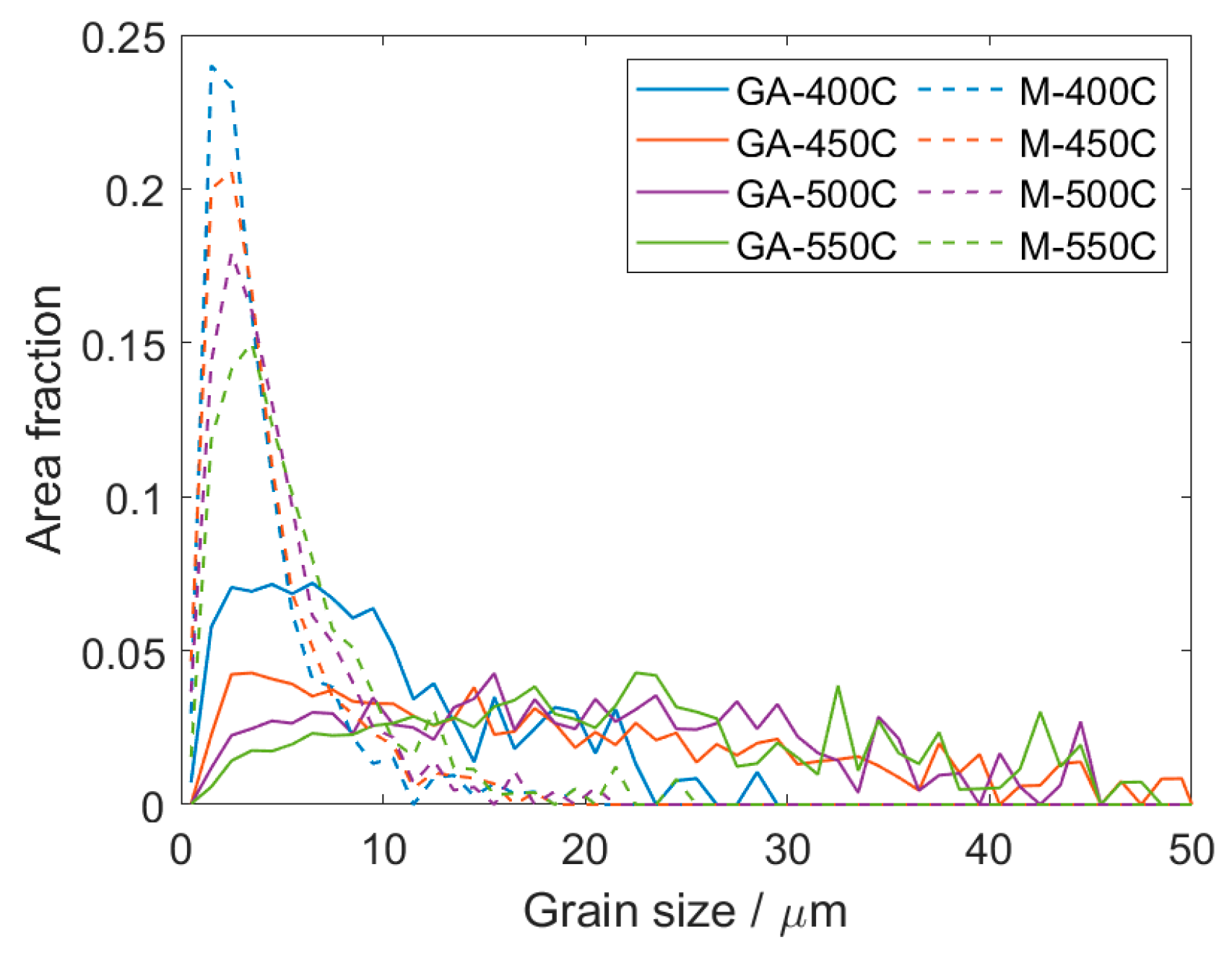
3.2. Microstructure of Sintered Samples
3.3. Mechanical Strength of the Sintered Samples
4. Discussion
5. Conclusions
- The attritor-milling performed for one hour, at room temperature and under Ar atmosphere, led to significant deformation of the individual powder particles. Consequently, the particles’ shape changed from sphere/ellipsoid-like to irregular, the crystallite size decreased from ~375 nm to ~40 nm, and the MgO layer present on the particles’ surface was significantly disrupted.
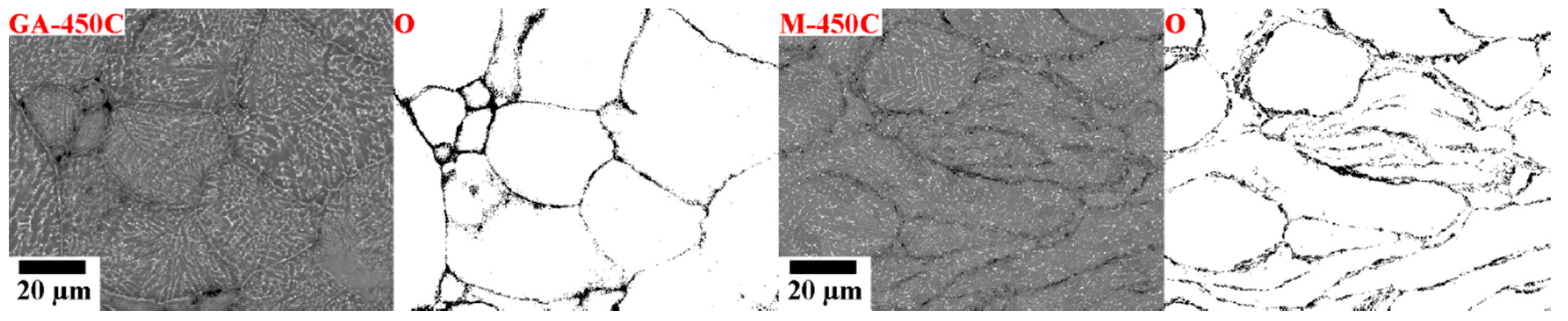
- Consolidation performed by SPS led to the formation of microstructure, which was significantly dependent primarily on the powder condition, but also the sintering temperature. Much finer grain structure was observed in the samples sintered from the milled powder regardless of the sintering temperature. Moreover, grain growth associated with an increase in the sintering temperature in these samples was less pronounced compared to ones consolidated from the gas-atomized powder.
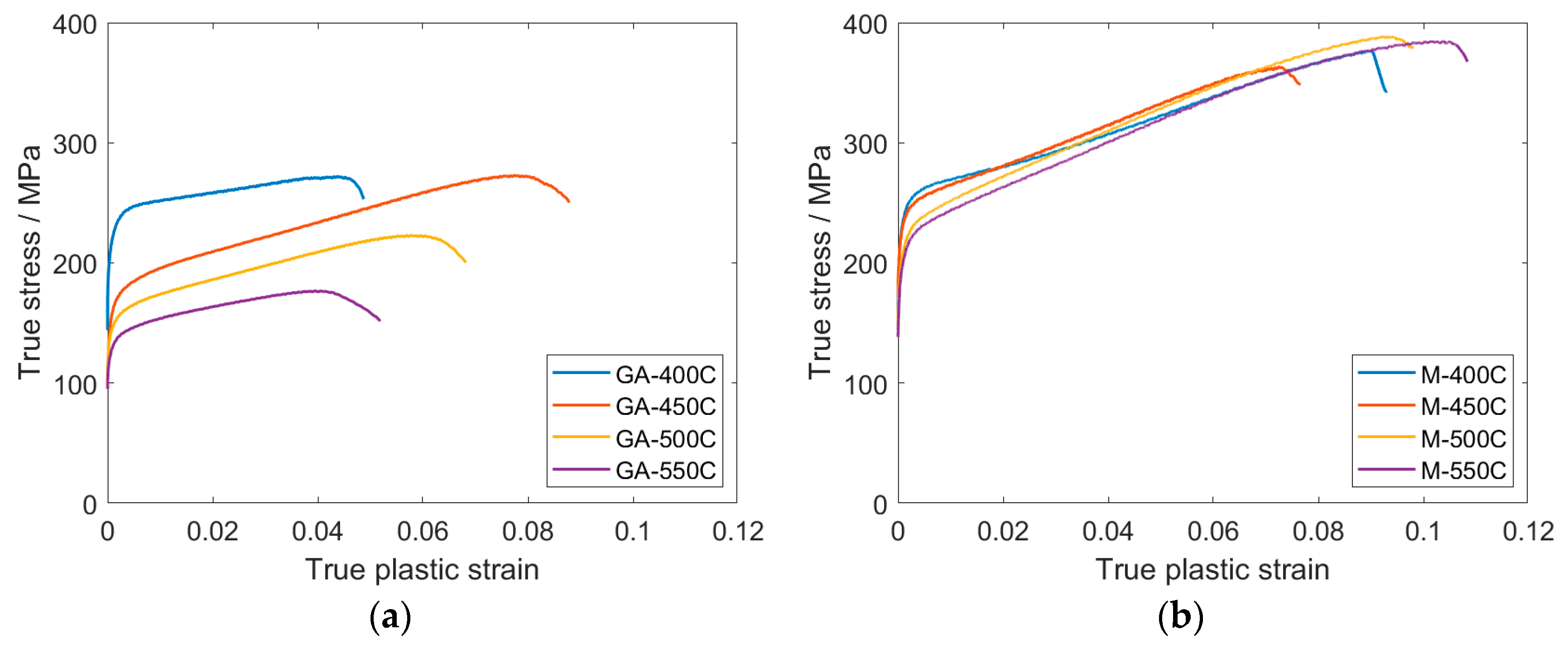
- The yield compression strength, deformability, and also the ultimate compression strength were significantly affected by the short milling of the gas-atomized powder. In the samples sintered from the milled powder, an increase in the yield strength was primarily associated with a much more refined grain structure. A significant increase in the ultimate compression strength and deformability was attributed to the synergic effect of a more refined grain structure, better consolidation due to fragmented MgO shell on powders, and irregular shape of the milled powder particles. It can be assumed that the combination of all these attributes effectively hinder crack propagation during loading.
- It was shown that one hour of attritor-milling can significantly improve the consolidation of magnesium alloys by SPS, resulting in substantially enhanced mechanical properties. In addition, it was revealed that even relatively short milling of initial powder could result in excellent mechanical properties after the sintering at the temperature as low as 400 °C.
Author Contributions
Funding
Conflicts of Interest
References
- Diatta, J.; Antou, G.; Courreges, F.; Georges, M.; Pradeilles, N.; Maître, A. Effect of the current pulse pattern during heating in a spark plasma sintering device: Experimental and numerical modeling approaches. J. Mater. Process. Technol. 2017, 246, 93–101. [Google Scholar] [CrossRef]
- Munir Zuhair, A.; Quach Dat, V. Ohyanagi manshi electric current activation of sintering: A review of the pulsed electric current sintering process. J. Am. Ceram. Soc. 2010, 94, 1–19. [Google Scholar] [CrossRef]
- Li, B.; Liu, Y.; Li, J.; Cao, H.; He, L. Effect of sintering process on the microstructures and properties of in situ TiB2–TiC reinforced steel matrix composites produced by spark plasma sintering. J. Mater. Process. Technol. 2010, 210, 91–95. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Voisin, T.; Durand, L.; Karnatak, N.; Le Gallet, S.; Thomas, M.; Le Berre, Y.; Castagné, J.-F.; Couret, A. Temperature control during Spark Plasma Sintering and application to up-scaling and complex shaping. J. Mater. Process. Technol. 2013, 213, 269–278. [Google Scholar] [CrossRef]
- Ünal, A. Rapid solidification of magnesium by gas atomization. Mater. Manuf. Process. 1992, 7, 441–461. [Google Scholar] [CrossRef]
- Mondet, M.; Barraud, E.; Lemonnier, S.; Guyon, J.; Allain, N.; Grosdidier, T. Microstructure and mechanical properties of AZ91 magnesium alloy developed by Spark Plasma Sintering. Acta Mater. 2016, 119, 55–67. [Google Scholar] [CrossRef]
- Wolff, M.; Ebel, T.; Dahms, M. Sintering of Magnesium. Adv. Eng. Mater. 2010, 12, 829–836. [Google Scholar] [CrossRef]
- Minárik, P.; Stráský, J.; Veselý, J.; Lukáč, F.; Hadzima, B.; Král, R. AE42 magnesium alloy prepared by spark plasma sintering. J. Alloys Compd. 2018, 742, 172–179. [Google Scholar] [CrossRef]
- Straffelini, G.; Nogueira, A.P.; Muterlle, P.; Menapace, C. Spark plasma sintering and hot compression behaviour of AZ91 Mg alloy. Mater. Sci. Technol. 2011, 27, 1582–1587. [Google Scholar] [CrossRef]
- Zheng, B.; Ashford, D.; Zhou, Y.; Mathaudhu, S.N.; Delplanque, J.-P.; Lavernia, E.J. Influence of mechanically milled powder and high pressure on spark plasma sintering of Mg–Cu–Gd metallic glasses. Acta Mater. 2013, 61, 4414–4428. [Google Scholar] [CrossRef]
- Hwang, S.; Nishimura, C.; McCormick, P.G. Mechanical milling of magnesium powder. Mater. Sci. Eng. A 2001, 318, 22–33. [Google Scholar] [CrossRef]
- Kim, K.R.; Ahn, J.W.; Kim, G.-H.; Han, J.H.; Cho, K.K.; Roh, J.-S.; Kim, W.J.; Kim, H.S. Corrosion behavior of magnesium powder fabricated by high-energy ball milling and spark plasma sintering. Met. Mater. Int. 2014, 20, 1095–1101. [Google Scholar] [CrossRef]
- Kim, K.R.; Kim, H.S.; Kwon, S.H.; Hwang, D.-Y. The effect of sintering pressure on the microstructure and properties of a nanocrystalline magnesium alloy in spark plasma sintering. J. Korean Phys. Soc. 2014, 65, 1669–1674. [Google Scholar] [CrossRef]
- Muhammad, W.N.A.W.; Sajuri, Z.; Mutoh, Y.; Miyashita, Y. Microstructure and mechanical properties of magnesium composites prepared by spark plasma sintering technology. J. Alloys Compd. 2011, 509, 6021–6029. [Google Scholar] [CrossRef]
- Liu, R.; Wang, W.; Chen, H.; Lu, Z.; Zhao, W.; Zhang, T. Densification of pure magnesium by spark plasma sintering-discussion of sintering mechanism. Adv. Powder Technol. 2019, 30, 2649–2658. [Google Scholar] [CrossRef]
- Burke, P.; Petit, C.; Yakoubi, S.; Kipouros, G.J. Thermal Effects of Calcium and Yttrium Additions on the Sintering of Magnesium Powder. In Magnesium Technology 2011; Sillekens, W.H., Agnew, S.R., Neelameggham, N.R., Mathaudhu, S.N., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 481–484. ISBN 978-3-319-48223-1. [Google Scholar]
- Just, A.; Yang, M. Attrition Dry Milling in Continuous and Batch Modes. In Proceedings of the Powder and Bulk Solids Conference/Exhibition, Chicago, IL, USA, 6–8 May 1997; p. 4. [Google Scholar]
- Rietveld, H.M. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Zheng, B.; Ertorer, O.; Li, Y.; Zhou, Y.; Mathaudhu, S.N.; Tsao, C.Y.A.; Lavernia, E.J. High strength, nano-structured Mg–Al–Zn alloy. Mater. Sci. Eng. A 2011, 528, 2180–2191. [Google Scholar] [CrossRef]
- Pozuelo, M.; Melnyk, C.; Kao, W.H.; Yang, J.-M. Cryomilling and spark plasma sintering of nanocrystalline magnesium-based alloy. J. Mater. Res. 2011, 26, 904–911. [Google Scholar] [CrossRef]
- Guan, D.; Rainforth, W.M.; Sharp, J.; Gao, J.; Todd, I. On the use of cryomilling and spark plasma sintering to achieve high strength in a magnesium alloy. J. Alloys Compd. 2016, 688, 1141–1150. [Google Scholar] [CrossRef]
- Pozuelo, M.; Chang, Y.W.; Yang, J.-M. Enhanced compressive strength of an extruded nanostructured Mg–10Al alloy. Mater. Sci. Eng. A 2014, 594, 203–211. [Google Scholar] [CrossRef]
- Karasoglu, M.; Karaoglu, S.; Arslan, G. Mechanical properties of Mg-based materials fabricated by mechanical milling and spark plasma sintering. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018. [Google Scholar] [CrossRef]
- Shen, W.; Yu, L.; Liu, H.; He, Y.; Zhou, Z.; Zhang, Q. Diffusion welding of powder metallurgy high speed steel by spark plasma sintering. J. Mater. Process. Technol. 2020, 275, 116383. [Google Scholar] [CrossRef]
- Gottstein, G. Physical Foundations of Materials Science; Springer: Berlin/Heidelberg, Germany, 2004; ISBN 978-3-540-40139-1. [Google Scholar]
- Minárik, P.; Zemková, M.; Lukáč, F.; Bohlen, J.; Knapek, M.; Král, R. Microstructure of the novel biomedical Mg–4Y–3Nd alloy prepared by spark plasma sintering. J. Alloys Compd. 2020, 819, 153008. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, L.; Zhang, D.; Beyerlein, I.J.; Mahajan, S.; Rupert, T.J.; Lavernia, E.J.; Schoenung, J.M. Reversed compressive yield anisotropy in magnesium with microlaminated structure. Acta Mater. 2018, 146, 12–24. [Google Scholar] [CrossRef]
- Zheltonoga, L.A.; Gabrielov, I.P. Characteristics of crack growth in sintered materials. Sov. Powder Metall. Met. Ceram. 1979, 18, 744–748. [Google Scholar] [CrossRef]
- Mousavinasab, S.; Blais, C. Role of Microstructure Heterogeneity on Fatigue Crack Propagation of Low-Alloyed PM Steels in the As-Sintered Condition. Metals 2017, 7, 60. [Google Scholar] [CrossRef]
- Guo, X.; Chang, K.; Chen, L.Q.; Zhou, M. Determination of fracture toughness of AZ31 Mg alloy using the cohesive finite element method. Eng. Fract. Mech. 2012, 96, 401–415. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Condition | Gas-Atomized | Milled | ||||||
|---|---|---|---|---|---|---|---|---|
| Sintering Temperature | 400 °C | 450 °C | 500 °C | 550 °C | 400 °C | 450 °C | 500 °C | 550 °C |
| GS/μm | 10(1) | 20(2) | 21(1) | 22(2) | 4.0(2) | 4.2(2) | 4.7(3) | 5.7(3) |
| YCS/MPa | 236(7) | 179(5) | 154(5) | 137(4) | 250(9) | 242(5) | 233(14) | 210(12) |
| UCS/MPa | 273(8) | 277(8) | 219(11) | 171(6) | 388(15) | 365(8) | 386(9) | 383(9) |
| εmax | 0.04(1) | 0.08(1) | 0.06(1) | 0.04(1) | 0.09(1) | 0.07(2) | 0.08(2) | 0.10(1) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Minárik, P.; Zemková, M.; Knapek, M.; Šašek, S.; Dittrich, J.; Lukáč, F.; Kozlík, J.; Král, R. Effect of Short Attritor-Milling of Magnesium Alloy Powder Prior to Spark Plasma Sintering. Materials 2020, 13, 3973. https://doi.org/10.3390/ma13183973
Minárik P, Zemková M, Knapek M, Šašek S, Dittrich J, Lukáč F, Kozlík J, Král R. Effect of Short Attritor-Milling of Magnesium Alloy Powder Prior to Spark Plasma Sintering. Materials. 2020; 13(18):3973. https://doi.org/10.3390/ma13183973
Chicago/Turabian StyleMinárik, Peter, Mária Zemková, Michal Knapek, Stanislav Šašek, Jan Dittrich, František Lukáč, Jiří Kozlík, and Robert Král. 2020. "Effect of Short Attritor-Milling of Magnesium Alloy Powder Prior to Spark Plasma Sintering" Materials 13, no. 18: 3973. https://doi.org/10.3390/ma13183973