
The Role of High Carbon Additives on Physical–Mechanical Characteristics and Microstructure of Cement-Based Composites

1
Department of Civil Engineering, Faculty of Technology, Institute of Technology and Business, Okružní 517/10, 370 01 České Budějovice, Czech Republic
2
Institute of Theoretical and Applied Mechanics of the Czech Academy of Sciences, Prosecká 809/76, 190 00 Praha, Czech Republic
*
Author to whom correspondence should be addressed.
Buildings 2023, 13(7), 1585; https://doi.org/10.3390/buildings13071585
Submission received: 2 June 2023
/
Revised: 16 June 2023
/
Accepted: 20 June 2023
/
Published: 22 June 2023
(This article belongs to the Special Issue Recent Scientific Developments in Cement-Based and Alternative Materials)
Abstract
:Traditional supplementary cementitious materials (SCMs) have been proven to reduce the negative impact of Portland cement production on the environment. However, the availability of SCMs becomes limited due to their extensive usage. For this reason, our work aimed to investigate the effect of partial substitution of ordinary Portland cement (OPC) with two different types of carbon-rich waste powders—biochar (BC) and coal dust (CD), dosed separately up to 10 wt.% of OPC, on the physical, microstructural and mechanical properties of hardened specimens. Obtained data pointed out that replacing OPC with small amounts of BC and CD (not exceeding 5.0 wt.% and 2.5% wt.%, respectively) initiated an increment in mechanical strengths due to a decrease in total open porosity and enhanced formation of hydration products of such composites compared with the reference. Overall, both examined alternatives, if added in appropriate amounts, have the perspective to be effectively applied in cement manufacturing and concrete production, and thus to importantly contribute to the long-term sustainability of the construction industry in view of energy savings, reduced releasing of the greenhouse gasses and mitigating of global climate changes.
1. Introduction
Concrete constitutes a versatile building material that has become an essential part of the construction industry not only during the whole 20th century, but also contributes to the continuing global building explosion [1]. Due to its beneficial properties, such as considerable strength, durability and shape variability, the world’s tallest building (Burj Khalifa with its 828 m, located in Dubai, United Arab Emirates), for example, could be constructed [2]. The concrete integrity ensures cement binder and together with coarse and fine aggregate create its hardened mass. Global cement production gradually increased to an incredible 4.6 billion tons in 2015 [3], and it is connected with several negative impacts on our environment. The production of 1 ton of Portland cement emits around 0.6 to 0.9 tons of CO2 into the atmosphere [4,5]. In this sense, the cement industry contributes up to 5–8% of total generated CO2, and thus also to the global warming [6]. This impact can be partially mitigated by incorporating supplementary cementitious materials (SCMs) of natural origin or originating from industrial wastes or by-products. SCMs represent fine powders rich in hydraulic oxides, which chemically react with cement hydration phases to form hydrated calcium silicate/alumite gels [7,8]. In the past, microsilica, coal-based fly ash or fine grinded blast furnace slag were well established as SCMs; however, these materials became no longer available on a large scale (fly ash) or their price started to tremendously increase due to their high industrial usage, e.g., microsilica [9,10]. Thus, new resources of SCMs started to be intensively studied in order to satisfy the demand for eco-friendly cements with reduced clinker content [11,12].
One of the possible promising novel SCMs was indicated to be waste materials from coal production [13,14]. Coal still represents an important energy source in many countries all over the world and its mining as well as production generate a considerable amount of waste materials [15]. For example, in 2013 the amount of processed coal reached about 424.4 million tons in China, which is responsible for 70 million tons of coal-derived dumped wastes [16,17]. In Europe, it was estimated that approx. 175 million tons of coal-based residues have been stockpiled on the order of several decades [18]. Coal waste disposal in large quantities in dumps or landfills can be harmful in view of geological and soil hazards. Moreover, heavy metals, such as Cu2+, Zn2+, Pb2+ and others, may be relatively easily leached and thus threaten the sources of drink water [16,19]. Several studies, conducted by, e.g., Karimipour [20], Karimaei et al. [21] or Karimipour and Edalati [22], reported possible coal waste application as a replacing material to classical coarse and fine aggregate in concrete mixes. It was proven that lower amounts of coal waste positively improved strength properties of concrete. On the contrary, very limited knowledge is available about the usage of coal waste as SCMs. Luo et al. [23] examined the application of coal residues with low carbon content as the SCMs for cement composites. Obtained results indicated the increment of strengths of modified mortars with regard to a control material. Timber processing waste, such as saw dust, wood chips and sawmill scraps, coming from different timber working industries has nowadays become increasingly important as an alternative fuel for energy production and further the thermal-related processing of raw input materials. Timber waste burning, however, produces a significant amount of fine particulate ashes, which often end up in widespread landfills, and thus cause serious environmental problems [24]. On the other hand, as suggested by studies conducted by, e.g., Ban and Ramli [24], Rajamma et al. [25], Sklivanti et al. [26] and Pavlíková et al. [27], timber ashes may exhibit, according to their composition, pozzolanic activity and contribute to the cement hydration process. Such waste powders can partially act as supplementary cementitious materials.
Another recent SCMs, biochar (BC), is a carbonaceous residual product resulting from the thermal decomposition of organic wastes under an oxygen-free atmosphere or with its limited content. Biomass is mainly obtained in the form of one sorted or blended material coming from agricultural wastes, such as wood residues, energy crops and plant residues [28]. According to the conditions used during the pyrolysis processes, final products may possess different properties, such as elemental composition and pH, which significantly influence their applicability [29]. In agriculture, it is an important material for improving soil quality and its retention function [30]. Fine powdered biochar also found usage in civil engineering as a supplementary material which can, under specific conditions, positively promote the hydration rate of Portland cement, as was reported, e.g., in works conducted by Gupta et al. [31], Restuccia et al. [32] and Wang et al. [33].
Taking into account the environmental burden related to cement production and the untapped potential of the aforementioned waste/residual materials, the goal of the paper is to study the usage of two different powders with high carbon content (biochar (BC)) and coal dust (CD)) acting as Portland cement-replacing materials in cement paste mixes. Obtained data of physical–mechanical properties as well as microscopic observations and mineralogical analyses show the obvious beneficial influence of both additives on Portland cement hydration, dosed in strictly limited and optimized amounts.
2. Materials and Methods
2.1. Used Materials
In the experimental program, an ordinary type of Portland cement (OPC) distributed by Heidelberg Cement Group, Czech Republic, conforming to the EN 197-1 standard [34] was used. Its chemical composition is given in Table 1. In cement paste mixtures, OPC was partially replaced with two carbon-rich additives. One of them, biochar (BC), was experimentally produced in laboratories of the Institute of Technology and Business (ITB) during pyrolysis combustion of fine soft wood dust of particles sized from 0.0 up to 1.0 mm that originated from a local wood (mainly spruce and pine) processing plant. Before the pyrolysis, saw dust was air-dried at 105 ± 5 °C for one day. As suggested by Gupta et al. [31], woody feedstock used for BC preparation should have a moisture content lower than 20 wt.%. The pyrolysis combustion was performed at 325 °C in a low-oxygen atmosphere at standard atmospheric pressure when the process started at a temperature of 25 ± 1 °C, with a ramped increase of temperature of 7 °C per minute. It is important to note that the burnout needed for BC preparation is approx. 4.5 times lower compared with the production of Portland clinker. Thus, artificially prepared BC constitutes a more eco-friendly Portland cement alternative with respect to the reduced energy consumption and the mitigated amount of released greenhouse gases. The residential time was set to 1 h to ensure efficient burnout of input woody feedstock. As reported in [35], combustion properties have major impact on biomass pyrolysis. The photographic images of raw woody feedstock together with the resulted BC are shown in Figure 1. Finally, burned BC was ground for 1 min at the frequency of 60 Hz using the mill type MM 400 (Retsch GmbH, Haan, Germany) to obtain a similar fineness to that of the Portland cement used.
As the second type of cement-replacing material, coal dust (CD) was tested. This material consists of unused residue after coal storage, and it was collected in deposits located in Boršov nad Vltavou, Czech Republic. Coal residues are sorted among hazardous waste materials that may cause important ecological impacts, such as surface and groundwater and soil pollution [36]. Although coal consumption for energetic purposes is decreasing in the industry, this commodity still belongs to important fuels for domestic heating in the Czech Republic [37]. Before its additions into experimental cement paste mixes, the collected CD was sieved through a 125 µm sieve in order to separate rough particles and other impurities. The derived powder material was used in its original form, without any burnout. The elemental composition of BC as well as CD and their basic material properties together with the used OPC are shown in Table 2 and Table 3. Moreover, photographic images of both BC and CD are provided in Figure 2.
2.2. Mixing and Sampling
Eight different mixes of cement pastes with BC and CD (dosed separately) were prepared and compared with the control mix (REF). Batching proportions of the produced mixtures are introduced in Table 4. As is evident, Portland cement was in part substituted with carbon-based supplementary material from 0 to 10 wt.% with the step of 2.5 wt.%. In all cases, an equal amount of water was added. However, to ensure suitable workability of fresh pastes, given by the maintained spreading (160 × 160 ± 5 mm), with increasing content of both additives, the polymer-based super-plasticizer Sika (Sika AG, Baar, Switzerland), allowing to reduce the amount of batch water up to 40%, had to be added. The plasticizer dosage varied for BC- and CD-enriched pastes due to significant differences in the specific surface areas. In comparison with OPC, more than 2.1 times and 1.5 times higher specific surface area of BC and CD were recorded, respectively (see in Table 3).
Mixing of raw materials was performed using the laboratory mixer E095 with vertical axes (Matest, S.p.A., Treviolo, Italy), which meets requirements identical to the EN 196-1 [38]. Our process consisted of the blending of dry components for 60 s at the first speed regime. Then, water was poured for 30 s and mixing continued in the second speed regime for another 30 s. After running of time, the process was stopped and the sedimented unmixed materials were manually homogenized. The last mixing step was set for 60 s at the same speed regime as the second regime. Fresh paste was cast into suitable molds (prismatic shape—40 × 40 × 160 mm), to be in agreement with the EN 12390-1 [39]. Every set of samples was placed as two layers, when each layer was vibrated with the use of the device Matest C278-1 (Matest, S.p.A., Italy) for 30 s. Fresh-casted test specimens were stored in a laboratory at 20 ± 1 °C and 45 ± 5% relative humidity for 24 h, under a water vapor impermeable cover. After that, test samples were removed from molds and were exposed to water at 20 ± 1 °C for another 27 days. From each mixture, 12 prismatic samples were prepared.
2.3. Measuring Procedures
Initially, raw powdered materials were characterized in order to reveal their influence on properties of pastes in fresh and hardened states. The powder density was measured with the procedure to be consistent with requirements of the EN1097-3. [40]. Specific gravity measurements were performed using the device AccuPyc II 1340 (MicroMetrics Co, Ltd., Norcross, GA, USA). The expanded combined uncertainty of both powder density and specific gravity was found to be about 1.3% and 1%, respectively. Specific surface area values of all powders were obtained on the basis of particular measurements with the apparatus Matest E055N (Matest, S.p.A., Italy), being consistent with specifications given in the EN 196-6 [38]. The expanded combined uncertainty of specific surface area determination did not exceed 8%.
The distribution of particle sizes of OPC and carbon-based materials was made available using the laser-equipped device Cilas LD 1090 (Cilasariane Group, Issy-les-Moulineaux, France), whereas powders in an inert solution were dispersed. Obtained data were evaluated in Size Expert software. The elemental composition of the Portland cement-replacing materials was measured with the energy dispersive fluorescence spectrometer Axios WD-XRF (PANanalytical, Almemo, Almelo, The Netherlands), and data were evaluated using SuperQ software.
The behavior of fresh pastes was assessed in view of their values of spreading according to the EN 1015-3 [41]. For this purpose, the flow table Matest E090 (Matest, S.p.A., Italy) was used. On hardened specimens, bulk density values were obtained following the methodology accessible in the EN 1015-10 [42]. Specific density of hardened pastes was found using the approach mentioned above. Finally, open porosity values were obtained with the use of the relationship between bulk and specific density [43,44]. The determined uncertainties of both bulk density and open porosity values were 2.5% and 5%, respectively. A bending strength procedure including the arrangement with two supports and centrally oriented burden, and a further compressive strength method with recommendations mentioned in the EN 1015-11 [45], were implemented. The uncertainties of both compressive and bending strengths were 2.0% and 2.7%, respectively. The procedure of dynamic moduli determination was carried out in agreement with the EN 12504-4 [46] and the expanded combined uncertainty was about 2.9%. The Dean–Dixon test, implemented in Statistica software, revealed that the presented values were of normal Gaussian distribution considering a significance level of 0.05. The mineralogical composition of hardened materials was obtained based on the X-ray diffraction of powdered samples (XRPD), with the apparatus D8 Advance (Bruker, Leipzig, Germany). The software Topas 4.2 using Rietveld refinement for quantification of particular phases was included. The electron scanning microscope (SEM) Quanta 450 FEG (FEI, Brno, Czech Republic), operating at 20 kV of acceleration voltage, was used to view the structural arrangement of the chosen materials and hardened specimens.
3. Results and Discussion
3.1. Characterization of Cement-Replacing Additives
The OPC and both researched additives were characterized in particle size distribution (PSD) analysis, which is expressed in Table 5. Obtained data indicate a very fine particulate character of all used materials. The PSD of biochar corresponds well to that measured for Portland cement. On the contrary, CD showed a higher mismatch of PSD characteristics with OPC. One can notice that 10% of coal dust particles were about 15.6% finer in comparison with the applied cement type. The limiting values d50 and d90, however, revealed the increase in particles diameter, and 24.8% and 31.3% differences were observed in case of CD and OPC, respectively. These findings point to a partial filler effect of coal waste that can have an impact on the rheology of fresh pastes (indicated by the applied dosages of superplasticizer listed in Table 4) and also on characteristics obtained in hardened specimens.
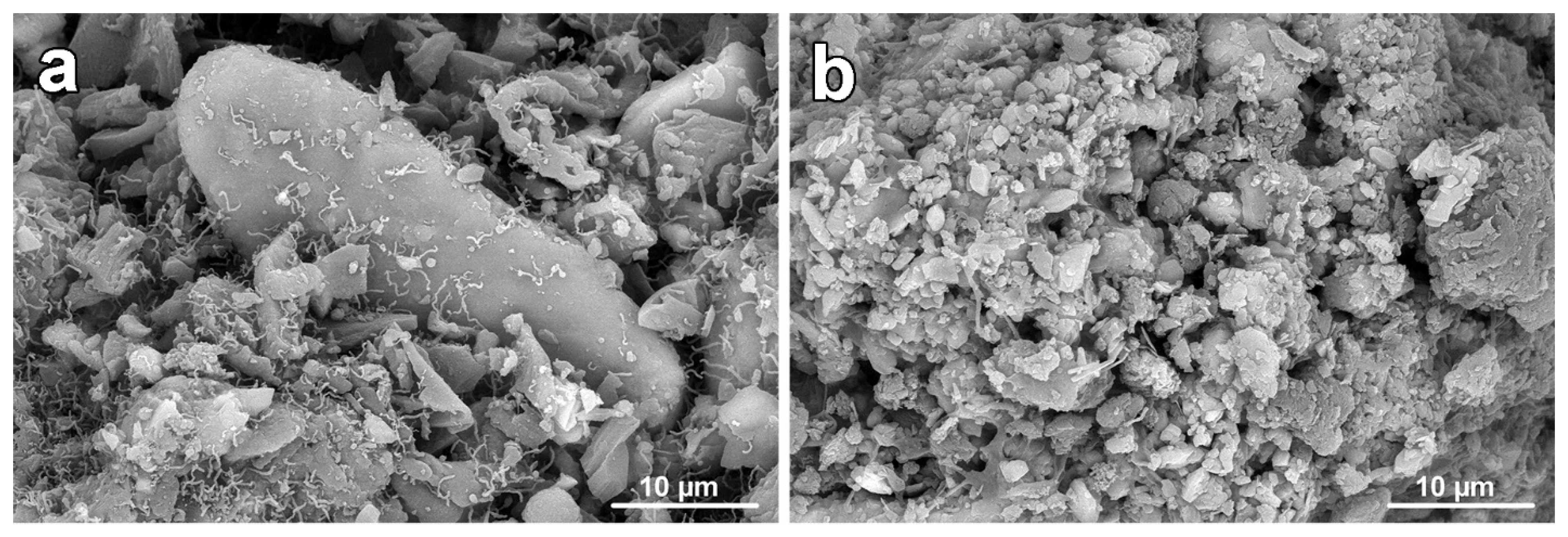
The morphologies of biochar and untreated coal dust particles are shown in Figure 3. An SEM image of soft wood-based biochar (Figure 3a) detected the major presence of small irregularly shaped particles with sizes ranging from 1 to 5 µm. Looking closely, it is possible to observe crooked rod-shaped particles with widths ranging around tens of nm and lengths up to 3 µm adsorbed on the surface of coarser grains. The presence of nano- and micro-sized particles causes an increased specific surface area of BC, and, at the same time, clarifies incremented superplasticizer dosages promoting suitable workability of fresh cement pastes. Nano-sized particles, disposing of an enormous specific surface, constitute beneficial nucleation sites for the initiation and subsequent growth of hydration products [47,48]. Except for smaller particles, the presented micrograph also shows larger local elongated particles and agglomerates than the one observed in the middle of Figure 3a with the length of 40 µm and 14 µm in width. Their presence is rather rare, as indicated by the PSD data in Table 5. The image of the coal powdered additive (Figure 3b) reveals a completely different particle arrangement and morphology with regard to the discussed BC. Fine irregularly shaped particles with predominantly smooth surfaces and diameters from 2 µm up to 7 µm are part of larger 15–20 µm in diameter sized agglomerates. Compared with wood-derived biochar, coal powder particles with a relatively smooth surface dispose of lower specific surface area, which resulted in lower recorded batch water demands.
3.2. Structural Properties
Basic structural properties of both carbon-based modified pastes and control material are given in Table 6. The incorporation of a small amount of BC up to 2.5% by cement weight led to an increase in bulk density of about 1.1%, which resulted in moderate total open porosity reduction, concerning REF. A similar open porosity as in the case of the control state, taking into account the stated standard deviations, was observed for the mix BC 5.0. However, at higher Portland cement supplementary material additions, the drop of bulk and specific densities led to the growth of total open porosities. Thus, bulk densities of BC 7.5 and 10.0 were reduced by about 3.3% and 4.1%, respectively, and total open porosity was recorded to be higher for 0.9% and 2.0%, respectively, in comparison with the REF sample. In case of CD application in cement pastes, the substitution of 2.5 wt.% helped to slightly increase the bulk density of hardened specimens (0.4%) and preserve the value of total open porosity equal to that obtained for the control state. Similar behavior to that found for BC pastes dosed with higher amounts of BC was recorded for CD pastes. Again, CD 5.0, 7.5 and 10.0 samples showed 1.5%, 3.6% and 5.1% drops of bulk density, respectively, and increased total open porosity of 0.6%, 1.8% and even 2.5%, respectively, in respect to the REF sample. The recorded considerable decrease in density of the produced composites caused by biochar dosages of up to 5 wt.% are consistent with data presented by Gupta et al. [49].
3.3. Mechanical Resistance
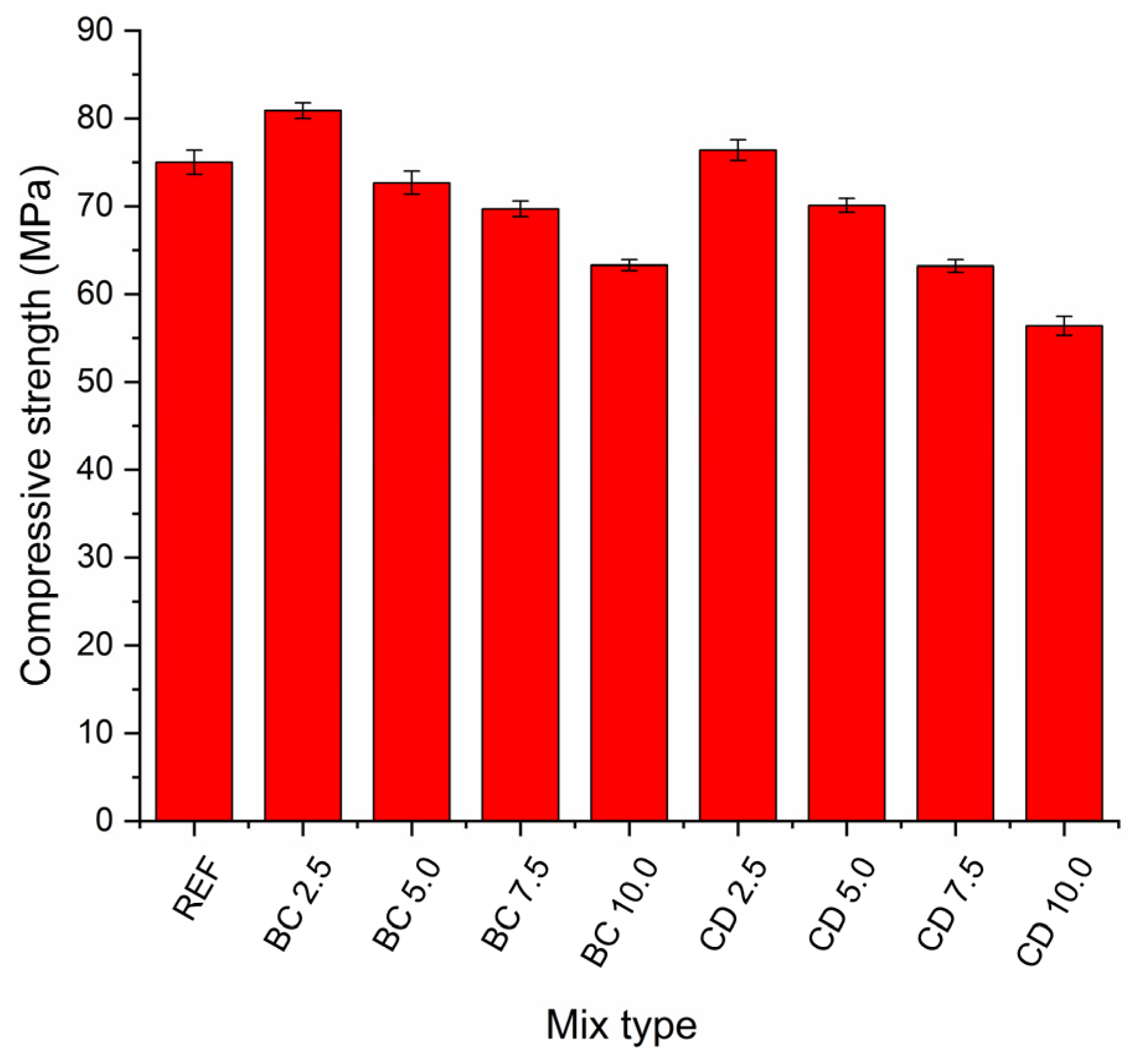
Mechanical properties, bending and compressive strengths and dynamic modulus determined on hardened pastes after 28 days are plotted in Figure 4, Figure 5 and Figure 6. Both additives influenced bending strength development (Figure 4) similarly—low dosages initiated an increase in strength and, then, gradual strengths decreases were recorded. Biochar-dosed in 2.5 wt.% enhanced bending strength by 10.3%, and practically the same value as obtained for REF was recorded for the BC 5.0 sample, with regard to outlined expanded combined measurement uncertainty. Similar observations were reported in the work presented by, e.g., Gupta and Kua [50], when 2 wt.% of biochar improved flexural strength of cement-based composites by about 6% under moisture curing. Increased additions of BC, however, caused a considerable decrease in bending strength by 9.3% and 17.8% attributed to BC 7.5 and BC 10.0, respectively. In the case of CD samples, only the addition of 2.5 wt.% of coal powdered waste did not deteriorate bending strength and kept it on a comparable level with REF. Results obtained for mixes CD 5.0, 7.5 and 10.0 show the reduction of discussed parameters by 8.4%, 15.9% and even 20.6%, respectively, in comparison with REF. In summary, the application of CD caused a more noticeable drop in bending strength performance in comparison to the BC-modified pastes. The 28 day compressive strengths of carbon additive-blended cement pastes as well as the control material are depicted in Figure 5. The reference paste reached a mean compressive strength of 75.0 MPa, which is lower by 7.9% compared with BC 2.5. Furthermore, the application of 5 wt.% of BC produced a cement paste reaching slightly reduced strength compared to that of the plain mix, while increased 7.5 wt.% and 10.0 wt.% of BC dosages were connected with strength losses of 7.1% and 15.6%, respectively. Improved compressive strengths can be assigned to biochar water absorption and the subsequent retention capacity when a more dense cement-based matrix is formed may be due to locally reduced water occurrence [51]. In agreement with our data, increased amounts of biochar additions were identified to cause important inhomogeneity of cement-based composites [52] leading to deterioration of strengths [51,52]. Coal waste modified pastes, nonetheless, did not reach such compressive strength increments with regard to biochar-dosed mixes. A comparable strength with REF was recorded only for CD 2.5. Restuccia et al. [53] declared that inert carbon-containing powders may contribute to the filler effect and thus may provide nucleation sites in relation to the cement hydration process. In other cases, reduced compressive strength values of 93.5%, 84.3% and even 75.2% attributed to CD 5.0, 7.5 and 10.0, respectively, were obtained, considering the strength value of REF as 100%. The obtained mechanical strengths are consistent with the structural properties (Table 6) discussed above. The development of dynamic moduli values, outlined in Figure 6, exactly duplicates strength property trends. This means that 2.5 wt.% of biochar helped to increment the dynamic moduli value by 9.1% (25.0 GPa), concerning the control mix (22.9 GPa). Then, a gradual decrease in the measured values was detected. An analogical situation took place in view of CD samples, whereas only a 1.7% improvement of dynamic moduli was obtained for CD 2.5. Pastes with 5.0–10.0 wt.% of CD additions showed gradual losses of the measured moduli from 8.7% to 26.6% in comparison with REF.
3.4. Mineralogical Composition and Micro-Structural Analysis
The mineralogical composition of both the BC and CD pastes, together with the control material (REF), is outlined in Table 7. There are clearly evident decreasing concentrations of clinker minerals (alite, belite, brownmillerite) that indicate higher rates of cement hydration caused by carbon-based materials added into pastes compared with the REF sample. Looking closely, one can detect intensive clinker minerals’ consumption on behalf of BC-dosed samples. On the other hand, as clinker minerals were consumed, the increased formation of portlandite was observed for BC 2.5 and CD 2.5. Paste BC 2.5 also showed the best mechanical performance and the lowest total open porosity during the experimental investigation of the prepared cement pastes. In this context, the amount of other cement hydration-related products, such as calcite and vaterite, increased in view of biochar-dosed pastes, in particular for the abovementioned BC 2.5. The observed phenomenon is possible due to the aforementioned filler effect of SCMs, when micro-scaled grains can successfully act as nucleation sites promoting Portland cement hydration processes [47]. The obtained data further reveal an increase in the total content of the amorphous phase, determined using the internal standard method, which is higher for both the BC and CD pastes compared to the control material. This can be caused by the partial amorphous character of the applied cement-replacing materials and increased formation of C-S-H as well as C-A-H gels that cannot be observed using XPRD because of their amorphous state [54]. The incremented occurrence of ettringite in coal dust-modified samples can be connected with sulfur content, which is a common part of fossil fuels [55,56]. In general, sulfur appears in two different forms: inorganic sulfur is mainly represented by sulfide, sulfate and elemental sulfur, whereas mercaptan, sulfide, disulfide, sulfoxide, etc. constitute organic sulfur compounds [57].
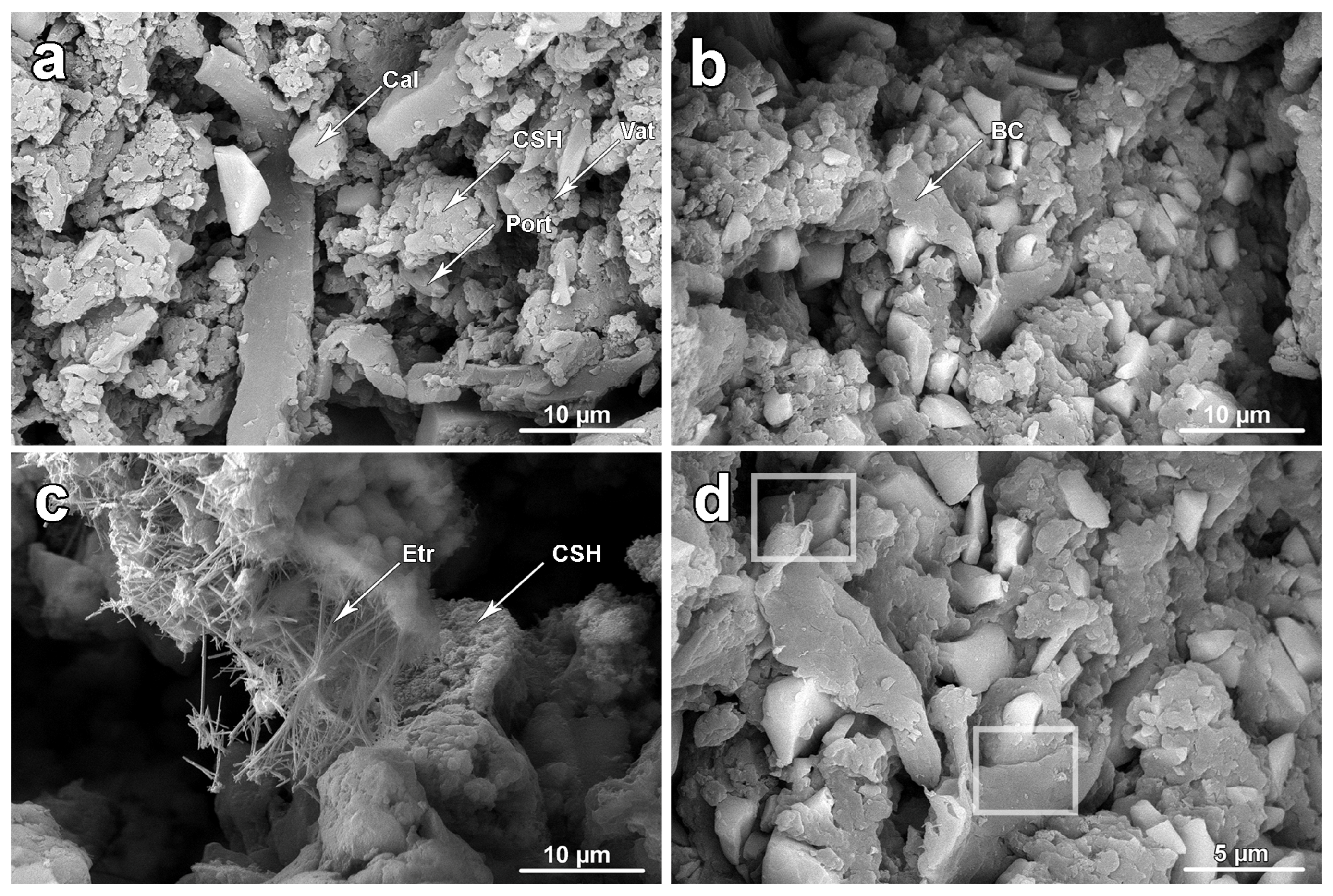
Micrographs of the reference material (REF) and pastes with 10 wt.% of coal dust and 10 wt.% of biochar after 28 days of hardening are depictured in Figure 7. The reference paste (Figure 7a) shows hydration products of Portland cement originating during standard water curing conditions, such as a CSH gel that is supplemented with portlandite (Ca(OH)2) and irregularly-shaped crystals of calcium carbonate. Figure 7b shows well-distributed biochar particles within the cementitious matrix. Larger biochar grains are connected to the matrix, but nonetheless, high amounts of pores are visible. As is visible in Figure 7d, some of the previously described tiny crooked rod-shaped biochar particles were found to remain on the larger grains and also pores were detected between biochar grains causing, in part, the detected higher open porosity and thus deterioration of the mechanical performance of the produced composites. The structure of the coal dust-blended paste (Figure 7c) sample on first sight looks different. There are visible well-developed sponge-like-shaped CSH gels and further a relatively rich presence of ettringite crystals with their specific elongated needle-like shape occurring in larger clusters. The presence of the discussed phases is marked using arrows in Figure 7. In the obtained micrographs there is also a clearly visible high rate of compactness of the reference paste, in contrast to the structure of CD 10.0, which is evidently much more porous. This observation is attributed to the synergetic action of decreased OPC content, which makes it difficult to redistribute the water evenly in a manner related to coal dust grain content and a higher rate of high-volume ettringite crystals formation.
4. Conclusions
The effect of two types of carbon-rich additives acting as Portland cement-replacing materials on the structural and mechanical properties and microstructural arrangement of blended cement-based pastes was researched in this paper. Various types of standardized experimental procedures and advanced instrumental techniques were implemented in view of the characterization of the input powdered materials as well as the behavior determination of fresh and/or hardened mixes. Obtained data, compared to those gained for plain paste, showed a curtailing impact of the given waste powder (CD) as well as artificially produced material (BC) on Portland cement hydration, and the following conclusions were derived:
- Both carbon-based additives dosed in increased amounts caused a worsening of the workability of fresh pastes due to importantly higher specific surface area of grains in comparison with OPC; moreover, superplasticizer had to be added into the cement pastes’ composition.
- SEM micrographs revealed tiny crooked rod-shaped nanoparticles adsorbed on the surface of coarser grains in biochar and a considerable representation of irregularly shaped particles with predominantly smooth surfaces and diameters from 2 up to 7 µm in the case of coal dust, which are predominantly responsible for the increased water absorption of both additives.
- Lower biochar dosages of up to 2.5% by cement weight increased the bulk density of the hardened paste, and thus helped to slightly reduce its porosity. Comparable structural properties with the control paste were observed for the materials BC 5.0 and CD 2.5.
- Reduced porosity of the BC 2.5 samples enhanced strength properties, namely the bending and compressive strengths after a 28 day curing period, which were significantly improved by 10.3% and 7.9%, respectively. The application of 5 wt.% of biochar maintained strengths at a comparable level with the hardened control mix. The influence of CD on the mechanical resistance improvement of the prepared pastes was significantly lower compared with biochar. Accordingly, only 2.5 wt.% of coal dust did not impair strength properties.
- XPRD observations showed the enhanced consumption of clinker minerals and increased formation of cement hydration products caused by controlled incorporation of both additives into blended cement paste samples, which are in line with the aforementioned physical and mechanical properties. Apparent ettringite formation and increased occurrence of voids in the porous cement matrix of pastes with higher CD content were also revealed.
The pyrolysis combustion of agriculture wastes constitutes, due to significantly lower flue gas production versus combustion in an oxygen-rich atmosphere, a promising way for their processing for energetic purposes. In the future, the generation of solid burnt residues available for both the cement and concrete industries is expected to increase. Active inclusion of carbon-rich waste powders into building materials on various bases represents a considerable challenge for research teams worldwide, and further experimental works should be provided to determine the long-term behavior and durability of such modified composites. In summary, both artificially prepared biochar and residual coal waste proved their considerable potential to be applied as Portland cement-replacing materials in composite systems on a cement basis. Accordingly, an incorporation of locally available waste or alternative residual materials as partial substitutes of cement clinker is a matter of considerable importance for preserving our global environment and contributing to the future long-term sustainability of the construction industry.
Author Contributions
Conceptualization, J.P.; methodology, R.Š.; software, L.Z. and J.P.; validation, R.Š.; formal analysis, L.Z.; investigation, L.Z.; resources, L.P.; data curation, L.Z.; writing—original draft preparation, J.P.; writing—review and editing, J.P. and R.Š.; visualization, L.Z.; supervision, J.P.; project administration, L.P.; funding acquisition, R.Š. and J.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Institute of Technology and Business, under project No. 03SVV2325, and the Czech Academy of Sciences, Institute of Theoretical and Applied Mechanics—RVO 68378297.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pokorný, J.; Ševčík, R.; Šál, J.; Fiala, L.; Zárybnická, L.; Podolka, L. Bio-Based Aggregate in the Production of Advanced Thermal-Insulating Concrete with Improved Acoustic Performance. Constr. Build. Mater. 2022, 358, 129436. [Google Scholar] [CrossRef]
- Aldred, J. Burj Khalifa—A New High for High-Performance Concrete. Proc. Inst. Civ. Eng. Civ. Eng. 2010, 163, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Gupta, S.; Chaudhary, S. State of the Art Review on Supplementary Cementitious Materials in India—I: An Overview of Legal Perspective, Governing Organizations, and Development Patterns. J. Clean. Prod. 2020, 261, 121203. [Google Scholar] [CrossRef]
- Djamaluddin, A.R.; Caronge, M.A.; Tjaronge, M.W.; Lando, A.T.; Irmawaty, R. Evaluation of Sustainable Concrete Paving Blocks Incorporating Processed Waste Tea Ash. Case Stud. Constr. Mater. 2020, 12, e00325. [Google Scholar] [CrossRef]
- Kajaste, R.; Hurme, M. Cement Industry Greenhouse Gas Emissions—Management Options and Abatement Cost. J. Clean. Prod. 2016, 112, 4041–4052. [Google Scholar] [CrossRef]
- Snellings, R.; Scrivener, K.L. Rapid Screening Tests for Supplementary Cementitious Materials: Past and Future. Mater. Struct. 2016, 49, 3265–3279. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Nonat, A. Hydration of Cementitious Materials, Present and Future. Cem. Concr. Res. 2011, 41, 651–665. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Snellings, R.; Bernal, S.A. Supplementary Cementitious Materials: New Sources, Characterization, and Performance Insights. Cem. Concr. Res. 2019, 122, 257–273. [Google Scholar] [CrossRef]
- Kuz′min, M.P.; Kuz′mina, M.Y.; Kuz′min, P.B. Possibilities and Prospects for Producing Silumins with Different Silicon Contents Using Amorphous Microsilica. Trans. Nonferrous Met. Soc. China 2020, 30, 1406–1418. [Google Scholar] [CrossRef]
- Caneda-Martínez, L.; Kunther, W.; Medina, C.; Sánchez de Rojas, M.I.; Frías, M. Exploring Sulphate Resistance of Coal Mining Waste Blended Cements through Experiments and Thermodynamic Modelling. Cem. Concr. Compos. 2021, 121, 104086. [Google Scholar] [CrossRef]
- Paris, J.M.; Roessler, J.G.; Ferraro, C.C.; DeFord, H.D.; Townsend, T.G. A Review of Waste Products Utilized as Supplements to Portland Cement in Concrete. J. Clean. Prod. 2016, 121, 1–18. [Google Scholar] [CrossRef]
- García Giménez, R.; Vigil de la Villa, R.; Frías, M. From Coal-Mining Waste to Construction Material: A Study of Its Mineral Phases. Environ. Earth Sci. 2016, 75, 478. [Google Scholar] [CrossRef]
- Amrani, M.; Taha, Y.; El Haloui, Y.; Benzaazoua, M.; Hakkou, R. Sustainable Reuse of Coal Mine Waste: Experimental and Economic Assessments for Embankments and Pavement Layer Applications in Morocco. Minerals 2020, 10, 851. [Google Scholar] [CrossRef]
- Chandran Govindaraju, V.G.R.; Tang, C.F. The Dynamic Links between CO2 Emissions, Economic Growth and Coal Consumption in China and India. Appl. Energy 2013, 104, 310–318. [Google Scholar] [CrossRef]
- Zhang, Y.; Ling, T.-C. Reactivity Activation of Waste Coal Gangue and Its Impact on the Properties of Cement-Based Materials—A Review. Constr. Build. Mater. 2020, 234, 117424. [Google Scholar] [CrossRef]
- Zhang, L.; He, C.; Yang, A.; Yang, Q.; Han, J. Modeling and Implication of Coal Physical Input-Output Table in China—Based on Clean Coal Concept. Resour. Conserv. Recycl. 2018, 129, 355–365. [Google Scholar] [CrossRef]
- Frías, M.; Sanchez de Rojas, M.I.; García, R.; Juan Valdés, A.; Medina, C. Effect of Activated Coal Mining Wastes on the Properties of Blended Cement. Cem. Concr. Compos. 2012, 34, 678–683. [Google Scholar] [CrossRef]
- Khan, I.; Umar, R. Environmental Risk Assessment of Coal Fly Ash on Soil and Groundwater Quality, Aligarh, India. Groundw. Sustain. Dev. 2019, 8, 346–357. [Google Scholar] [CrossRef]
- Karimipour, A. Effect of Untreated Coal Waste as Fine and Coarse Aggregates Replacement on the Properties of Steel and Polypropylene Fibres Reinforced Concrete. Mech. Mater. 2020, 150, 103592. [Google Scholar] [CrossRef]
- Karimaei, M.; Dabbaghi, F.; Sadeghi-Nik, A.; Dehestani, M. Mechanical Performance of Green Concrete Produced with Untreated Coal Waste Aggregates. Constr. Build. Mater. 2020, 233, 117264. [Google Scholar] [CrossRef]
- Karimipour, A.; Edalati, M. Influence of Untreated Coal and Recycled Aggregates on the Mechanical Properties of Green Concrete. J. Clean. Prod. 2020, 276, 124291. [Google Scholar] [CrossRef]
- Luo, F.; Jiang, Y.; Wei, C. Potential of Decarbonized Coal Gasification Residues as the Mineral Admixture of Cement-Based Material. Constr. Build. Mater. 2021, 269, 121259. [Google Scholar] [CrossRef]
- Cheah, C.B.; Ramli, M. The Implementation of Wood Waste Ash as a Partial Cement Replacement Material in the Production of Structural Grade Concrete and Mortar: An Overview. Resour. Conserv. Recycl. 2011, 55, 669–685. [Google Scholar] [CrossRef]
- Rajamma, R.; Ball, R.J.; Tarelho, L.A.C.; Allen, G.C.; Labrincha, J.A.; Ferreira, V.M. Characterisation and Use of Biomass Fly Ash in Cement-Based Materials. J. Hazard. Mater. 2009, 172, 1049–1060. [Google Scholar] [CrossRef]
- Sklivaniti, V.; Tsakiridis, P.E.; Katsiotis, N.S.; Velissariou, D.; Pistofidis, N.; Papageorgiou, D.; Beazi, M. Valorisation of Woody Biomass Bottom Ash in Portland Cement: A Characterization and Hydration Study. J. Environ. Chem. Eng. 2017, 5, 205–213. [Google Scholar] [CrossRef]
- Pavlíková, M.; Zemanová, L.; Pokorný, J.; Záleská, M.; Jankovský, O.; Lojka, M.; Sedmidubský, D.; Pavlík, Z. Valorization of Wood Chips Ash as an Eco-Friendly Mineral Admixture in Mortar Mix Design. Waste Manag. 2018, 80, 89–100. [Google Scholar] [CrossRef]
- Wijitkosum, S.; Jiwnok, P. Elemental Composition of Biochar Obtained from Agricultural Waste for Soil Amendment and Carbon Sequestration. Appl. Sci. 2019, 9, 3980. [Google Scholar] [CrossRef] [Green Version]
- Gezae, A.; Chandraratne, M. Biochar Production from Biomass Waste-Derived Material. Encycl. Renew. Sustain. Mater. 2018, 4, 370–378. [Google Scholar] [CrossRef]
- Gul, S.; Whalen, J.K.; Thomas, B.W.; Sachdeva, V.; Deng, H. Physico-Chemical Properties and Microbial Responses in Biochar-Amended Soils: Mechanisms and Future Directions. Agric. Ecosyst. Environ. 2015, 206, 46–59. [Google Scholar] [CrossRef]
- Gupta, S.; Kua, H.W.; Low, C.Y. Use of Biochar as Carbon Sequestering Additive in Cement Mortar. Cem. Concr. Compos. 2018, 87, 110–129. [Google Scholar] [CrossRef]
- Restuccia, L.; Ferro, G.A.; Suarez-Riera, D.; Sirico, A.; Bernardi, P.; Belletti, B.; Malcevschi, A. Mechanical Characterization of Different Biochar-Based Cement Composites. Procedia Struct. Integr. 2020, 25, 226–233. [Google Scholar] [CrossRef]
- Wang, L.; Chen, L.; Tsang, D.C.W.; Guo, B.; Yang, J.; Shen, Z.; Hou, D.; Ok, Y.S.; Poon, C.S. Biochar as Green Additives in Cement-Based Composites with Carbon Dioxide Curing. J. Clean. Prod. 2020, 258, 120678. [Google Scholar] [CrossRef]
- EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements 2011. European Comitee for Standardization (CEN): Brussels, Belgium, 2011.
- Newalkar, G.; Iisa, K.; D’Amico, A.; Sievers, C.; Agrawal, P. Effect of Temperature, Pressure, and Residence Time on Pyrolysis of Pine in an Entrained Flow Reactor. Energy Fuels 2014, 28, 5144–5157. [Google Scholar] [CrossRef]
- Querol, X.; Zhuang, X.; Font, O.; Izquierdo, M.; Alastuey, A.; Castro, I.; van Drooge, B.L.; Moreno, T.; Grimalt, J.O.; Elvira, J.; et al. Influence of Soil Cover on Reducing the Environmental Impact of Spontaneous Coal Combustion in Coal Waste Gobs: A Review and New Experimental Data. Int. J. Coal Geol. 2011, 85, 2–22. [Google Scholar] [CrossRef]
- Lehotský, L.; Černoch, F.; Osička, J.; Ocelík, P. When Climate Change Is Missing: Media Discourse on Coal Mining in the Czech Republic. Energy Policy 2019, 129, 774–786. [Google Scholar] [CrossRef]
- EN 196-1; Method of Testing Cement—Part 1: Determination of Strength 2005. European Comitee for Standardization (CEN): Brussels, Belgium, 2005.
- EN 12390-1; Testinf Hardened Concrete—Part 1: Shape, Dimensions and Other Requirements for Specimens and Moulds 2013. European Comitee for Standardization (CEN): Brussels, Belgium, 2013.
- EN 1097-3; Test of Mechanical and Physical Properties of Aggregate—Part 3: Determination of Loose Bulk Density and Voids 1999. European Comitee for Standardization (CEN): Brussels, Belgium, 1999.
- EN 1015-3; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar 2000. European Comitee for Standardization (CEN): Brussels, Belgium, 2000.
- EN 1015-10; Methods of Test for Mortar for Masonry—Part 10: Determination of Dry Bulk Density of Hardened Mortar 1999. European Comitee for Standardization (CEN): Brussels, Belgium, 1999.
- Pokorný, J.; Ševčík, R.; Šál, J.; Zárybnická, L. Lightweight Blended Building Waste in the Production of Innovative Cement-Based Composites for Sustainable Construction. Constr. Build. Mater. 2021, 299, 123933. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlik, Z.; Pavlíková, M.; Scheinherrova, L.; Pokorny, J.; Trnik, A.; Svora, P.; Fořt, J.; Jankovský, O.; Suchorab, Z.; et al. Biomass Ash-Based Mineral Admixture Prepared from Municipal Sewage Sludge and Its Application in Cement Composites. Clean. Technol. Environ. Policy 2018, 20, 159–171. [Google Scholar] [CrossRef]
- EN 1015-11; Methods of Test for Mortar for Masonry—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar 1999. European Comitee for Standardization (CEN): Brussels, Belgium, 1999.
- EN 12504-4; Testing Concrete—Part 4: Determination of Ultrasonic Pulse Velocity 2005. European Comitee for Standardization (CEN): Brussels, Belgium, 2005.
- Singh, L.P.; Karade, S.R.; Bhattacharyya, S.K.; Yousuf, M.M.; Ahalawat, S. Beneficial Role of Nanosilica in Cement Based Materials—A Review. Constr. Build. Mater. 2013, 47, 1069–1077. [Google Scholar] [CrossRef]
- Flores, Y.C.; Cordeiro, G.C.; Toledo Filho, R.D.; Tavares, L.M. Performance of Portland Cement Pastes Containing Nano-Silica and Different Types of Silica. Constr. Build. Mater. 2017, 146, 524–530. [Google Scholar] [CrossRef]
- Gupta, S.; Kua, H.W.; Koh, H.J. Application of Biochar from Food and Wood Waste as Green Admixture for Cement Mortar. Sci. Total. Environ. 2018, 619–620, 419–435. [Google Scholar] [CrossRef]
- Gupta, S.; Kua, H.W. Effect of Water Entrainment by Pre-Soaked Biochar Particles on Strength and Permeability of Cement Mortar. Constr. Build. Mater. 2018, 159, 107–125. [Google Scholar] [CrossRef]
- Choi, W.C.; Yun, H.D.; Lee, J.Y. Mechanical Properties of Mortar Containing Bio-Char from Pyrolysis. J. Korea Inst. Struct. Maint. Insp. 2012, 16, 67–74. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, S.; Tulliani, J.-M.; Ferro, G.; Khushnood, R.; Restuccia, L.; Jagdale, P. Crack Path and Fracture Surface Modifications in Cement Composites. Frat. Ed. Integrita Strutt. 2015, 9, 524–533. [Google Scholar] [CrossRef]
- Restuccia, L.; Reggio, A.; Ferro, G.A.; Kamranirad, R. Fractal Analysis of Crack Paths into Innovative Carbon-Based Cementitious Composites. Theor. Appl. Fract. Mech. 2017, 90, 133–141. [Google Scholar] [CrossRef]
- Gastaldi, D.; Paul, G.; Marchese, L.; Irico, S.; Boccaleri, E.; Mutke, S.; Buzzi, L.; Canonico, F. Hydration Products in Sulfoaluminate Cements: Evaluation of Amorphous Phases by XRD/Solid-State NMR. Cem. Concr. Res. 2016, 90, 162–173. [Google Scholar] [CrossRef]
- Yan, C.; Qi, J.; Ma, J.; Tang, H.; Zhang, T.; Li, H. Determination of Carbon and Sulfur Content in Coal by Laser Induced Breakdown Spectroscopy Combined with Kernel-Based Extreme Learning Machine. Chemom. Intell. Lab. Syst. 2017, 167, 226–231. [Google Scholar] [CrossRef]
- Xu, N.; Tao, X. Changes in Sulfur Form during Coal Desulfurization with Microwave: Effect on Coal Properties. Int. J. Min. Sci. Technol. 2015, 25, 435–438. [Google Scholar] [CrossRef]
- Wang, Q.; Lin, Z.; Wu, Q.; Lin, L.; Zhang, Q. Determination of Total Sulfur in Coal by Ultraviolet Fluorescence Method Based on the Large Capacity Combustion Framework. Fuel Commun. 2022, 11, 100063. [Google Scholar] [CrossRef]
Figure 1.
Photographic image of wood dust (a) and burned wood dust at 325 °C (b).

Figure 2.
Photographic image of final fine-particulate products: (a) coal dust, (b) biochar.

Figure 3.
SEM micrographs of BC (a) and CD samples (b).

Figure 4.
Bending strengths development of 28 days’ hardened samples in dependence on mix type (REF—control material; BC—biochar-modified pastes; CD—coal dust-modified pastes).
Figure 4.
Bending strengths development of 28 days’ hardened samples in dependence on mix type (REF—control material; BC—biochar-modified pastes; CD—coal dust-modified pastes).

Figure 5.
Compressive strengths development of 28 days’ hardened samples in dependence on mix type (REF—control material; BC—biochar-modified pastes; CD—coal dust-modified pastes).
Figure 5.
Compressive strengths development of 28 days’ hardened samples in dependence on mix type (REF—control material; BC—biochar-modified pastes; CD—coal dust-modified pastes).

Figure 6.
Dynamic moduli development of 28 days’ hardened samples in dependence on mix type (REF—control material; BC—biochar-modified pastes; CD—coal dust-modified pastes).
Figure 6.
Dynamic moduli development of 28 days’ hardened samples in dependence on mix type (REF—control material; BC—biochar-modified pastes; CD—coal dust-modified pastes).

Figure 7.
SEM micrograph of REF (a), paste BC 10.0 with 10 wt.% of biochar (b), paste CD 10.0 with 10 wt.% of coal dust (c), detailed image of BC paste—biochar crooked rod-shaped residues are highlighted in rectangles (d). Some of the observed phases are indicated (Cal—calcite; CSH—CSH gel; Vat—vaterite; Port—portlandite; BC—biochar; Etr—ettringite).
Figure 7.
SEM micrograph of REF (a), paste BC 10.0 with 10 wt.% of biochar (b), paste CD 10.0 with 10 wt.% of coal dust (c), detailed image of BC paste—biochar crooked rod-shaped residues are highlighted in rectangles (d). Some of the observed phases are indicated (Cal—calcite; CSH—CSH gel; Vat—vaterite; Port—portlandite; BC—biochar; Etr—ettringite).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Oxide composition together with determined concentration of Cl− of used OPC cement.
| OPC | c (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Fe2O3 | Al2O3 | MgO | CaO | K2O | Na2O | SO3 | Cl− |
| 19.64 | 3.33 | 4.82 | 1.44 | 63.69 | 0.75 | 0.19 | 3.09 | 0.04 |
Table 2.
Elemental compositions of carbon additives.
| c (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Element | C | Ca | Mg | K | O | Si | Al | Cu | Fe |
| BC | 65.42 | 0.80 | 0.48 | 0.53 | 28.95 | 0.38 | 1.17 | 0.35 | 1.92 |
| CD | 67.20 | 1.00 | 0.55 | 0.09 | 18.60 | 4.32 | 2.62 | 1.89 | 3.73 |
Table 3.
Overview of basic material characteristics of OPC and both cement-replacing powders.
| Material | Specific Surface Area (m2·kg−1) | Specific Density (kg·m−3) | Powder Density (kg·m−3) | Loss on Ignition (wt.%) |
|---|---|---|---|---|
| OPC | 408 | 3110 | 980 | 3.40 |
| BC | 886 | 1550 | 318 | - |
| CD | 628 | 1285 | 482 | - |
Table 4.
Formulations of prepared pastes.
| Paste Mix | OPC (g) | Mineral Admixture (g) | Superplasticizer (g) | Batch Water (g) | Value of Spreading (mm) |
|---|---|---|---|---|---|
| REF | 1500.0 | 0.0 | 0.0 | 450 | 160 × 160 |
| BC 2.5 | 1462.5 | 37.5 | 0.0 | 450 | 155 × 155 |
| BC 5.0 | 1425.0 | 75.0 | 3.0 | 450 | 160 × 155 |
| BC 7.5 | 1387.5 | 112.5 | 6.0 | 450 | 160 × 160 |
| BC 10.0 | 1350.0 | 150.0 | 10.0 | 450 | 165 × 160 |
| CD 2.5 | 1462.5 | 37.5 | 0.0 | 450 | 160 × 165 |
| CD 5.0 | 1425.0 | 75.0 | 0.0 | 450 | 150 × 150 |
| CD 7.5 | 1387.5 | 112.5 | 2.0 | 450 | 160 × 155 |
| CD 10.0 | 1350.0 | 150.0 | 4.0 | 450 | 160 × 160 |
Table 5.
Particle size distribution of both additives and used Portland cement.
| Material | d10 | d50 | d90 |
|---|---|---|---|
| (µm) | |||
| OPC | 6.4 | 32.7 | 53.7 |
| BC | 7.2 | 36.9 | 59.8 |
| CD | 5.4 | 40.8 | 70.5 |
Table 6.
Structural features of reference and additive-dosed cement pastes.
| Mix | Bulk Density (kg·m−3) | Specific Density (kg·m−3) | Open Porosity (%) | |||
|---|---|---|---|---|---|---|
| Average | St. Dev. | Average | St. Dev. | Average | St. Dev. | |
| REF | 1755 | 16.3 | 2298 | 8.9 | 23.6 | 1.0 |
| BC 2.5 | 1775 | 20.2 | 2294 | 11.0 | 22.6 | 1.3 |
| BC 5.0 | 1738 | 17.5 | 2283 | 7.4 | 23.8 | 1.0 |
| BC 7.5 | 1715 | 21.4 | 2271 | 8.7 | 24.5 | 1.2 |
| BC 10.0 | 1683 | 15.7 | 2262 | 10.2 | 25.6 | 1.0 |
| CD 2.5 | 1762 | 16.8 | 2296 | 8.2 | 23.3 | 1.0 |
| CD 5.0 | 1729 | 16.0 | 2280 | 10.2 | 24.2 | 1.0 |
| CD 7.5 | 1692 | 19.5 | 2269 | 9.3 | 25.4 | 1.2 |
| CD 10.0 | 1665 | 13.3 | 2254 | 9.6 | 26.1 | 0.9 |
Table 7.
Mineral composition of 28 days’ water-cured samples.
| Mineral | REF | BC 2.5 | BC 10.0 | CD 2.5 | CD 10.0 |
|---|---|---|---|---|---|
| Content in wt.% | |||||
| Quartz | 0.4 | 0.3 | 0.3 | 0.4 | 0.5 |
| Vaterite | 4.4 | 4.6 | 6.6 | 3.0 | 3.4 |
| Brownmillerite | 3.1 | 2.8 | 2.5 | 1.8 | 2.1 |
| Calcite | 11.8 | 12.9 | 10.3 | 9.9 | 8.6 |
| Alite | 8.8 | 7.4 | 4.6 | 8.2 | 6.0 |
| Belite | 4.7 | 4.5 | 4.2 | 4.7 | 4.5 |
| Portlandite | 8.6 | 9.8 | 6.8 | 9.0 | 5.3 |
| Ettringite | 3.6 | 3.6 | 3.9 | 3.6 | 5.4 |
| Amorphous content | 53.9 | 55.3 | 56.8 | 54.2 | 54.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pokorný, J.; Ševčík, R.; Zárybnická, L.; Podolka, L. The Role of High Carbon Additives on Physical–Mechanical Characteristics and Microstructure of Cement-Based Composites. Buildings 2023, 13, 1585. https://doi.org/10.3390/buildings13071585
AMA Style
Pokorný J, Ševčík R, Zárybnická L, Podolka L. The Role of High Carbon Additives on Physical–Mechanical Characteristics and Microstructure of Cement-Based Composites. Buildings. 2023; 13(7):1585. https://doi.org/10.3390/buildings13071585
Chicago/Turabian StylePokorný, Jaroslav, Radek Ševčík, Lucie Zárybnická, and Luboš Podolka. 2023. "The Role of High Carbon Additives on Physical–Mechanical Characteristics and Microstructure of Cement-Based Composites" Buildings 13, no. 7: 1585. https://doi.org/10.3390/buildings13071585
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.